Final two tests. One at 5% stepover with different F&S; the other at 400 IPM but with different raster angles.
5% stepover, 10k RPM, 200 IPM
5% stepover, 15k RPM, 300 IPM
5% stepover, 18k RPM, 400 IPM
5% stepover, 20k RPM, 500 IPM

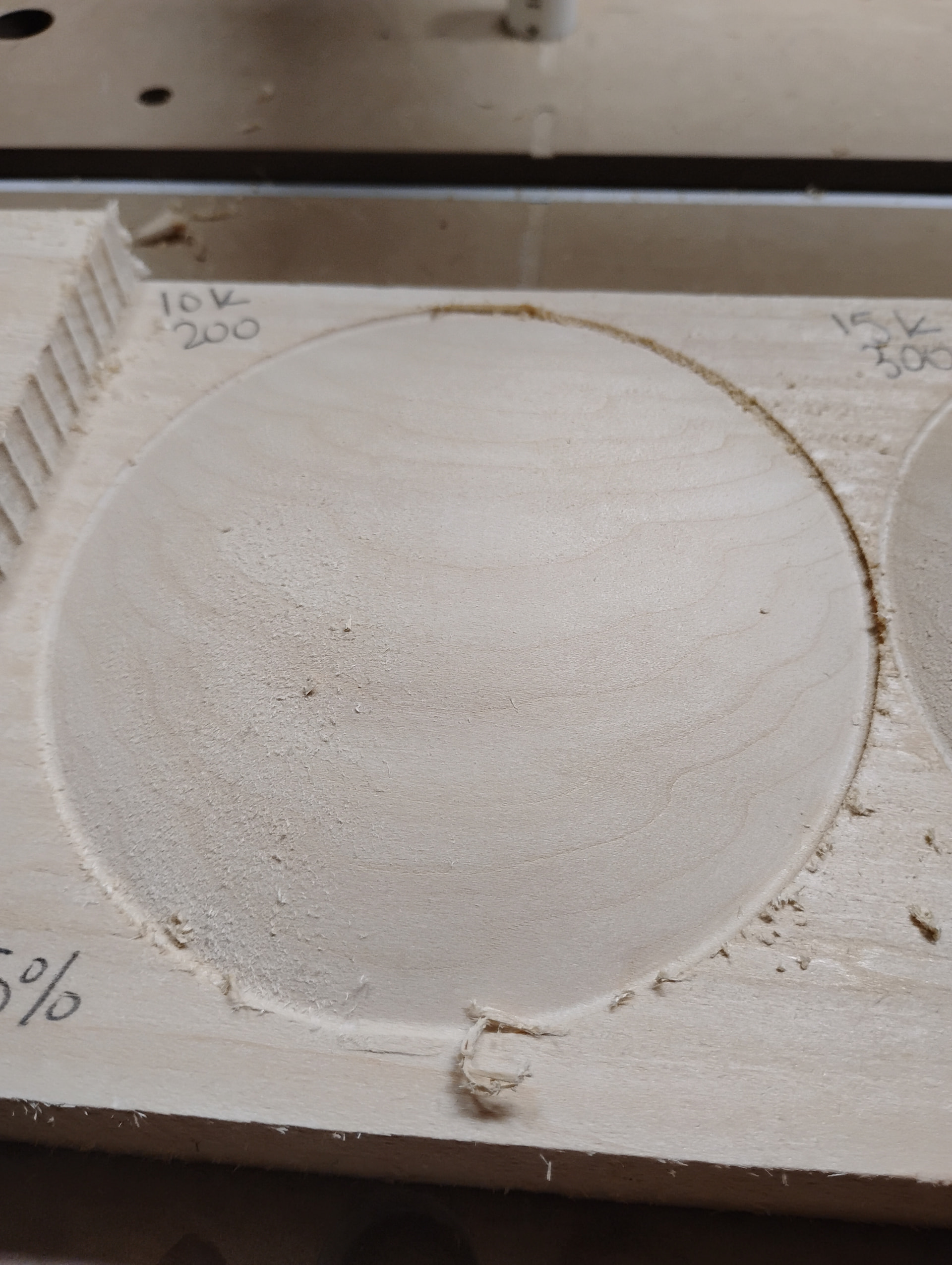
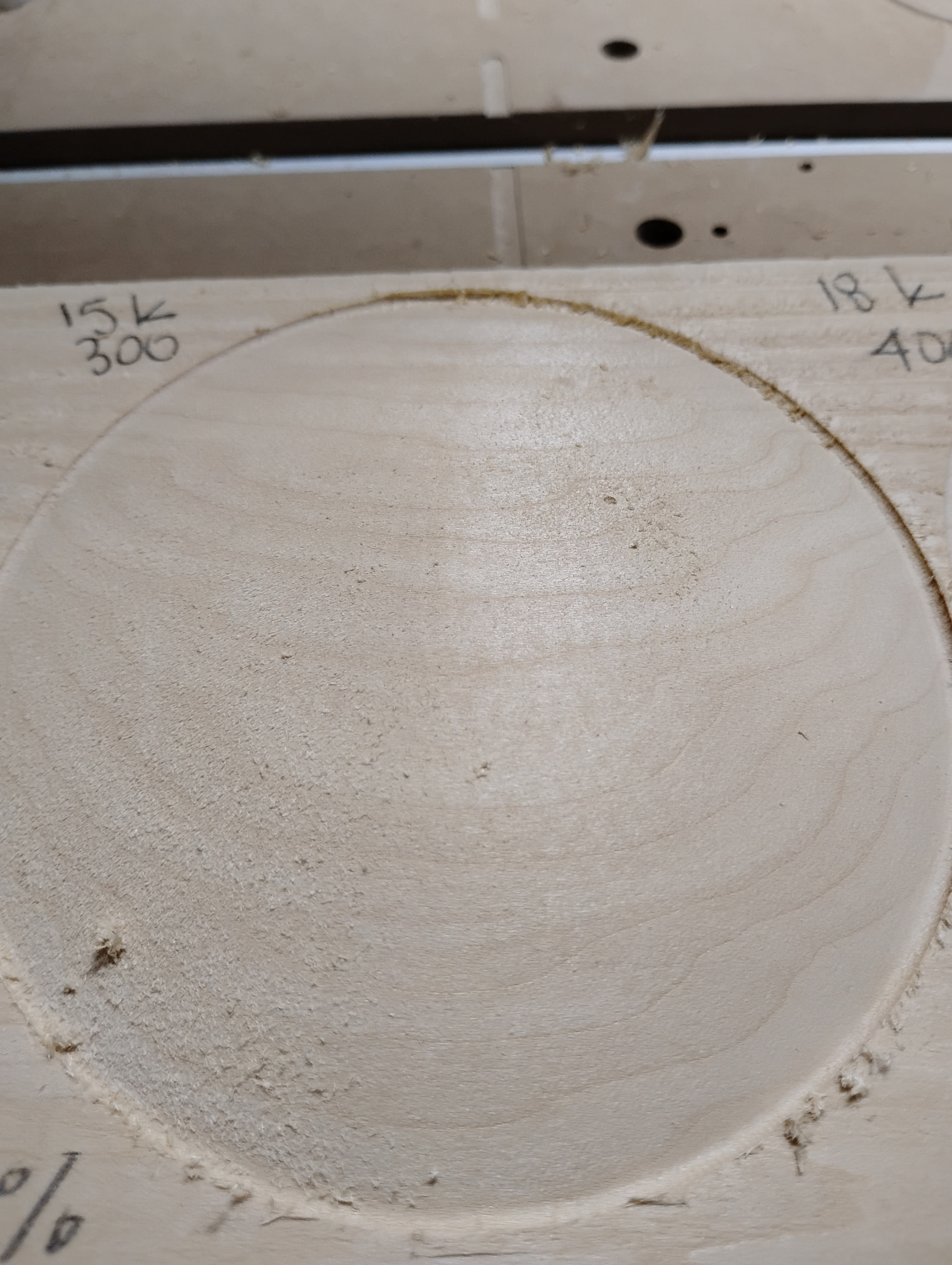

