here you go…
docs:blackbox-x32:connect-vfd [OpenBuilds Documentation]
VFD Spindle Control via OpenBuilds BlackBox Controller and Software | OpenBuilds
Nah, didn’t work. I’ve spent too much time on this issue already. It’s perplexing why I cannot get analog or RS485 working on the SLB so back to using my keyboard and potentiometer on the VFD. I may at some point try to install my Delixi VFD to see if I can get it working (the same VFD that PWNCNC uses). The SLB PWM for my 20W laser doesn’t function either. It’s either off or on full power, so I manually regulate the voltage to get by. Thus far, I do not see any advantages of the SLB except it runs faster which is something I guess. Will be attempting to hook up the A Axis next week. Hopefully, that will not prove to be as frustrating. Are you using a VFD/Spindle? If so, would you mind sharing some pictures of your wiring?
Hi @CraigCoulter, did you see that Johann on our team completed the document for H100 wiring and hookup? You can find it here:
The documentation looks really good. The content also translates to my Huanyang v1 VFD - with setting correct PD settings. With all the “RESTART <insert SLB/VFD as appropriate> BY POWER CYCLING” (in all caps no less) steps, I think my “turn it off, go to the house, and have a beer about it” is what finally got it all working for me.
James.
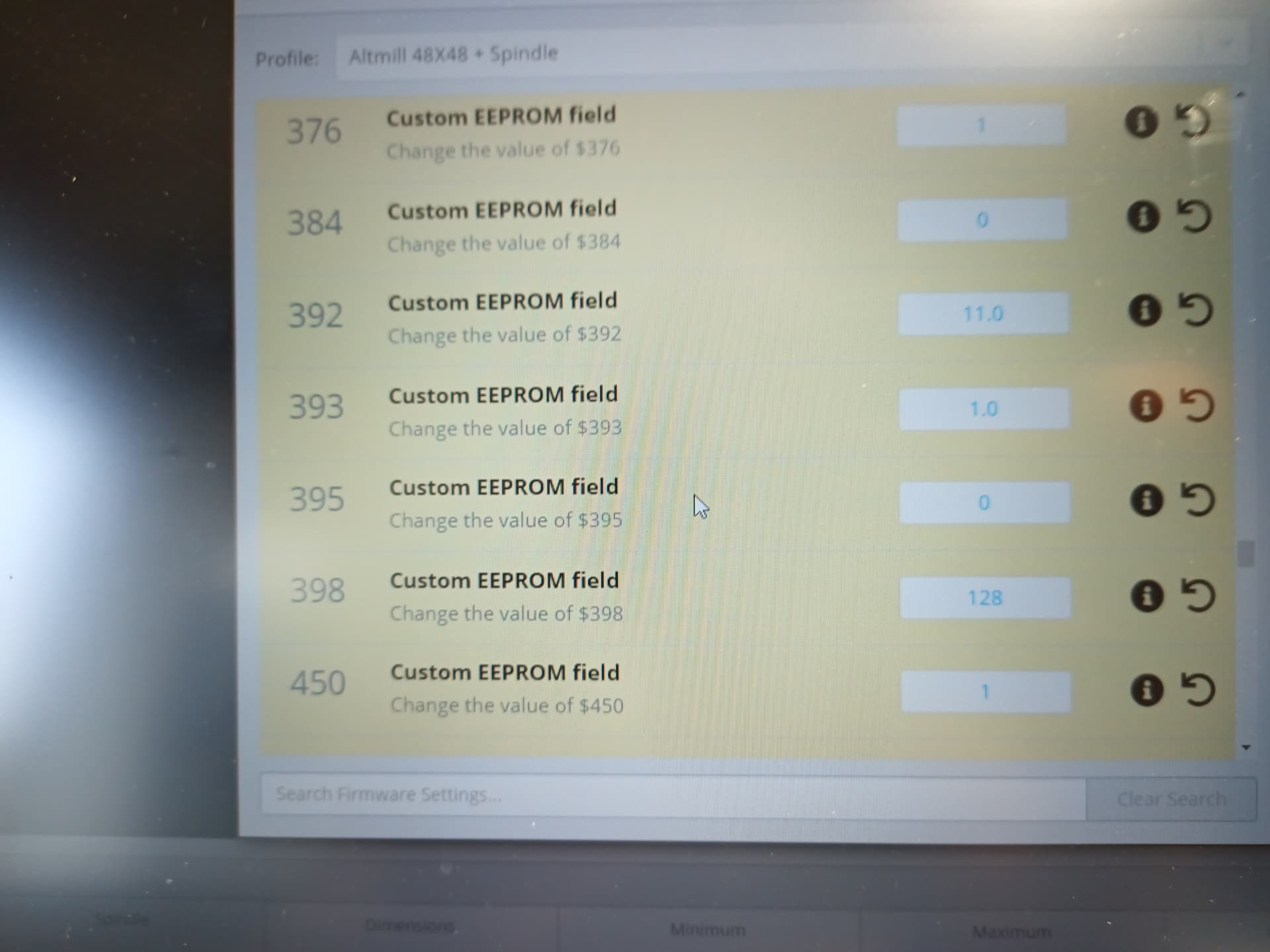
Have a new altmill i just finished assembling , can get all the motion from each axis but cannot get the spindle to fire up , even tried reloading gsender several times . The instruction pics in the guide are different from what i get in g sender menu in the latest version . The instructions dont seem to match
I think the “RESTART <insert SLB/VFD as appropriate> BY POWER CYCLING” steps in both the AltMill Spindle Kit Setup (https://resources.sienci.com/view/am-spindle-kit-setup/)and Unofficial Guide (Linked Above)are crucial.
