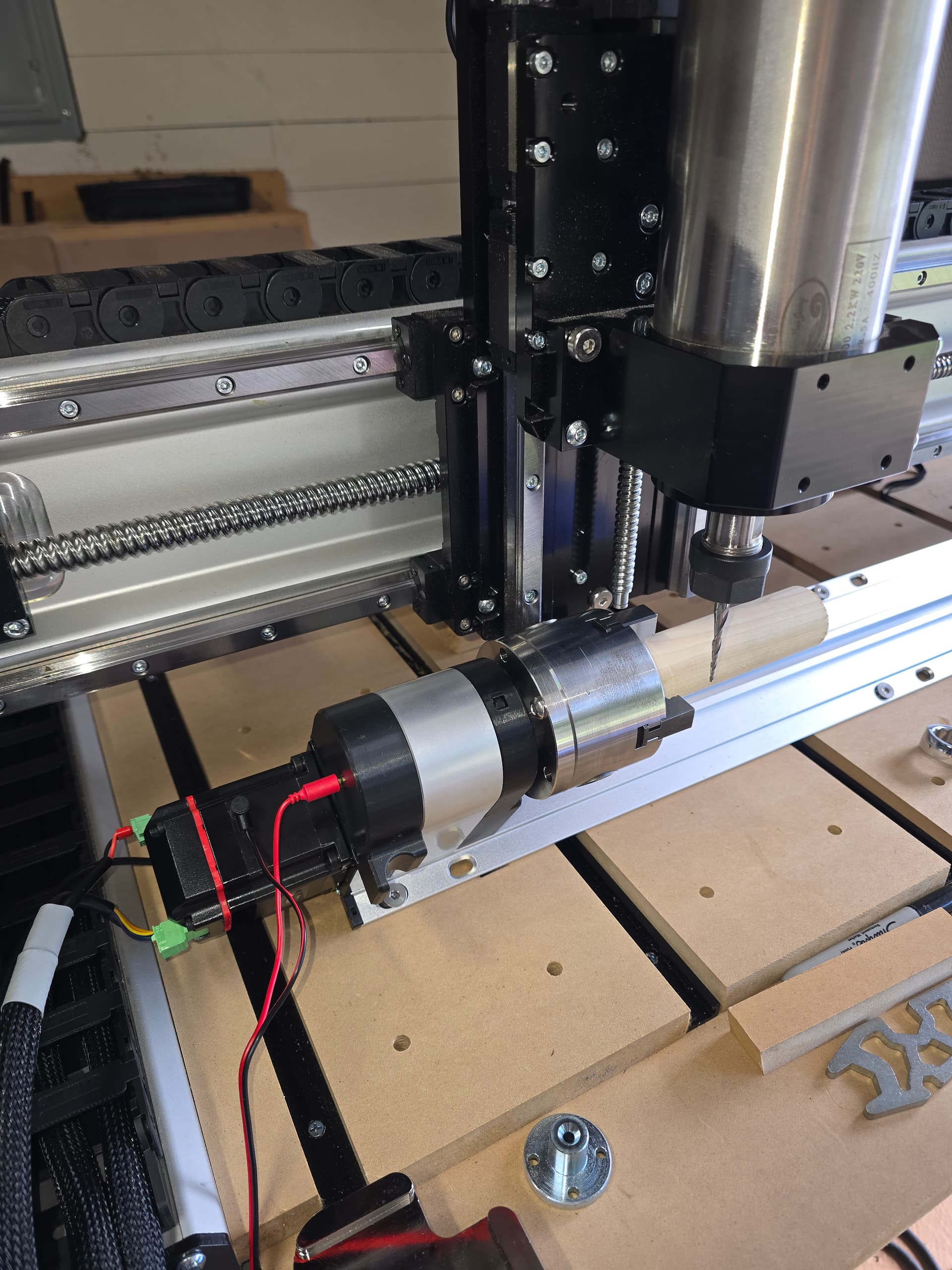
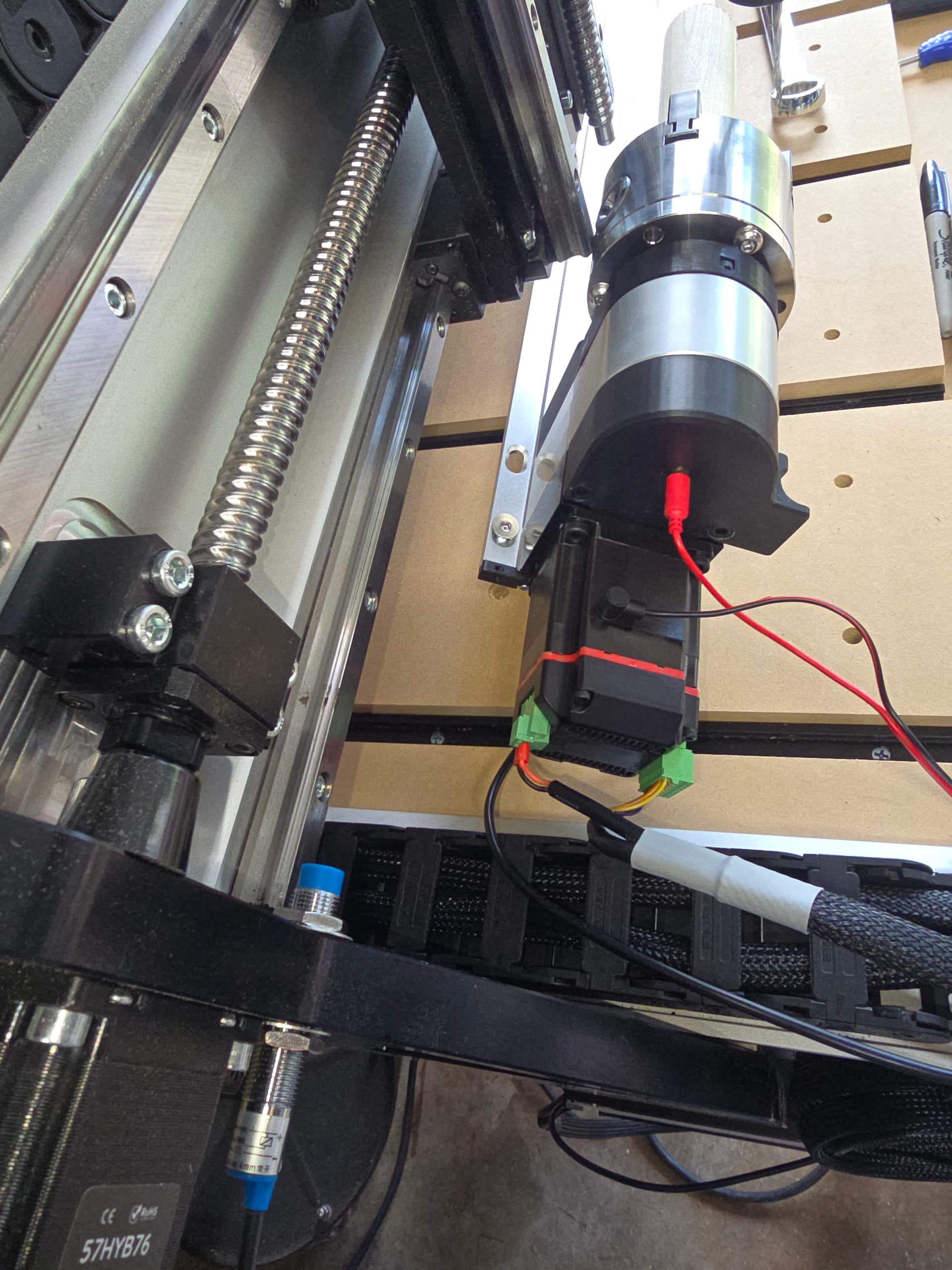
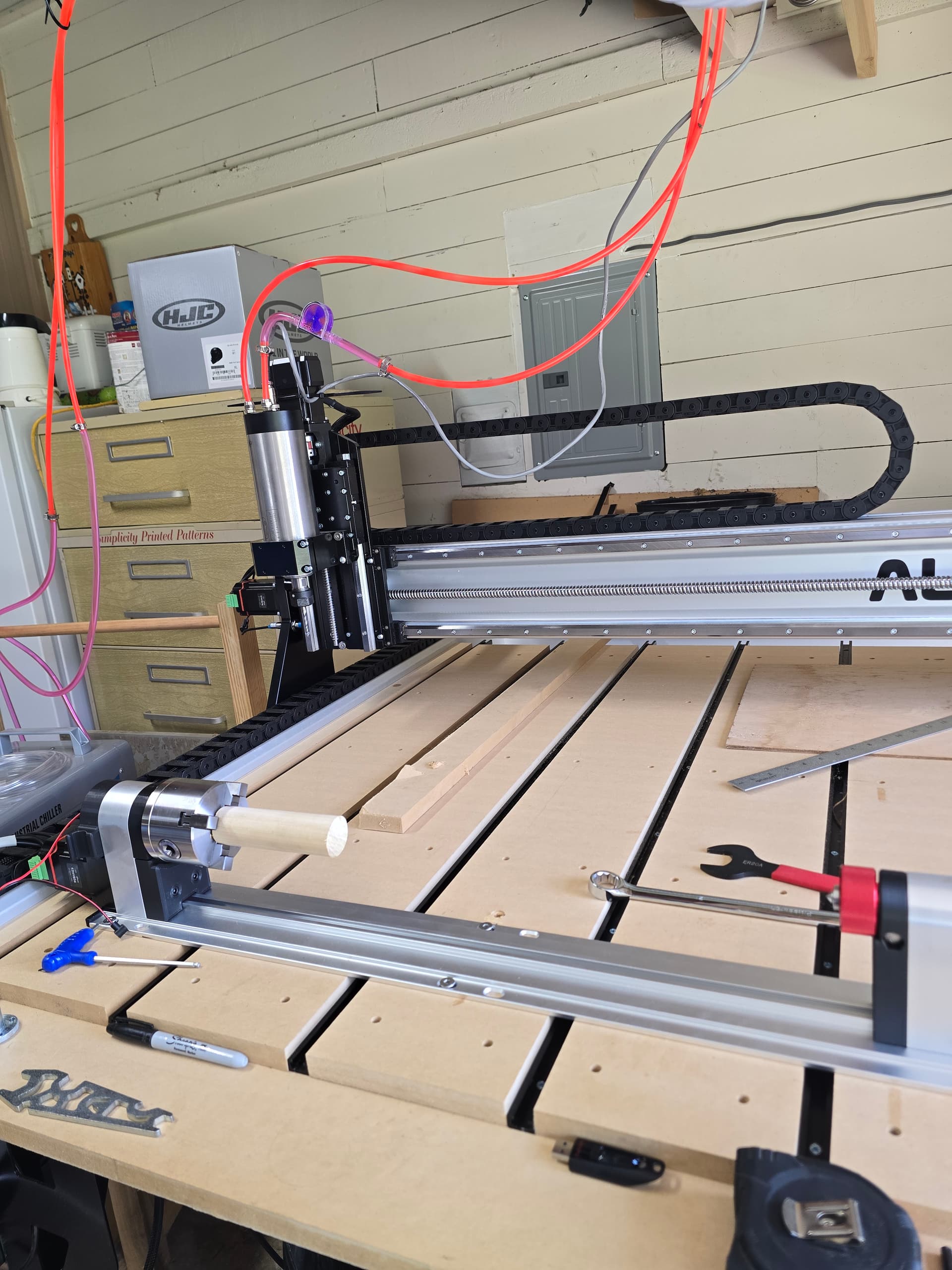
I am waiting on Sienci to come up with a solution. I set up the vortex using the online videos and tried to run a sample chess piece. I may have the tool path wrong I don’t know. I downloaded the vortex post processor and installed it in vetric. The graphic on the gsender screen does not look wright. Any help would be appreciated. The pic where the x gantry is half way back is when I turn on the rotary. I get an error and it says to home all axises.
@Getnby Welcome to the group, James.
I have moved your topic to a more appropriate category.
When you say that you are waiting on Sienci to come up with a solution how long has it been since you opened the support ticket?
I am out of town and don’t have my usual access to VCarve. There are some things that you can confirm, while waiting for Sienci.
In VCarve, ensure that you chose a rotary job
Ensure that you set the Z0 to the centre of rotation, not the material surface
You don’t say where you got the stl model. Be sure that it is centered in your material when you import it into VCarve
Ensure in gSender that you have chosen 4th axis not rotary
I don’t have limit/homing switches on my Long Mill, so I can’t be of any help in that regard.