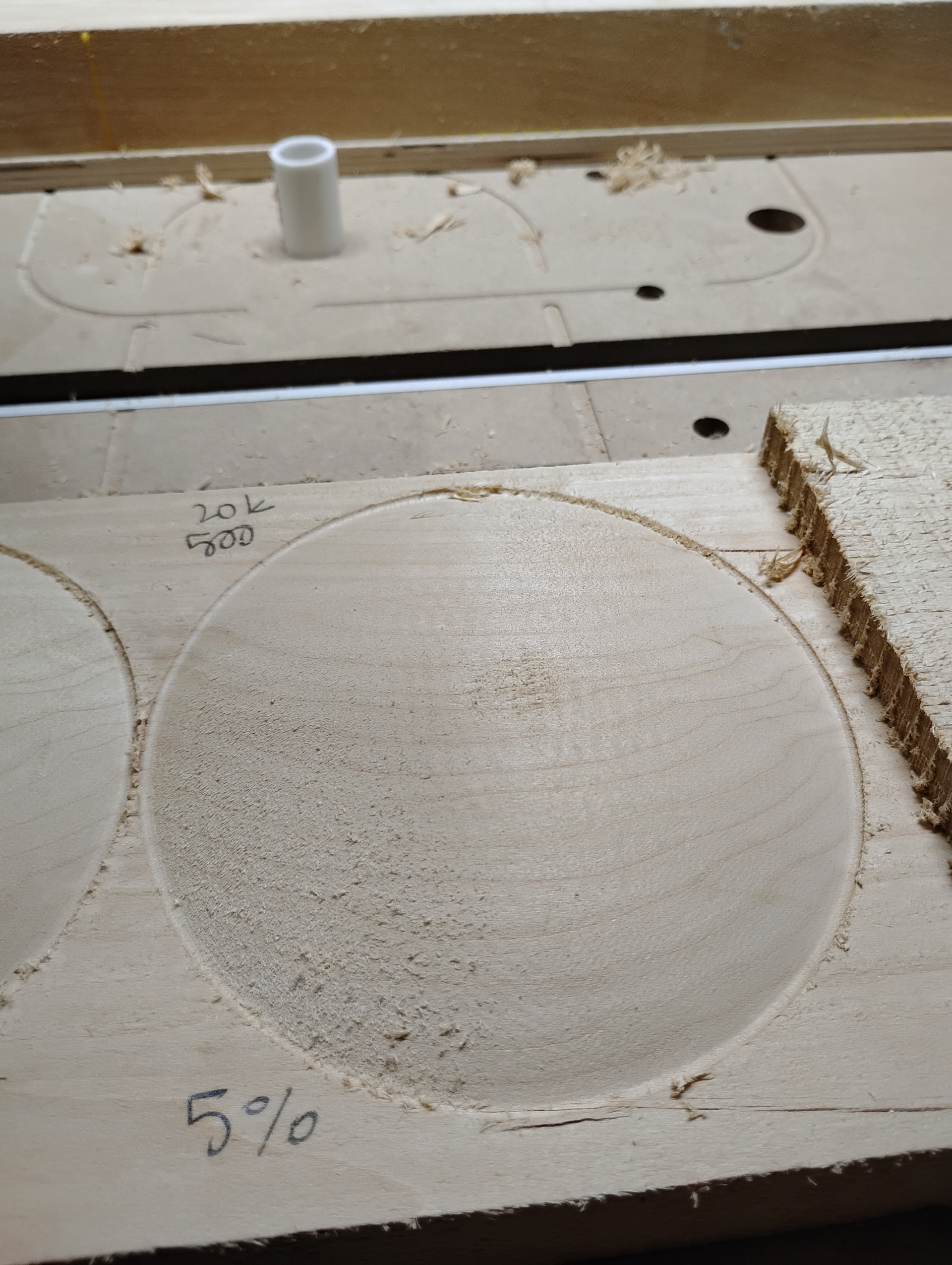
All 4 gave similar results but with progressively more fuzzies in one quadrant of the dome as the speeds go up.