I suggest you open a support ticket with Sienci.
James.
well took it to where i work and my boss sets up drives quite often and we went through this one ,
followed the unofficial guide for settings found on here . He also noted the drive was set for 3 phase 380 volt and peramiters
were not inline for the spindle . We left it control on the drive for now , until we figure out the gsender issue , spindle works awesome and super smooth and quite compaired to the router of my old machine . He figures the drive is on the edge of being to small for the spindle at full rpm , so we dialed it back to 80% and works perfect , just the spoil board left to go before test carving.
@Walter when you make your initial connection to your machine, you need to make sure you select the right firmware in the dropdown. Make sure you click ‘grblHAL’ and not ‘grbl’. That’s the problem you’re having
It’s been a while since I’ve worked on this due to work and life but I wanted to see if the Huanyang HY02D223B was compatible with the new instructions and if there are any limitations I need to consider.
It’s a 2 phase 2.2kw VFD but I couldn’t find how it relates to h100.
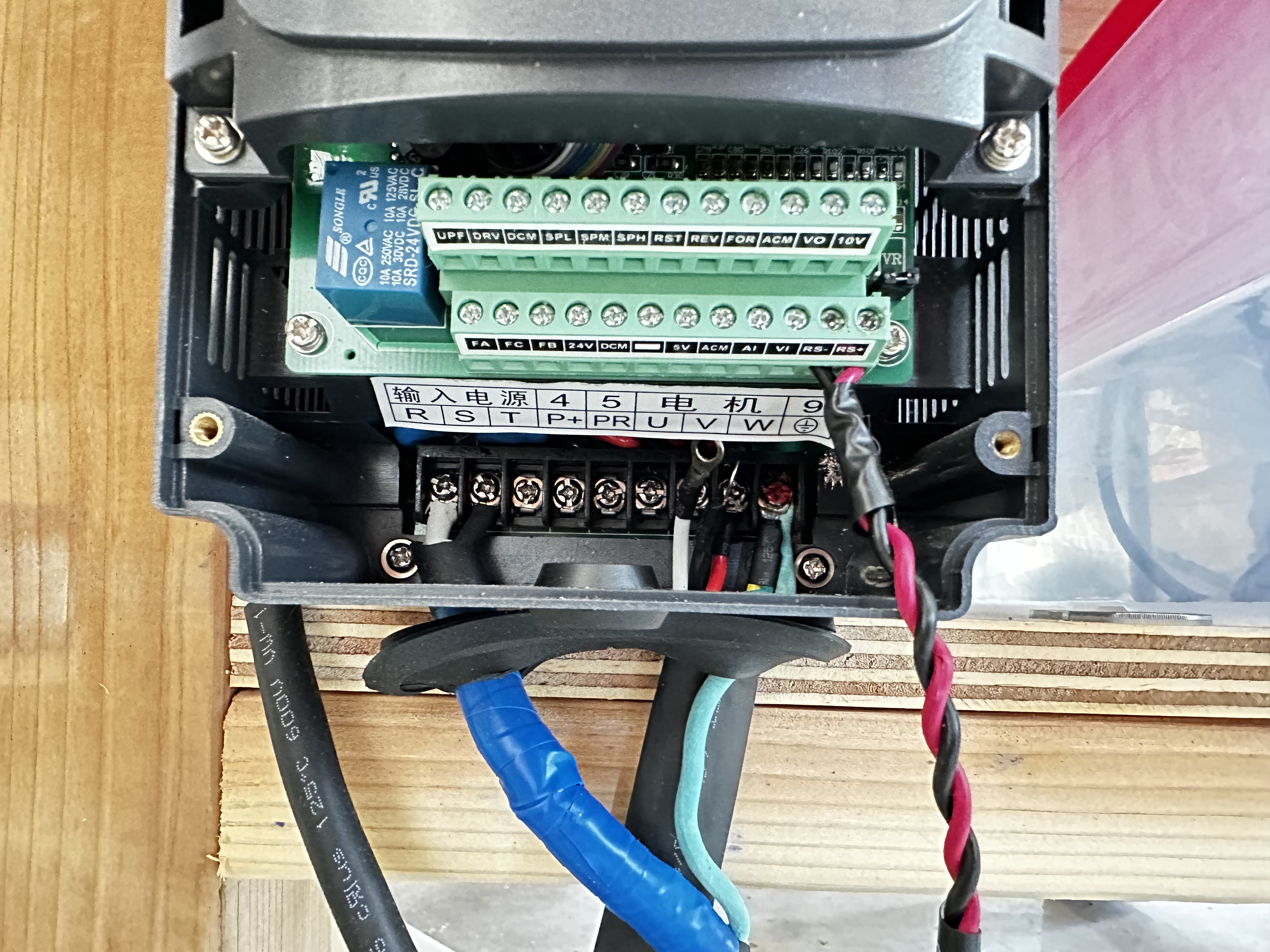
I’m in the middle of connecting my new spindle cable so don’t mind the U V W
@cncdm your VFD is an HY-type, so hopefully you should be able to follow this guide instead and get everything working:
I’ve got a GS20 VFD that I’ll be using for my Altmill when it comes in. My VFD has a RJ45 jack.. of course. I also have a RJ45 in my enclosure that I was using on my previous CNC to send PWM, FWD, REV, DCM and also carried an estop output for Masso controller.
Couple of questions:
1… What is the pin out on the RJ11 on the SLB? My current plan will be to use the RJ45 with an adapter to RJ11 to connect to SLB and drop the estop I suppose.
2… Is the SGND tied to ground on the SLB side? Currently, there is no continuity between ground and SGND on my VFD. My assumption is that SGND should only be terminated on one side to prevent a ground loop. Or does the SGND even matter in this case given distance of cabling is quite short but it is within a few inches of spindle drive cable on my enclosure.
Thoughts and tips are appreciated, just trying to get prepared for the upcoming arrival… well guessing at least 12 weeks still but would like to hit the ground running.
