Hello,
I am a member of the local Men’s Shed in Vernon, BC. We have an Altmill on order, expected to arrive around Xmas time, and I am very excited for it. It’s an upgrade from a worn out Openbuilds Workbee 4040. We chose the Altmill as an upgrade path for many reasons - Canadian company, includes VFD spindle, good size, the price is right, and Sienci machines appear to be well supported with a great active community.
This Altmill will mostly be used by CNC beginners, and one thing that we’ve struggled with the most on the Openbuilds machine is getting feeds and speeds right, it seems that if we slow down the router or speed up the machine to get the right feed rate, it doesn’t have the torque or stability to make clean cuts, so we end up having to run long jobs with shallow cut depths to compensate. After watching the Altmill plow through 3/4" ply in a single pass, I’m hoping this new machine can fix some of our current struggles :).
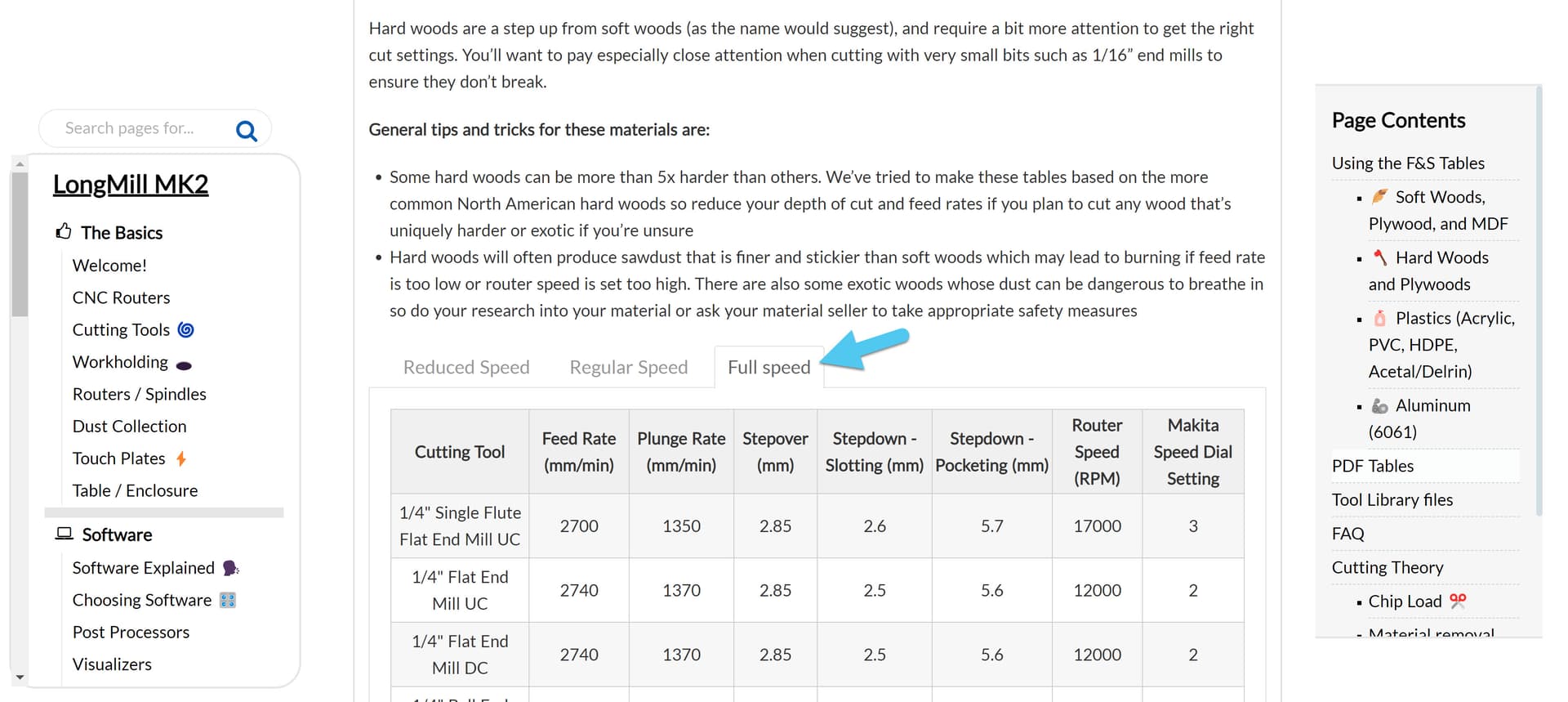
I found the excellent documentation provided for the Altmill in the Resource section here, however did not find a section with some feed and speed guidelines. I did find some documentation under the Longmill section:
Can the information provided in that link mostly be applied to the Altmill, or are there some different considerations for the higher power spindle? Once the machine arrives I’d like to put together some better training and resources for the guys at the Shed so this machine can be put to it’s best use and with high rate of success.