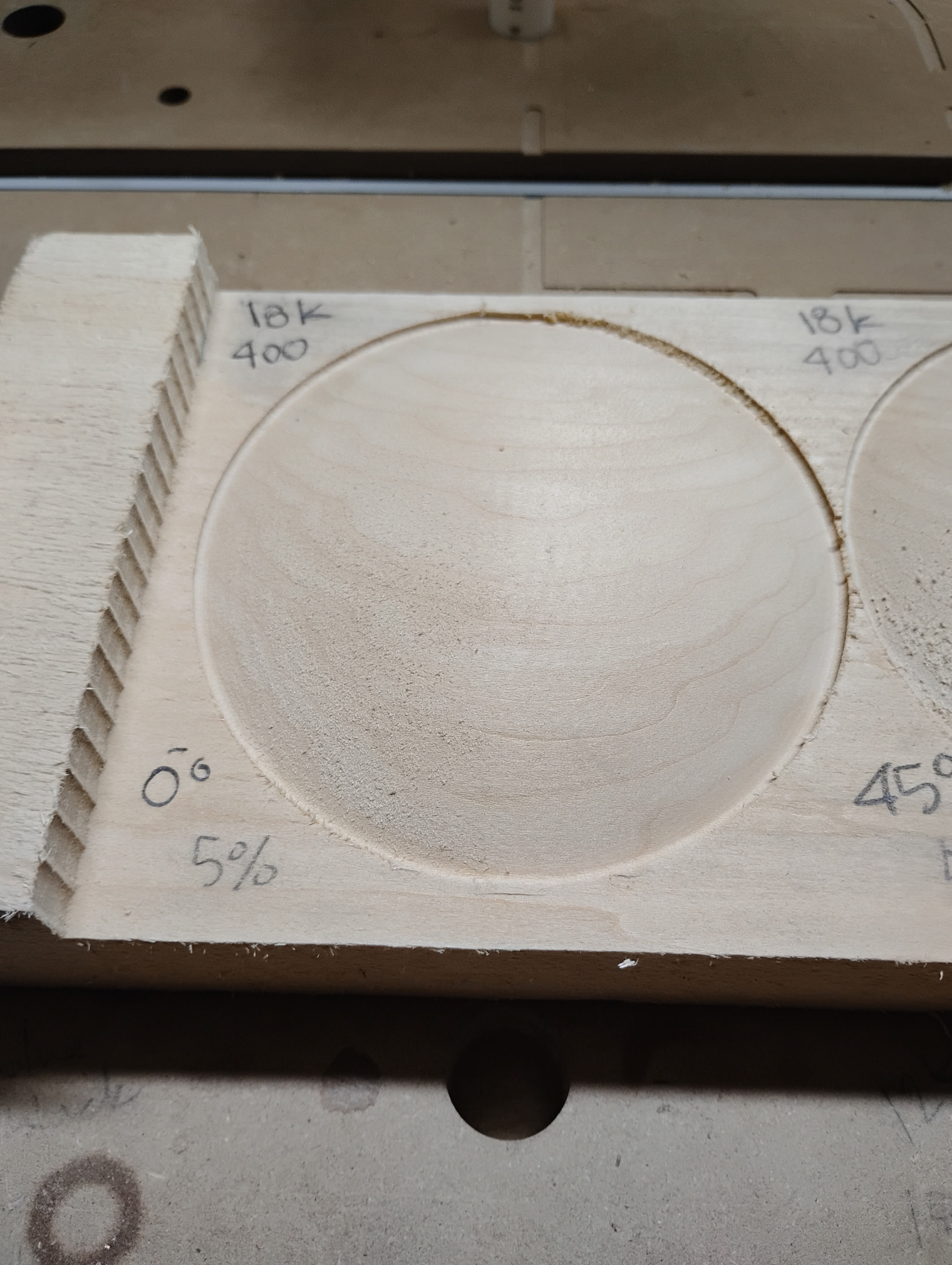
Now with the various raster angle. Same sample as before but with Z dropped by 1mm.
