I’m about to never 3D carve again…lol.
I’ve never and I mean NEVER had a 3D carve turn out…
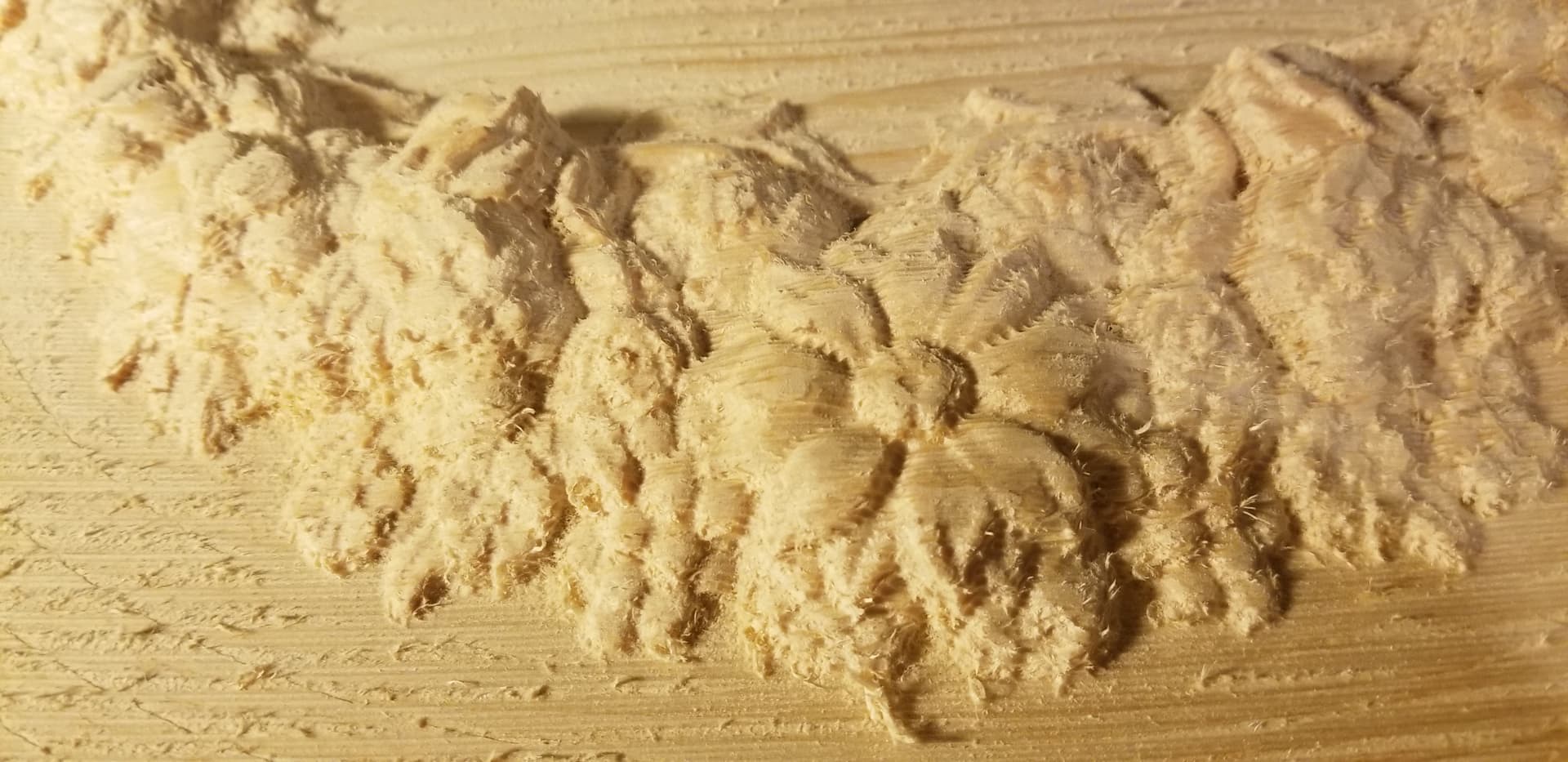
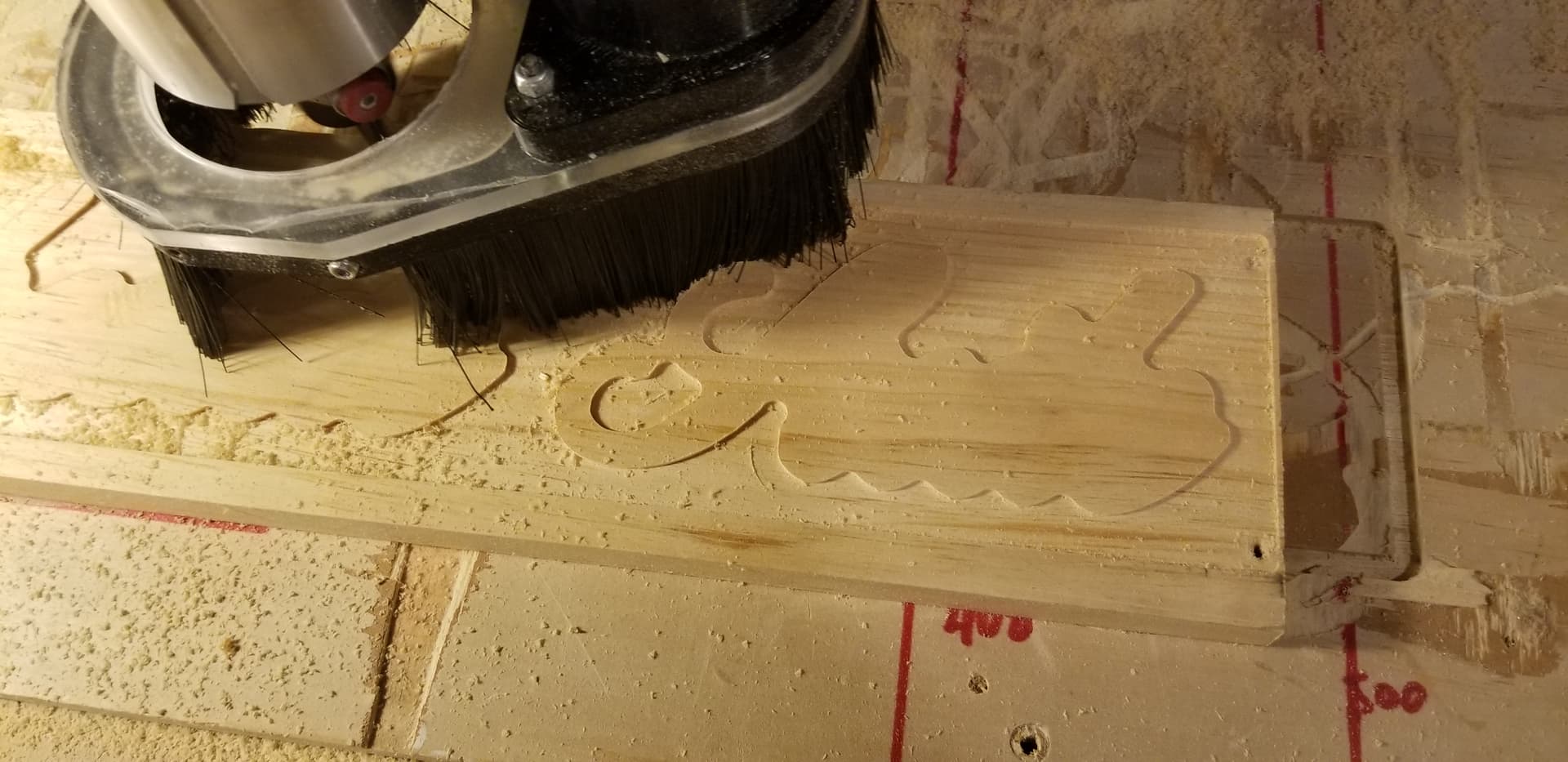
I don’t know if I’m using the wrong wood ( should it always only be hardwood for 3D? ) I used soft and it looks like complete garbage, then after sending it to gSender, it says it’ll take 9days …lol. it actually took around 2 hrs for the finishing pass.
See Pic Inserts.
Not sure what I’m doing wrong but I really struggle with 3D carving. I’m hoping this is an easy fix, I’m sure this will turn out to be an operator error situation…
@RicP - That’s about normal for soft woods. Try using a small brass brush ( about the size of a tooth brush) and brush the fuzzies off. It’s going to happen no matter what you do.