Men’s Sheds seem like a cool idea! Chatting with the team, there are plans to make an AltMill feeds and speeds chart. Until it’s completed, you can use the LongMill full speed as a starting point, and slowly move up from there.
Thank you Stephen for your reply. At this point in time I am just gathering as much information as possible in anticipation of the new machine. The easier we can make the use of this CNC for new inexperienced users the better, otherwise it’ll go unused as it’s too complicated and intimidating.
Thanks for the poke, the team is getting there. Here is the latest I can share…
This is pending some of the new spindle sizes we are looking into with the Automatic Tool Changer since the feeds and speeds are limited by the available spindle power. Once we have time to vet the upcoming ATC units we can make a concrete list covering the ranges of spindle power. Not sure about a timeline for the actual tool databases.
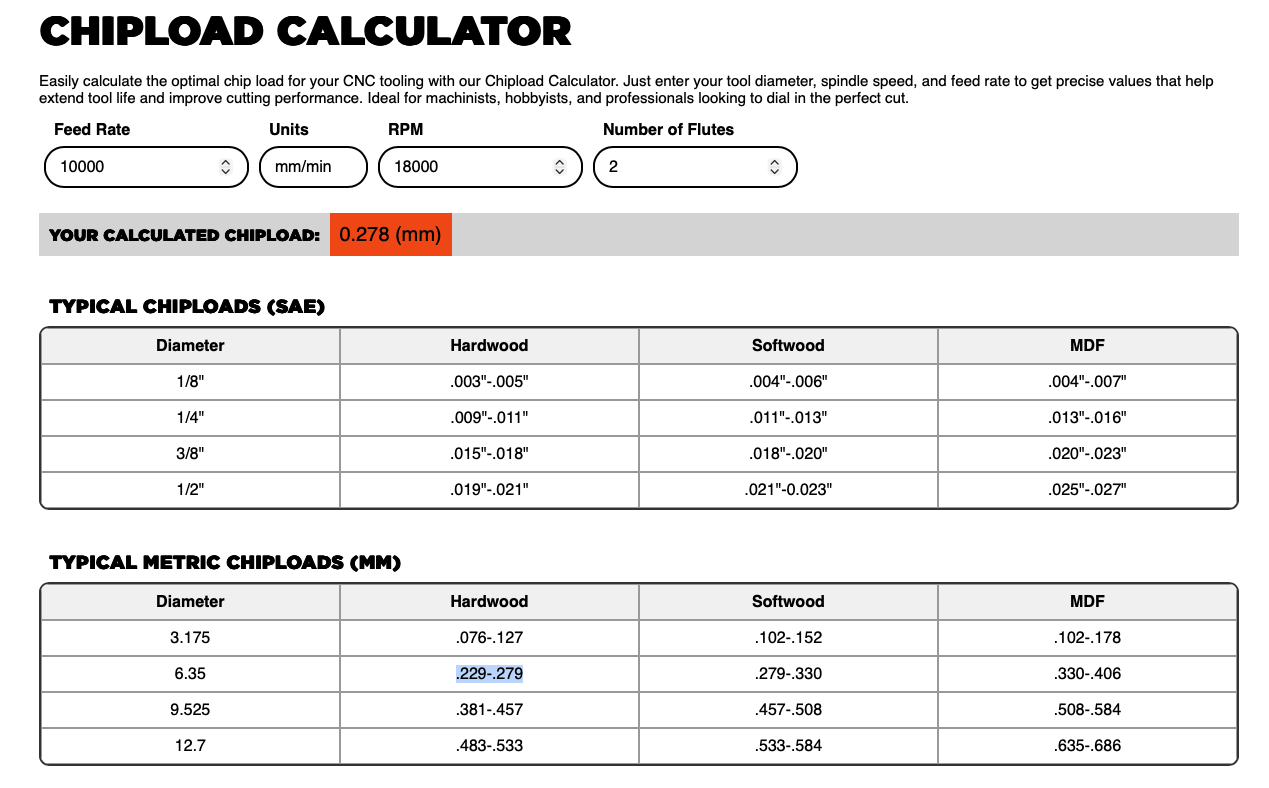
While people are waiting, there is nothing stopping any of us from using any of the many chip load calculators available online, which is what most of us did before Sienci published their first charts.