5% stepover, 18k RPM, 400 IPM, 0°
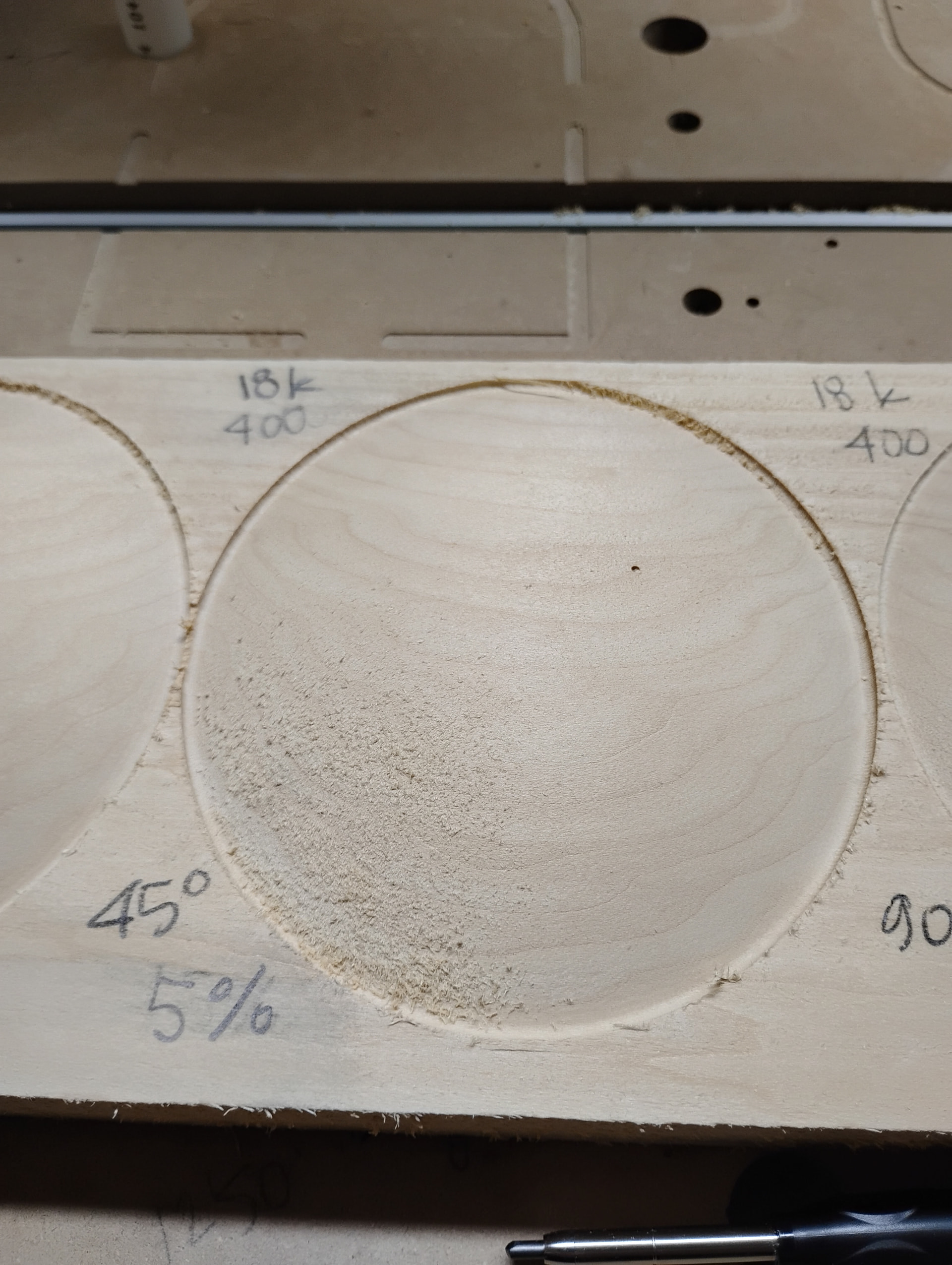
5% stepover, 18k RPM, 400 IPM, 45°
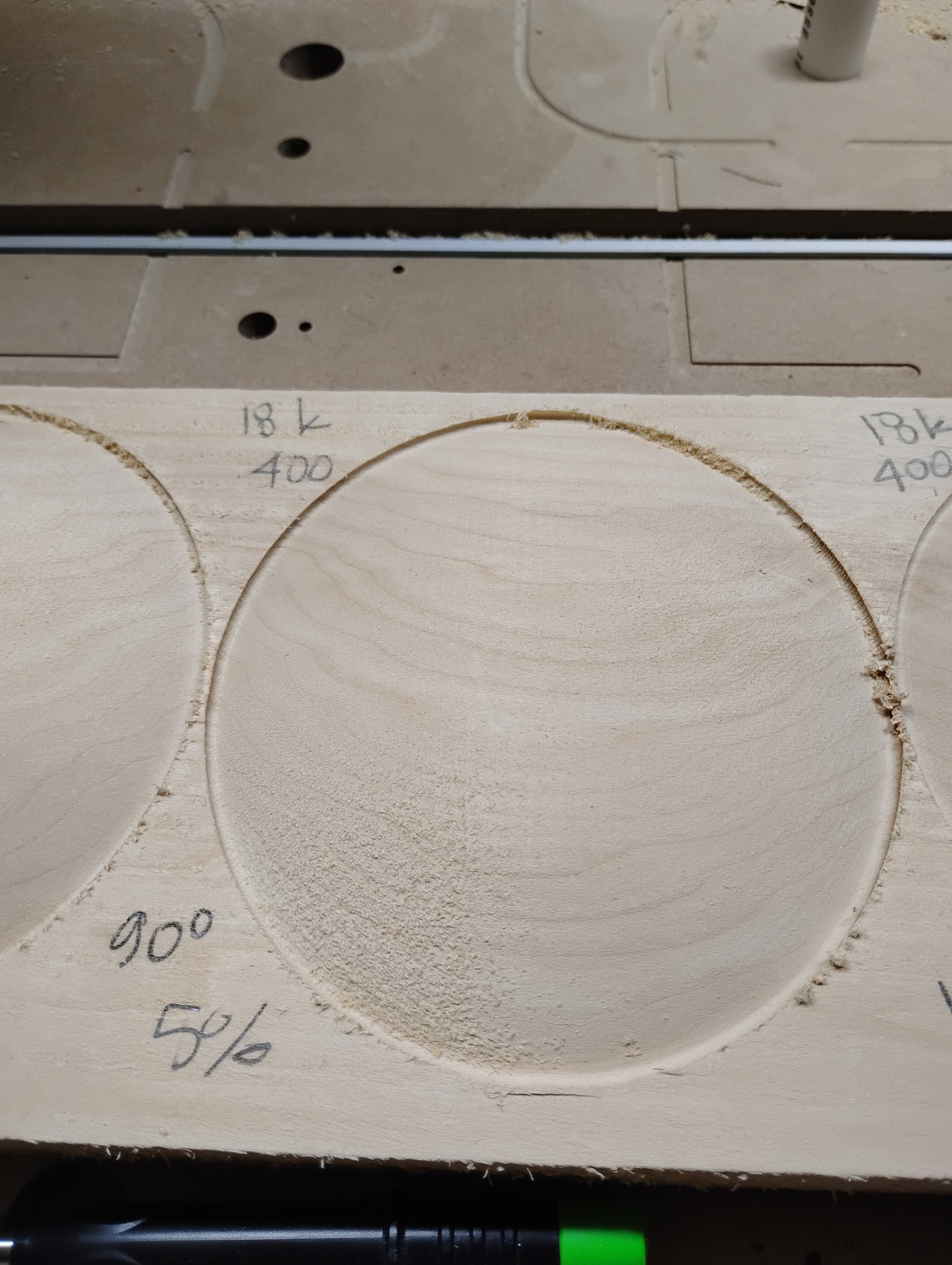
5% stepover, 18k RPM, 400 IPM, 90°
5% stepover, 18k RPM, 400 IPM, 180°