I got my stl file from thingiverse. What do you mean when you said to set gsender to 4th axis not rotary. Do I carve it in 4 th axis. My ticket was put in July 18. There have been back and forth emails. Mainly them needing more info or pics.
@Getnby Since you have been going back and forth with tech support, and you only contacted them 2 business days ago, I would say that you should give the some time to help you.
As for 4th axis vs rotary, there is a slider in gSender. With your setup, you want it set to 4th axis, not rotary.
As you have not replied to all my previous questions, I think it’s best that I don’t do any more to confuse things. I’m sure that Sienci will get you fixed up.
The only thing I didn’t reply to was did I use rotary in vetric. Yes. The only other thing was where I set my z0. At the top of the chuck. Thanks for your help.
When I first got my altmill. I could not get it to move. I figured out by a comment in an email from them the wiring on all my harnesses were wrong. I searched this forum and found a picture of a wiring harness and found out the last two wires were swaped.
@Getnby Your issue could be where you have set Z0. If you set it at the top of the chuck, that does not equate to either of the options in Aspire, which are either top of the material or center of axis.
My apologies on my questions thing. I should have said that I was not certain that you had confirmed that your model was centered in the material in Aspire. It will not be by default so that could also be messing you up.
You were not sure about what I was meaning by “4th axis and not rotary”. If you choose incorrectly, that will mess you up, too.
I’m sure that Sienci tech will do a better job of explaining all this than I can, but this may give you a start at least.
Update: I fixed my own problem by reseting gsender back to default settings and with the help of gwilki. The switch in the new gsender has a switch from 4th axis to rotary. I was told by Scienci and gwilki to leave it set to 4th axis and the result was great. I set my z zero at the top of the chuck an it worked fine.
@Getnby I’m glad that you got it to work. I think one of the things confusing me was your statement that you set Z0 at the top of the chuck. I’m now thinking that you mean that you are using the probe function in gSender that uses the top of the chuck to “set” Z0. It is not setting Z0 at the top of the chuck. The probe function uses the top of the chuck in the same way it uses the touchplate for flat work. There is an offset built into the probe module. Using the top of the chuck as the reference point, Z0 is set to the centre axis. As long as you set Z0 to the centre axis in VCarve, this will work every time.
To verify what I am saying, you can set Z0 using the top of the chuck, then, with no material in your Vortex, jog in X to clear the chuck and then “go to Z0”. The bit will lower and you will see the bit is now in line with the tip of the tail stock.
I’ll close this topic now. Have fun.