I am trying to do a 3D cut and I’m having a problem and I’m not sure why.
I calculate the roughing pass and it calculates fine, but when I try to calculate the finish tool path with a 1/8" tapered ball mill, ( that I just added into the tool path list ) it freezes my V-Carve Pro and gives me the “program not responding” warning. I have had this before with other tool paths but was able to wait it out and it came through it. This one doesn’t seem to want to as I waited an hour and its still frozen. Did I enter the bit parameters wrong maybe?
Any help would be appreciated.
@Troym - Troy, we will be glad to help. Can you post a picture of your tool definition and toolpath please. It will make it a little easier to determine where the issue may lie. It is possible it is a software issue too but seeing the other two items may help determine that.
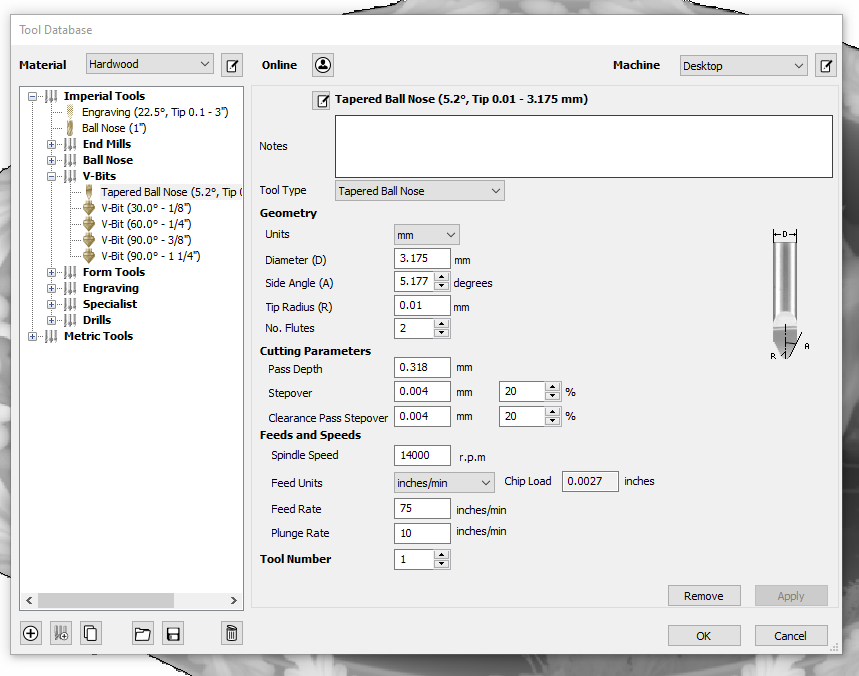
@Troym - Troy, I think I see the problem. Looking at your Vectric tool definition you have .01 mm as the Tip Radius. Comparing this to the Sienci bit description the Tip Radius should be .25 mm. The .01 was for inches. I would think that might cause the software to have problems with the calculations. Try correcting that entry and see if that solves the software freezing. Please let us know if that is the issue and solved the problem. The only other thing I noticed is your stepover. Most of us use 8%-10% stepover for finishing as 20% may leave ridges/lines. Especially with that fine of a tip. Just a suggestion as you may have other reasons for that number. Enjoy.
Hayward43, Thanks for the helpful advice. Changing to .25 seemed to fix it. I thought it might have been because something I did when adding the parameters for the new bit, but I wasn’t sure what I added wrong. I avoided adding the tapered bits for a long time because I wasn’t sure how to add them properly. I usually set my step over to 8% but didn’t fine tune it until I know it would complete it first. I now have the stepover set to 10% and its still giving me a 20 hr cut time.
@Troym - Glad that fixed it. As for the 20 hour cut time I would personally increase the feed rate. Since you are roughing out your project the TBN has much less to cut. Try increasing that to see how it affects your run time. I have run my TBNs as much as 170-180 inches per minute at 17000 rpms. I will usually start cutting and increase the feed rate slowly until I get where I’m comfortable with the speed. Of course it’s trial and error and, yes, I have broken bits experimenting. Enjoy.
@Troym It looks like @Heyward43 got you sorted out, Troy. FWIW, I find VCP’s run times was off the mark. I know that you can set them after some testing. I just don’t bother. It is not unusual for VCP to show a run time that is twice the actual.
As the original issue has been addressed, I’m closing this topic. If anyone else has a similar concern, feel free to start a new topic, which will ensure that it is addressed promptly.