@DaveS
My issue is not a display issue. I use inches and the Jogging controls keep reverting back to millimeters. When gsender first loads, if I jog the machine, the motors barely move. I have to go into the Config and reset the Preset Normal Jog settings. After resetting the jog settings, the jogging in the Carve Screen works good.
So, to answer your question, no I haven’t found the solution yet.
Thanks for replying either way. I think I figured out my issue as well. If anyone follows this or has interest, my tv/monitor is my culprit. It is upscaling my 1080p feed to fit 720p screen poorly.
I have had nothing h=but issues with the new update, my 4040reno would just drill straight down after zeroing it a few times. was trying to do a resurface just to check the updates but got not so good results, ended up going back to previous version but now i think that the board is not working due to the 4040 Reno not showing any Epromm settings. Not bashing gSender at all but going to have to wait to see what everyone else is experiencing and if there are any fixes.
FWIW, I’m also running a Root Iso controller, but I’ve been playing around with putting GRBLHAL on it. It works great with the exception of an issue with my VFD that the developer is helping me sort out .
Having now had both FluidNC and GRBLHAL on the controller, I’m DEFINITELY going to stick with GRBLHAL once the VFD issue is sorted out. You can optionally use jerk acceleration tuning to smooth out the way your axis accelerates. It’s game changing. By fine tuning the jerk settings, you can get MUCH higher overall acceleration out of each axis.
Since I’ve had to do so much research on trying to solve this VFD issue, I’ve come to understand that virtually zero software packages actually support FluidNC in any meaningful way, but direct support for GRBLHAL is growing all the time.
Longmill MK1. Just upgraded to gSender 1.5.0. Everything is good except:
When I click the Go X button it raises the Z axis until it hits the hits the frame and stalls, then it moves to the X zero, then smashes the Z axis down until it bottoms out and stalls on the material. Fortunately nothing broke. I’m afraid now to try the Go Y and Go Z buttons for fear of something worse happening.
I can’t find anything in the Config to change. Any ideas? I’m looking for a clearance height before jogging setting.
As a fellow Root ISO v3 owner, I am following your progress with interest - so please do share any developments on this. I have been happy with Fluid NC on the most part, but with the acceleration benefits you mention along with better support for grblHAL, I would be willing to make the switch too.
BUT… the Huanyang VFD issue is a show stopper as this is running perfectly on my current setup and I can not afford much downtime as I use my machine for small scale production.
Following up from DIscord… It turned out that there was an issue with the grblHAL Web Builder that caused the chip enable for the RS485 to not work. Terje updated the builder and I’ve verified that it does solve the problem. This would like have been an issue with any RS485 controlled spindle connected to a Root Controller.
Root Controller and grblHAL is now working and I’ll be starting to test with G Sender 1.5 later today. I’ll post here with anything that’s relevant.
I believe I am having the same issue. I setup my Altmill jogged it around a bit tested a few things and then upgraded Gsender when I noticed that the “normal” jog speed default is slower than the precise one. I reset the default values and it resolved. I will let you know if the issue comes back when I test again.
gSender 1.5.1 is available with fixes for some of the more commonly reported issues. We’re still working through other reports but wanted to get something out before the long weekend.
Notes
Addressed issues where jog values kept reconverting.
Fixed crash when importing settings.
Updated some AltMill and LongMill default values.
Removed Zoom icons from visualizer.
Override sliders have switched to decaf and are now less jumpy.
Fixed unit issue with Go To popover and default values no longer populate Z with Y value
Using tuning tools (Squaring and Steps/mm) now refresh EEPROM state and respect UI units
Abs/Inc toggle in go to moved to top.
Fixed issue where M0 in macros could result in a paused feeder state after unlocking preventing further code sending
Fixed issue where Machine status overlapped unlock and connect on smaller resolutions and made them unclickable
Disabling a drawer tool now defaults you to the first drawer element
Fixed issue with tool select in probing working inconsistently and defaulting to Auto
Rotary Axis travel resolution and maximum rate appearing again when connected with GRBL.
@DaveS if you’re still having issues with your page scrolling, I’d recommend you go to you computer’s system Settings → Accessibility → Text Size, and reduce the value from 150% to 100%. This should set up gSender better to fit your screen. If this doesn’t work, then definitely take a picture and let me know and I’ll see what else we can do to help you sort that out.