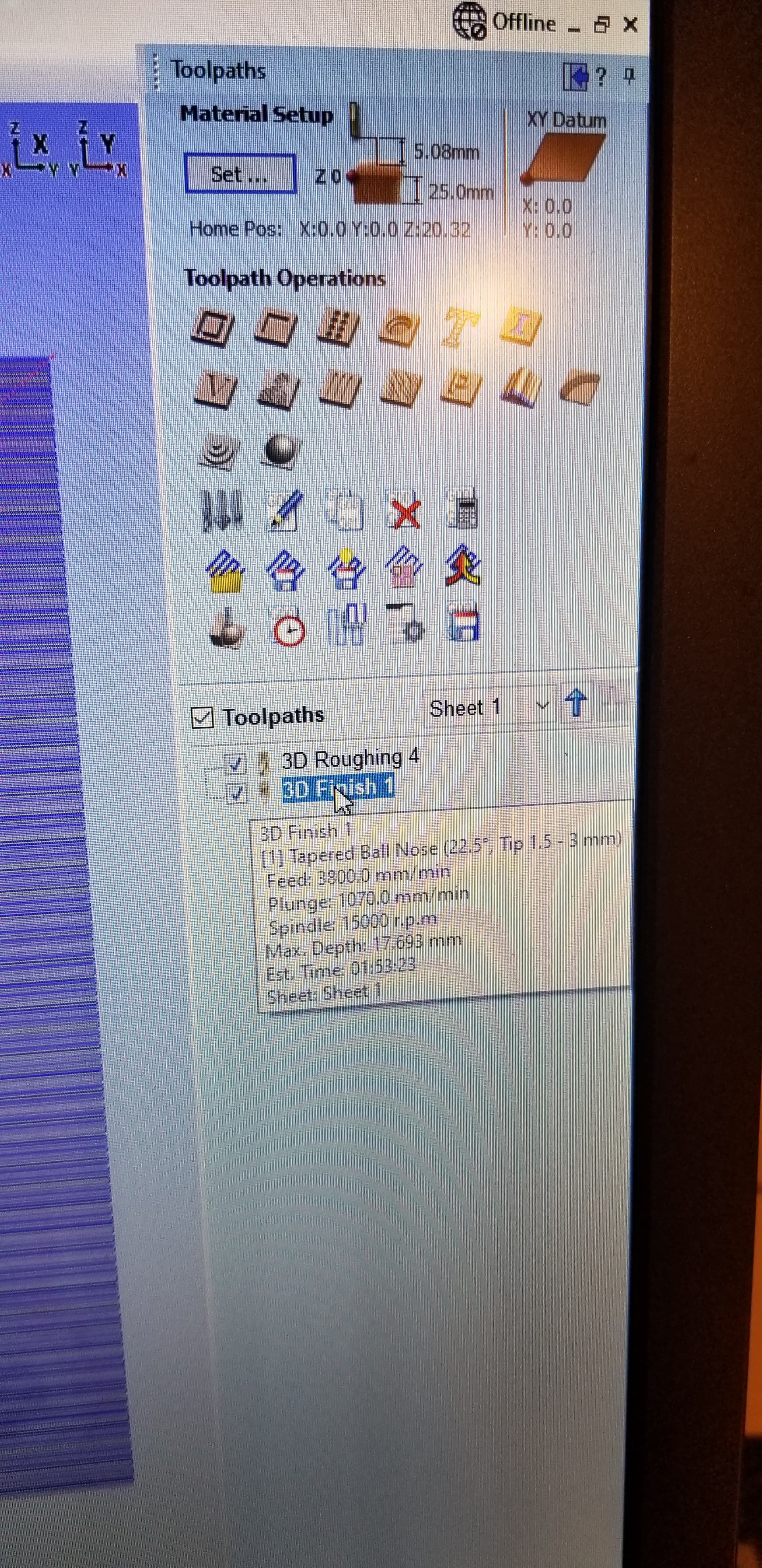
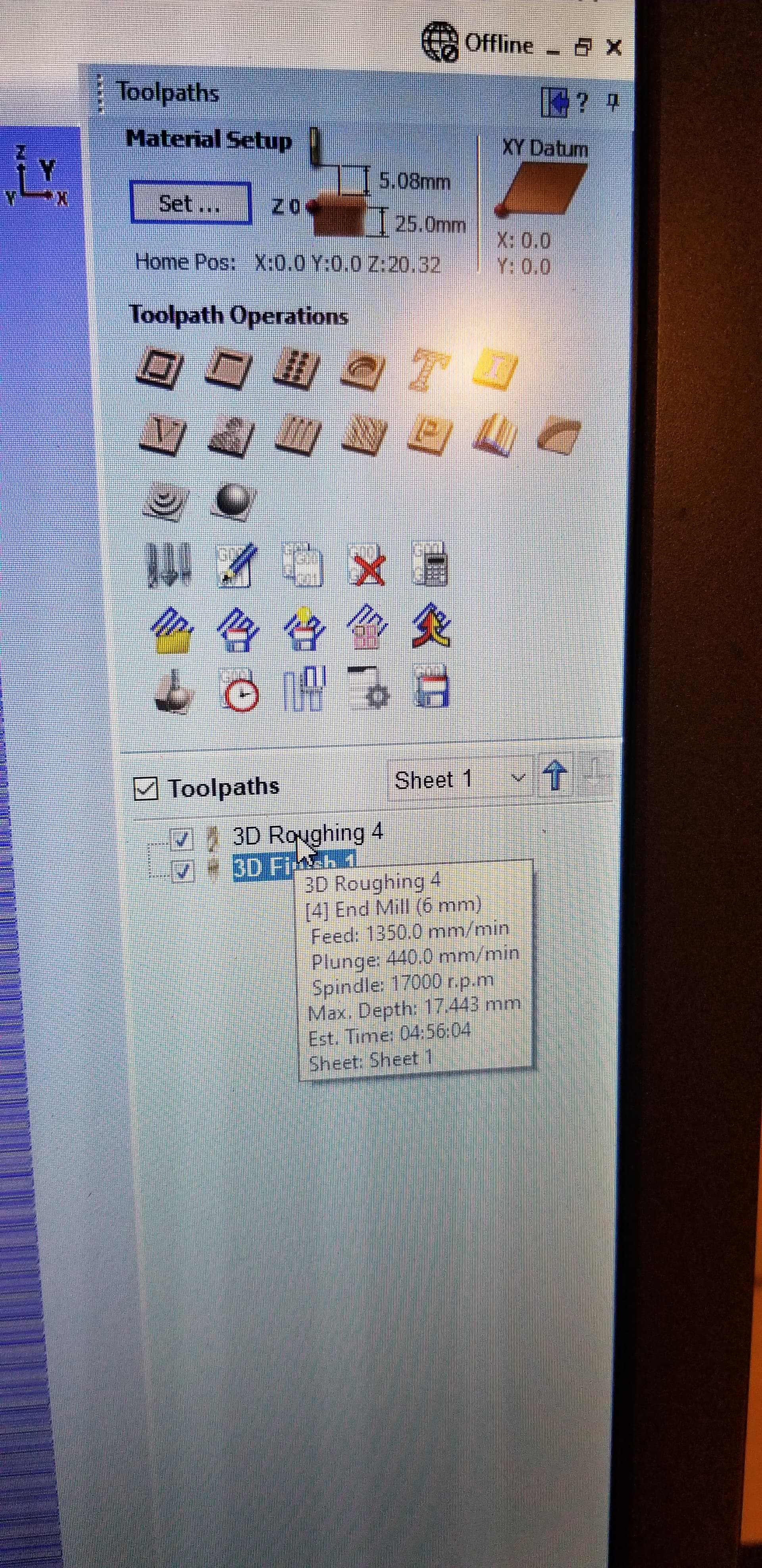
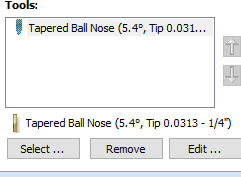
@RicP In addition to what @Heyward43 said, I noticed the following:
You have the bit listed as 22.5 degrees. Since tapered ball nose bits are entered in Vectric using the side angle, that would mean that the total angle of the bit is 45 degrees. The bit in your post is nowhere near that.
I suggest that your feed rate is much too fast for that bit. In softwood, others may disagree. When I play in softwood with a TBN bit, I never exceed 2540mm/min or 100IPM.
3 If you are using a router, the speed in Vectric is irrelevant. However, if you are using a spindle and controlling the speed in Vectric, your posted speed is much too fast. I would play with 10000 - 12000 rpm if I were you. That is 2 on the Makita.
You have not shown your step over on the finishing tool path. Set it to no more than 10%. 8% or 9% would be better, but will lengthen the time.
Finally, take all of this as one user’s experience only. Others may well jump in and disagree.
Thanks Grant,
Appreciate the advice as always.