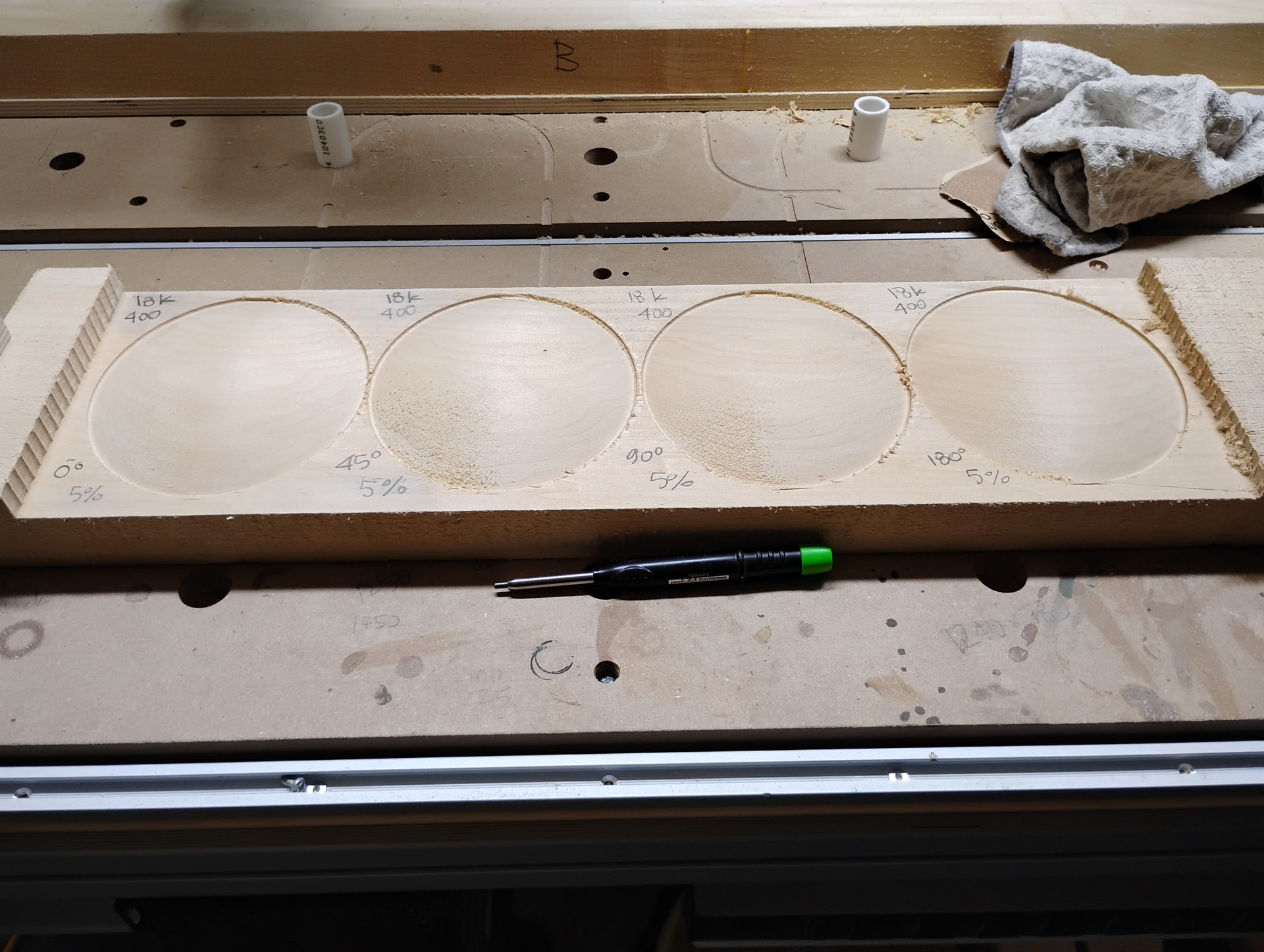
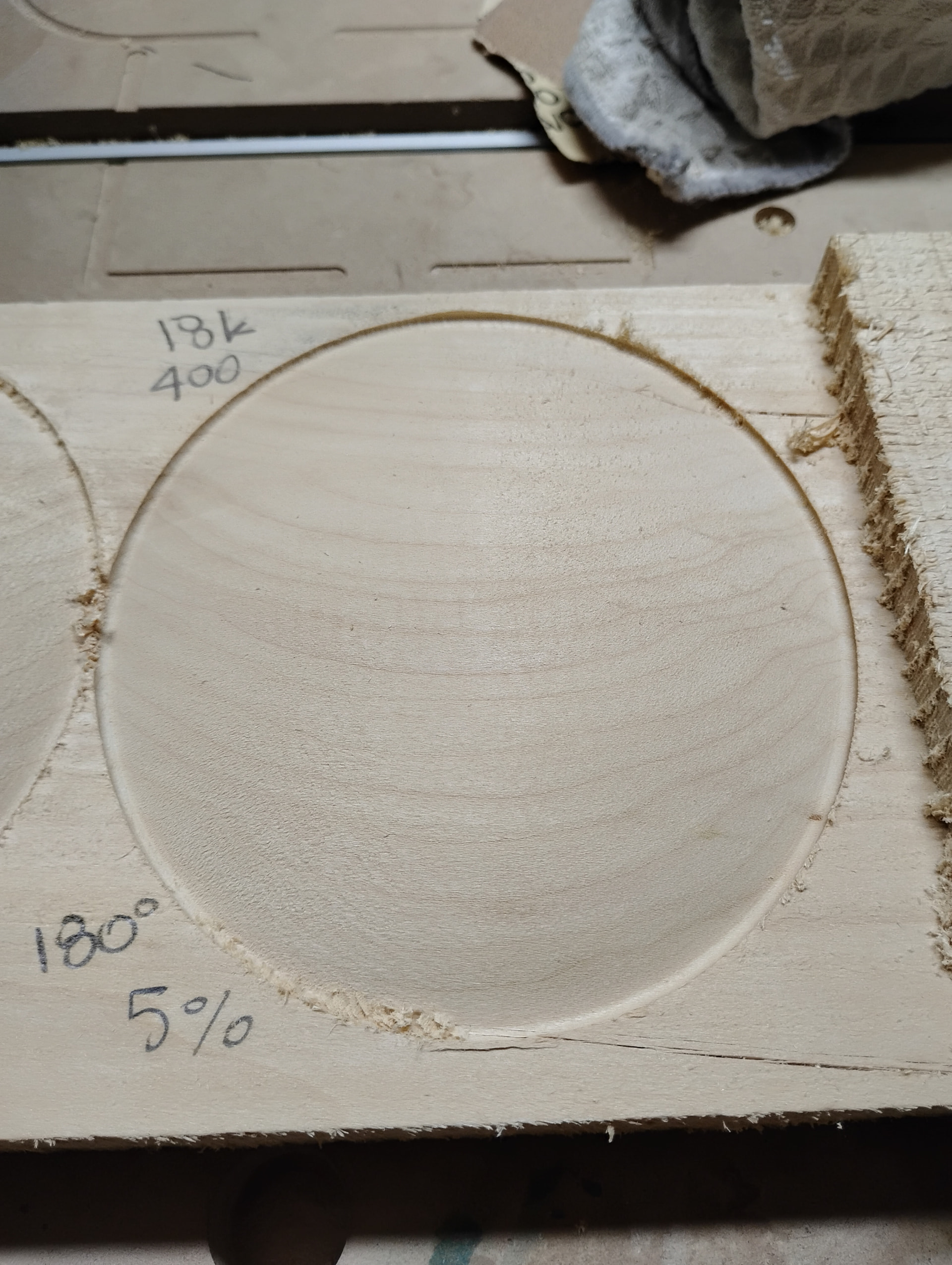
A raster angle of 0° and 180° (parallel to the grain) gives the best results. 45° is the worst. The 0° and 180° cuts were at opposite ends of the board and gave similar results. This would indicate that the grain pattern that I suspected before had limited impact. The 400 IPM 180° cut was at the same location as the 500 IPM cut but gave a better finish. So 500 might be a tad too fast.
That settles it. The carve of the mountain I’ll be doing will have a finish pass at 400 IPM, 18000 RPM, and 0° (or 180°) raster angle. Estimate is 9 hours for a 30" x 48" carve.