Added to those, many end mill and vbit suppliers provide feed and speed numbers that can be used as a starting point at a minimum. Finally, for those using Vectric applications, the tool database has a chip load calculator for each tool in it.
Welcome aboard and congrats on getting your AltMill setup! It has a lot going on for a beginner, so take breaks and enjoy the journey.
The team is running wide open right now, pushing to get the Automatic tool changer, AltMill 4x8 and LongMill MK3 out the door. Once these products are shipping, then we will be able to put out a full spread of updates to match your spindle/setup. We can’t wait to get there either.
Thank you, I absolutely love it. Managed to make a Montessori Learning tower for my kid (and break a compression bit in the process). I’m working primarily with 3/4” plywood and 1” hardwood (cherry, maple, walnut). Do you have some recommendations for feed, speed, and step down for a 1/4” compression bit? I found the Long Mill settings to be too conservative on the Altmill.
@tuanchris No offence, but you said that the LM feeds and speeds are too conservative, but you broke a 1/4" bit. IMHO, those two statements sort of contradict each other.
What feed and speed did you use when you broke the bit?
What pass depth did you use?
What CAD/CAM application are you using? If it accommodates ramping into your cuts, did you do that?
Haha fair. I was not running at the LM recommended settings when the bit broke, though. TBH I didn’t know what I was doing when that happened. Read up quite a bit on chip load and related stuff since.
Right now I’m cutting 4/4 maple at 18,000 RPM and 10,000 mm/min, with a step down of 1/4”, and yes I do have ramp enabled. I’m using Fusion 360 and the settinsg above seems to be good.
Holy cow … that sounds incredibly aggressive!.
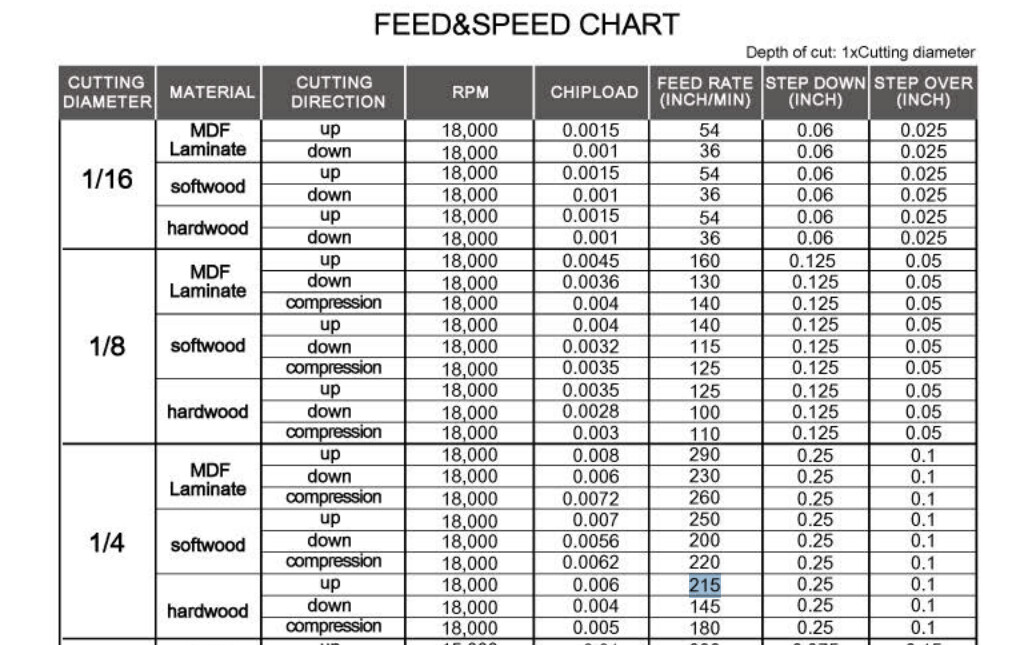
Looking at the recommended feed rate for a 1/4" SPETool bit in Fusion 360 shows a recommended 215 mm/sec!
I sit corrected. That is indeed 215 in/min.
So that would be 215*25.4 or 5461 mm/min
So you are running things about twice the feed that is recommended.
The damn mm vs in and sec vs min always seems to screw me up - most annoying.
I stand by my initial comment that you seem to run things very aggressively (ok so I downgraded from ‘incredibly’ to ‘very’)