After bolting together and mounting my Longmill temporarily onto its base, I decided to calibrate it, using the gSender’s Calibrate function (you can find it on their pull-down tab).
But because I was looking for as precise a setup as I could possibly get, I decided to use an old school method for marking the three points where the machine was aiming: carbon paper!
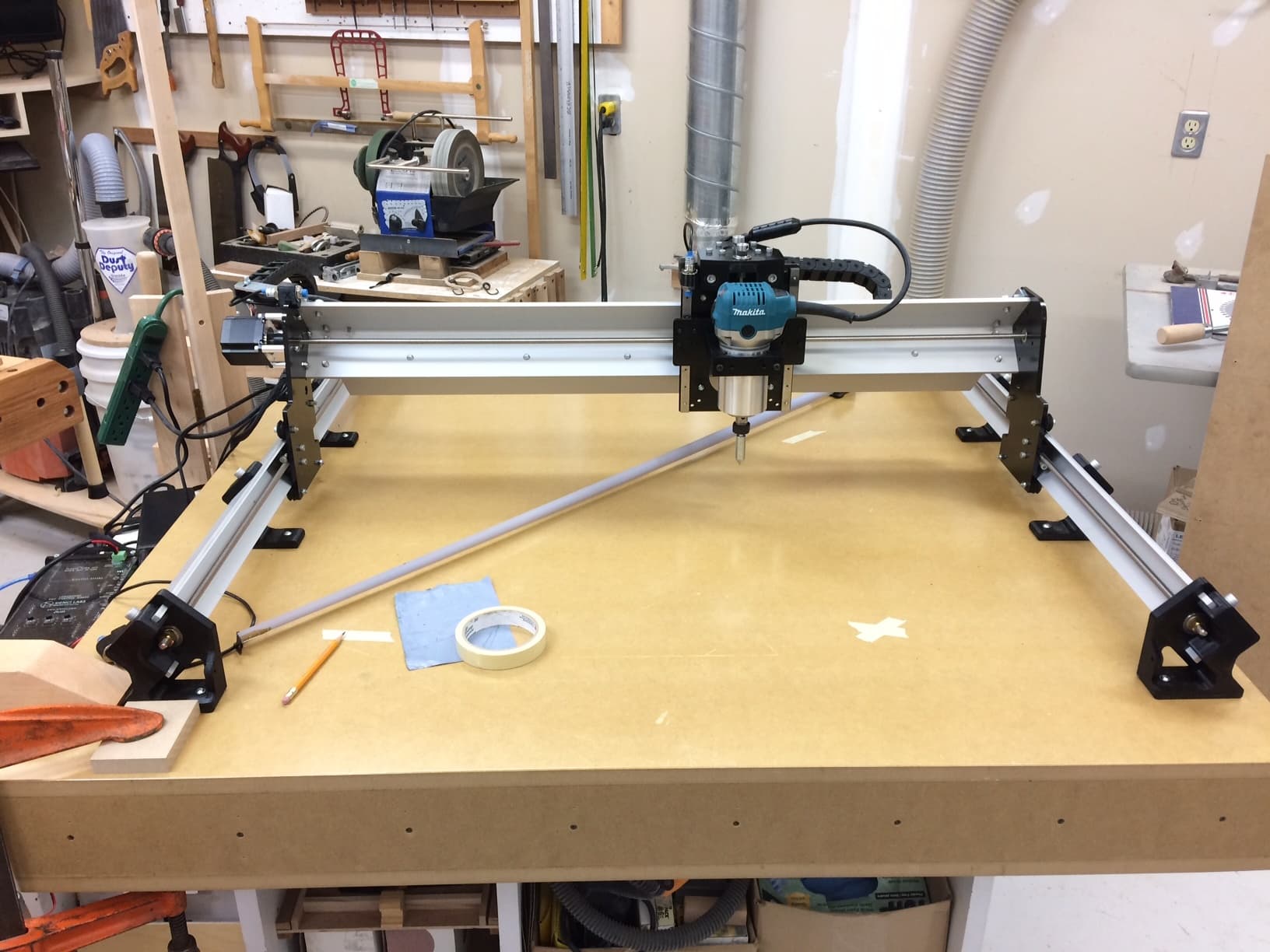
As you can see in the above photo, I have a pointed router base setup bit (that I use for positioning the bases on my hand-held routers, but anything like it would work as equally well), mounted in the router. After moving the router to its first position, I lower the bit until it’s a few cms above the table surface, then lay down a piece of masking tape beneath it. I slide the carbon paper between the bit and the masking tape, then lower the bit until it is just touching the paper. This leave a very precise dot on the tape. I do the same thing for the two other positions.