Not sure where I’d look to get the side angle number, I’ll adjust the feed rates and see how that works, yes, I’m using a Makita but when I referenced the F&S doc from Labs website it said 6 for fine carving with a tapered BN… May try slower and see… Step over was 9%
Is it’s safe to say that most 3D carvings in softwood come right out of the machine looking like this? I guess there will always be a fair amount of sanding afterwards unless you’re cutting into hardwood. I’m going to use my Dremel and try to bring out some of the carving features and get rid of the fuzzies.
Usual preface, I’m with PreciseBits. So while I try to only post general information take everything I say with the understanding that I have a bias.
Hate to say it but I disagree (other than the angle part).
All other things in a tool being equal, an increase in RPM will increase surface speed and shear of the tool. The shear will help in cutting softer materials that try to “escape” from the cutter. The real problem most people have is that when they run a higher RPM they don’t increase the chipload (feed) enough and you end up rubbing (grinding not cutting chips). You may need to lower the RPM if you can’t support a high enough chipload (feed) for the tool though. There is also a point where surface speed it too high for a material. But I don’t think you are going to get there with 1.5mm tipped cutter. 600 SFM on 1.5mm is 38KRPM and that’s a conservative SFM for aluminum.
Which leads me to chipload. If you don’t know, the overly simplified way to think of this is that it’s the thickness of the chip being cut per flute per rotation. It’s what all feed and speed data is ultimately targeting. The very abbreviated version of this is there’s a minimum that each tool and material needs and a maximum that will be the limit of either the material, flute, or machine. In most cases the softer and more flexible the material the larger your minimum chipload is.
The above is exacerbated by the fact that when using the stepovers needed for 3d cutting you are well into chip thinning (cutting less than you think you are). As an example let’s take the numbers above 10KRPM at 100IPM and assume a 2 flute cutter. That would be a chipload of 0.005" (IPM / RPM / flutes). However, at a 8% chipload you are only really cutting a little over 50% of that (0.0027"). That’s close to what we consider the minimum for hardwoods (barring really small cutters) and most likely not enough for softer material that wants to get away (some of this is based on a bunch of tech stuff about the tool I’ll avoid unless someone wants to know).
I don’t know the limits of the machine or the geometry of the tool enough to give specific numbers so I won’t attempt to. All of the above though has to fit into your tool and machine limits, in addition to other unknown potential issues related to the geometry (e.g. helix and rake) or things like runout that can change the functional chipload and number of flutes you are actually cutting on.
Hope that’s useful and not just a bunch of technical babble. Let me know if there’s something I can expand on or help with.
@TDA I have no problem at all with you disagreeing, John. I’m sure that you know a lot more about this than I do. I would only add that, for me, the problem with most chip load charts is that they don’t work for the LM. The max feed rate on our machines is 4000 mm/min or about 150 ipm. Many, if not most of the chip load charts that I’ve seen want faster feed rates to achieve good chip load. Also, as you say, to get a fine finish, I and many others recommend step over of 8 or 9%. Our machines cannot move fast enough to get good chip loads with that tool path. Everything is a compromise. Thanks much for your explanation. I’m sure that it will help the OP.
@ApexWoodworks I agree, Marty. I use the 1" sanding “mops” on a Foredom for fine work, but you can’t help but lose some detail. I much prefer to use small step overs on my finishing tool paths. They do add to the Mill time, but I’m lazy and I hate sanding if I can avoid it.
Loads of great advice, thank you everyone. I picked up a nylon sanding disc and it worked really well, yea, did lose some detail but used my Dremel with a fine carving bit to bring some edges back out…
One other thing.