@kcassella@BradGlock as of the new version release of 1.5.1 your jogging issue should now be dealt with. If you get a chance to install it, let us know if we managed to get the fix.
@NoobCncGuy it’s hard to say what your issue might be since I’m not very familiar with the Reno, but first place I’d suggest checking is whether it’s connecting to your machine as grbl or grblHAL, since if it’s the wrong one then you’ll definitely get unexpected behaviour
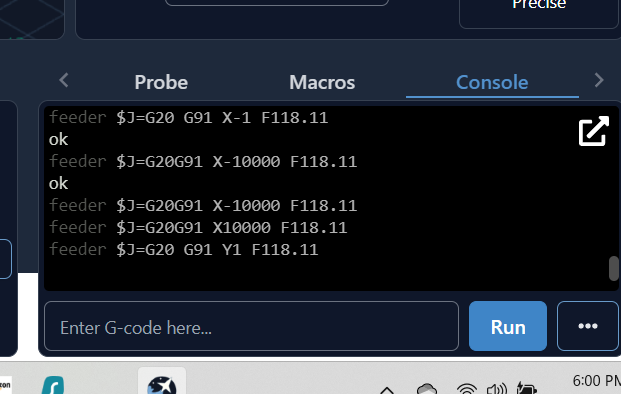
Hi Chris, the new release hasn’t resolved the jogging problem on my system. When i first open gSender I can only jog the spindle a few times in any direction before it freezes. This normally coincides with a change in the gcode seen in the console screen. Ive attached a screen shot for you to see. When it jogs correctly the code is $J = G20 G91 X-1 F118.11 (i work in inches), When it freezes the code becomes garbled $J = G20G91 X10000 F118.11 and the X value is now at what I assume is the maximum. Even trying to jog in the Y direction is frozen despite showing the correct format for the gcode. The only way to get the system to work again is to reboot gSender but the jogging will just freeze again at some random point in any direction. This was also reported in the 1.5.0 thread from a user using a different computer, different OS, different CNC, etc so it is very unlikely that it is anything but an odd bug in the software.
I’m having the exact same issue. I home my machine, and can jog around a little bit before errors sometimes. for several minutes of just testing the jogging, sometimes within only a few moves. I thought it was related to the 1.5 update, so I uninstalled it and went back to 1.4.12 but still had the same issue. I also tried the 1.5.1 which hasn’t resolved it.
Currently I’m back on 1.4.12 and its affected too. Perhaps I need to do some form a clean removal. I only used add/remove programs, and then renamed the gsender folder in %appdata%
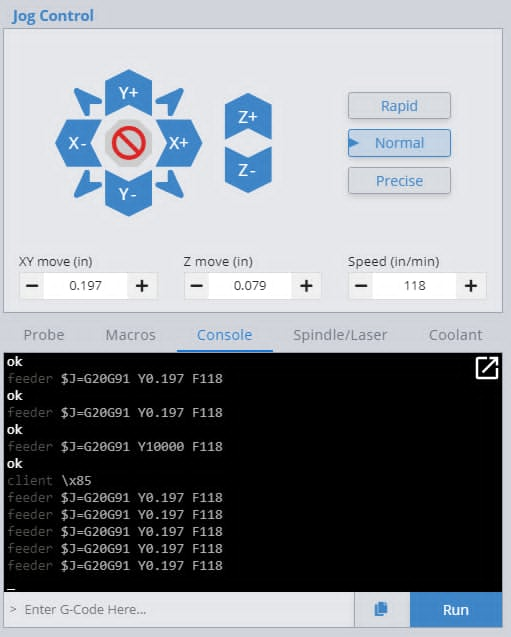
Every time it becomes unresponsive there is a jog command telling it to move 10000 inches.
Once that is sent, I’ll get a client \85 reply and then even though the next jog commands are sensible, there is no ok response in the console and jogging wont move until I disconnect/reconnect.
I don’t seem to have any issues when jogging around using candle… but GSender is just so dang nice that I’m willing to put off my projects until I figure this out instead of having to use something else lol.
Let me know if there are any logs or other useful information that I can provide.