Hello. I was using gSender to run multiple surfacing operations on seven pieces of cedar lumber. I have frequently run this type of file because I do not have space for a planer/thicknesser. I surface one face then turn the workpiece over and surface the opposite face. I do this preparatory to working on the surface or squaring up my workpiece edges.
My routine is start gSender, with the power connected to the CNC machine via a USB 2 connection. I load the .nc file (I usually put the origin in the centre fo the workpiece) find my workpiece centre in X & Y positions and note them down. I also touch of the workpiece to get my Z axis height. My .nc files usually have a 1mm safe height set.
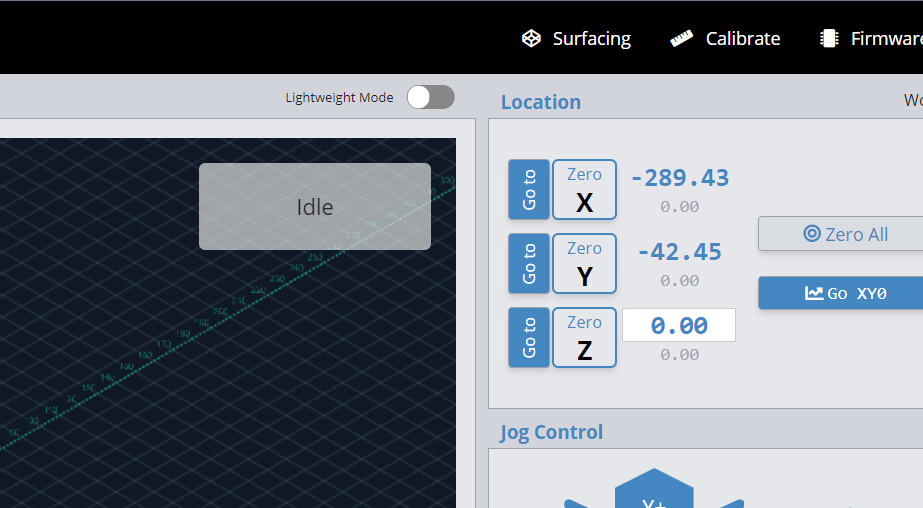
My expectation when changing one workpiece for another is that the Goto XY0 button will take the spindle carriage to the correct stored X&Y position. At this point, knowing my workpiece thickness, I should be able to enter the Z axis number and goto that. This is baffling because it seems to be abut 5mm out. If I press goto XY0 after completing the surfacing work, the Z axis raises in the correct XY position to the top of its travel. I will remove the vacuum brush and change the workpiece.
I now expect that if I take the touch off value of the last Z axis position zeroed, that I can add a value of one to it (I am surfacing to 1mm using 2 x ,5mm passes) that postion in the Z axis readout should be one greater than the previous position. If I jog the carriage down to the touch off position, it indicates precisely that values that I would expect.
It appears that I cannot set the values as a total of last set value for Z and then plus one and arrive at the new value that can then be zeroed. I may have missed something in the set up. My router is not missing steps and all else appears to be ok. Any advice on how to narrow down the possibilities would be most welcome. Thank you!
Hey jepho, do you use limit switches on your machine or no? Because the behaviour of gSender is different depending on if you have them on or off and also what you have the safe height set to
If you’re looking to change the current location of your Z by 1mm to set your new height, you can actually click on the value, type in the new value, and hit ‘enter’ to confirm the new location.
If I still didn’t quite understand the problem you’re having feel free to respond or send along a video of what you’re trying to do, then that would be much easier to understand
I have proximity switches on my machine. The homing routine uses the proximity switch as expected. I think this must be hard coded because the homing routine is identical to what I saw with Carbide 3D’s Carbide Motion.
I have not figured out how to keep the other two proximity switches in use so all of them are switched of in the gSender software until I have worked out how to stop the continuous alarms. I set the safe height to 1mm in my CAM program (Carveco Maker).
When changing workpieces with different initial thicknesses, I had wanted to add or subtract the Z height beginning position using the previously entered value. This would be without the need to touch off the workpiece to establish the new starting point for Z height. I have entered the value based on the distance I want from the previous value. I find that the Z height is too low by around 5mm. It surprises me to find the Z height would have crashed into the workpiece if I had left the value at the calculated value.
I think it would be a bit easier to send you a video and I will make one tomorrow. In which format do you want the video file and where should I send it?
Hi @jepho I realized I never responded to your question. If you’re having the issue still you should be able to upload a video to an online drive or a private youtube video and send it to me in a direct message if you prefer
Hi Chris. Thanks for this response. I am caught for time this week because I am away from home. I will make a recording for you, probably on next Sunday 18th or at least in the week following.