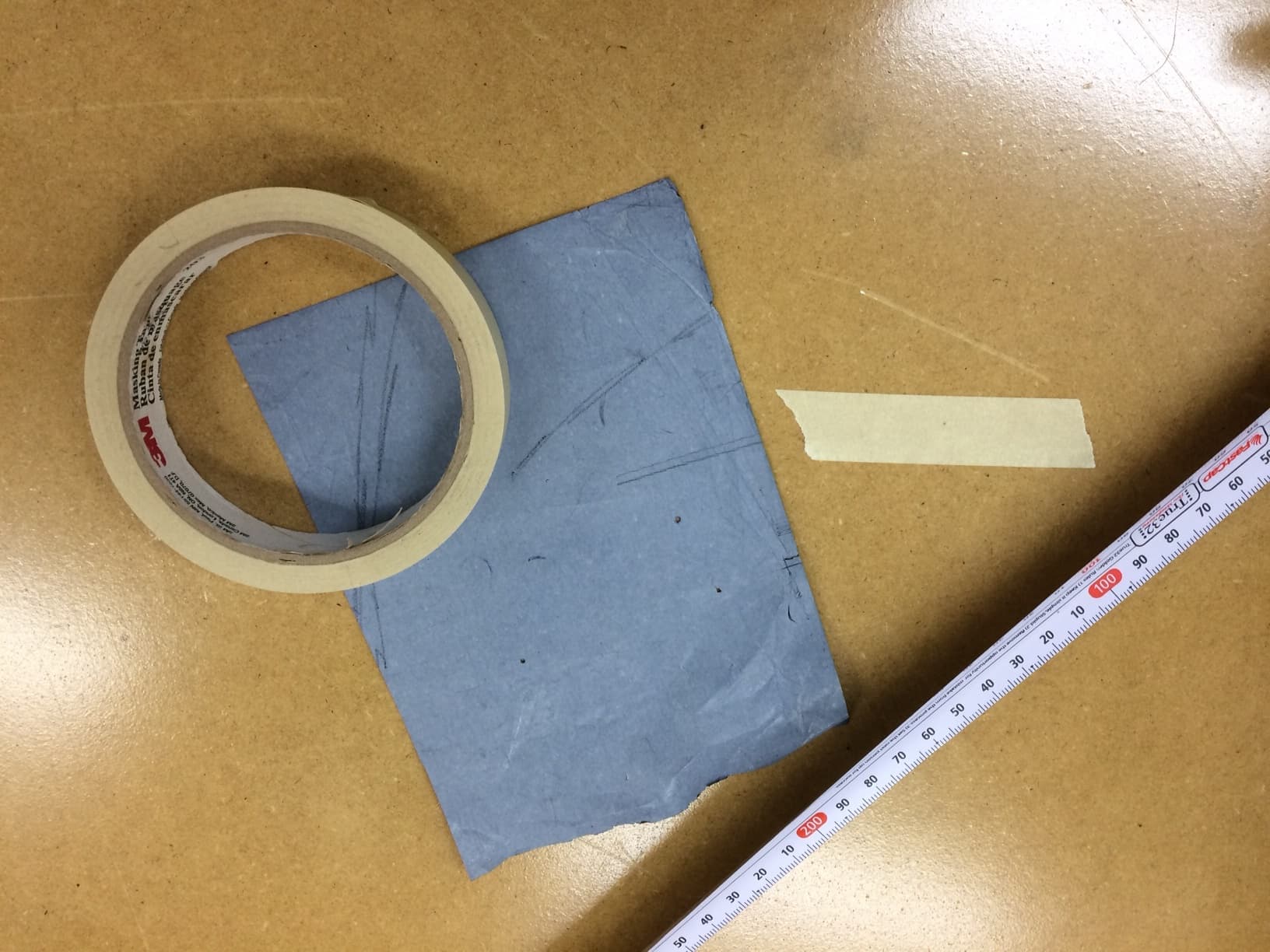
The above photo shows just how small, yet very visible, the dot on the masking tape looks. I consider the carbon paper dot method to be considerably more precise that attempting to place a piece of tape with an X on it exactly below the bit, or to mark the X on the tape after you’ve positioned the bit close to the table. It’s also faster (at least it was for me) .
Hope this helps someone out.
All the best,
Marty
Kingston, ON, Canada

 )
)