I am also assuming that the GS20 config in gsender is RS485 not PWM as GS20 is 0-10v only, no 0-5v capability. Honestly, I find the 0-5v convention a bit odd for spindle control as 0-10v seems to be the more standard setup.
Sounds good Mike ![]() I’m not familiar with the GS20 VFD so it’s good that you’re scrubbing up on this stuff now while you wait for machine delivery. To your questions:
I’m not familiar with the GS20 VFD so it’s good that you’re scrubbing up on this stuff now while you wait for machine delivery. To your questions:
Hopefully that answers most of your questions!
This whole paragraph makes my head hurt. The manual for the GS20 is something that frightens me. Was hoping this would be reasonably simple, my last RS485 machine was quite straight forward. See the comm protocol, 8N1 and baud rate and away it went. Honestly don’t even know what the rest of that stuff means. ![]()
![]()
I have a GS20, my drive seems to be working fine over RS485.
I had to change grblHal settings
Regarding pins, the RS485 A and B (+/-) use the center-most pins of each connector respectively. So 4/5 on the ethernet (8p), 3/4 on the RJ11 (6p). Note that polarity swaps between the two (connect the A to the B, B to the A)
I only ran 2 lines. I don’t want any grounds shared, RS485 is a differential protocol and I figure adding grounds can only cause more problems such as ground loops or a path to pickup EMI.
I’ve been on the fence about this. I’ll be using the push connects on the VFD to an existing Ethernet port that I had run for my previous 0-10v analog. The SGND on the VFD does NOT have continuity to ground with the VFD so am wondering if it’s worthwhile to hookup the GND from controller to act as shield ground for the cat6 cable and either not terminate on the VFD side or terminate to the SGND but that is likely pointless as it doesn’t have any shared ground anyway.
This is what I was hoping for. The GS20 is a bit daunting to me as it seems to be a very full featured VFD versus the HYs I’ve had in the past.
Why bother with ground? All you’re doing is adding a potential source of EMI from within your electrical cabinet to the SLB. The RS485 bus is isolated from the SLB.
GS20 is great man. I’ve never had a HY but I highly recommend taking the plunge. Tons of documentation, but at least it’s there when you have questions. Also, you have support from Automation direct.