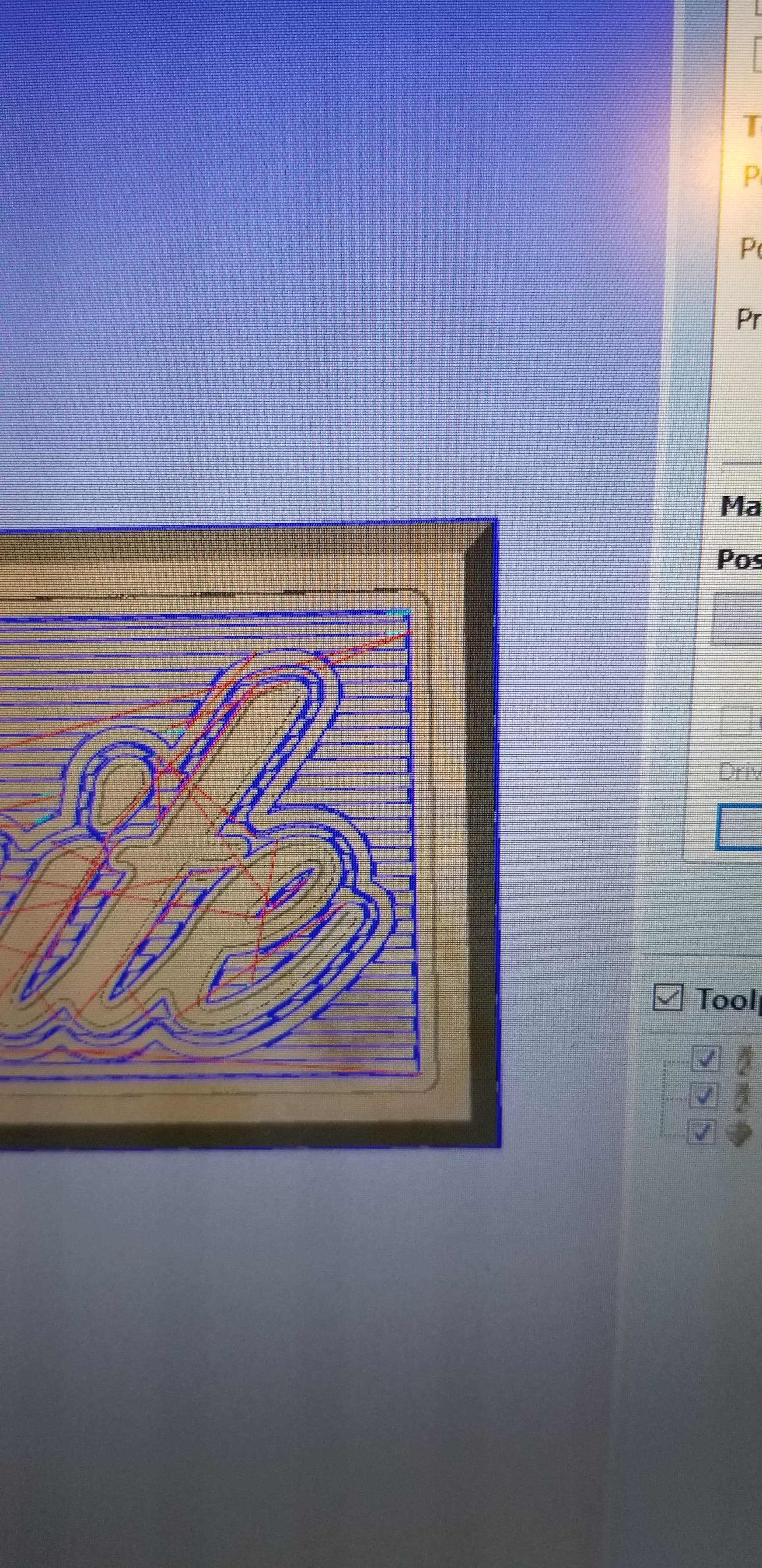
Can someone explain to me how this happens?
( See Image )
It doesn’t happen all the time, they are original designs so know missed offset boxes checked…
No idea what I’m doing wrong.
What is odd, is that the detail is very good to excellent on the carve - with the exception of some of the lettering. When that happens, I will pocket the lettering out to the respective surface depth and then use a v-bit to replace it.
About the carve that ended to close to the right side. I can think of a couple of ways that this could happen.
It could be that the dimensions of the stock didn’t match what was entered into Vectric. Either a mistake in measuring or a typo when entering the measurement. If you still have the carve and the Vectric file you can double check that.
It could be that the steps/mm are off in the firmware. You mention calibrating the X axis which I assume to mean using the calibration tool in gSender and changing the steps/mm. If you changed the steps/mm I would expect the number to still be close to the 200 steps/mm default. The only problem with this theory is that you said it’s not off all the time and a steps/mm error should be all the time.
Those are the two things that I think can think of anyway.
Thanks for the advice Michael,
Yea, it doesn’t happen regularly but only on occasion, that’s why I’m thinking your first thought may be closer to the solution…lol. Not the measuring but the typo. ( Very possible )
When calibrating, I noticed that my machine was spot on for accuracy, so typo seems the most logic, ( Occam’s Razor theory ) unless I have a Gremlin that pops up every now and then.
Thanks Again for your help.
R.