I had some difficulty getting up and running, but as of 15 minutes ago I have a functioning CNC machine!
The specs
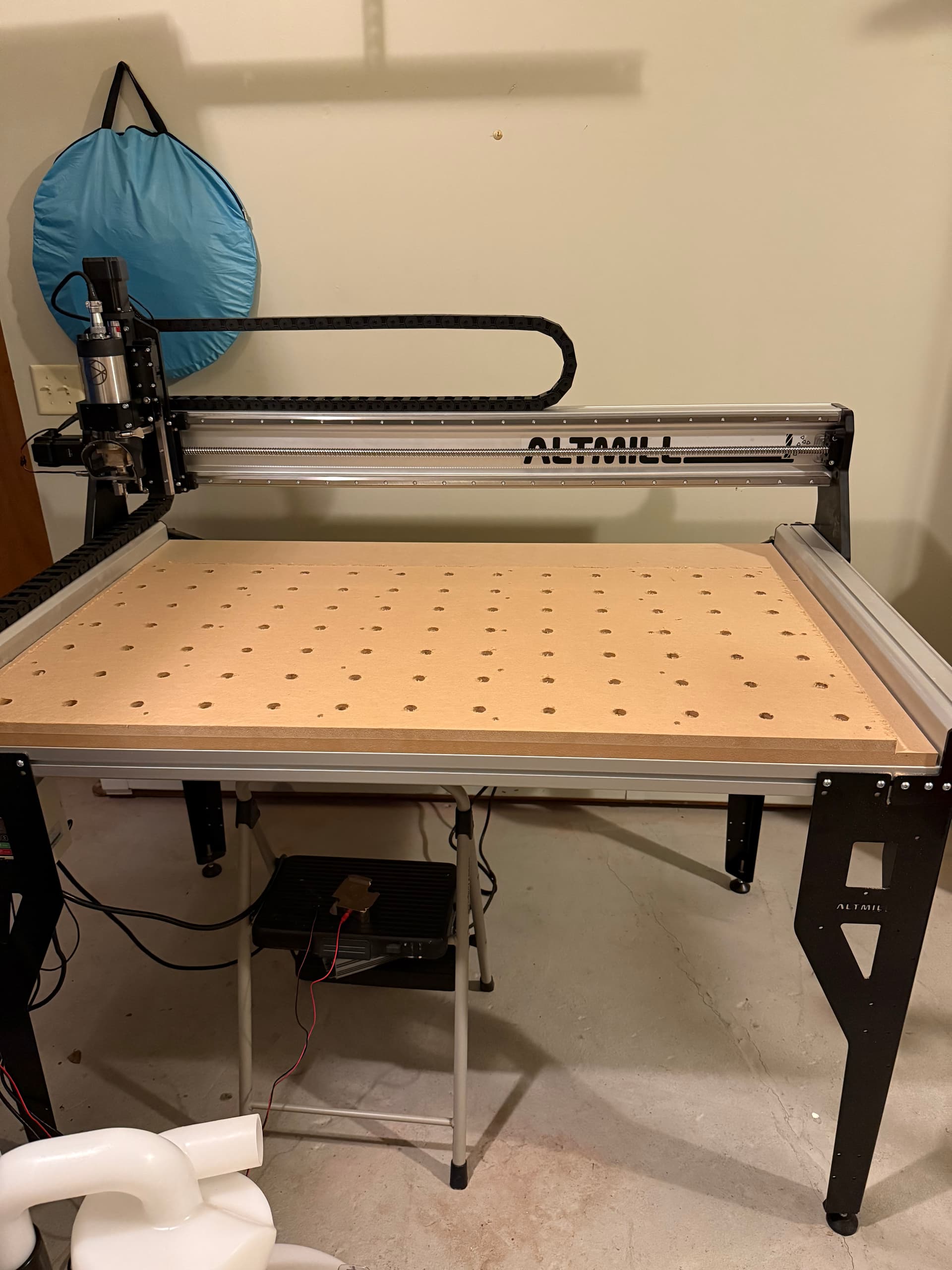
- AltMill 2x4 with Sienci spindle and dust shoe
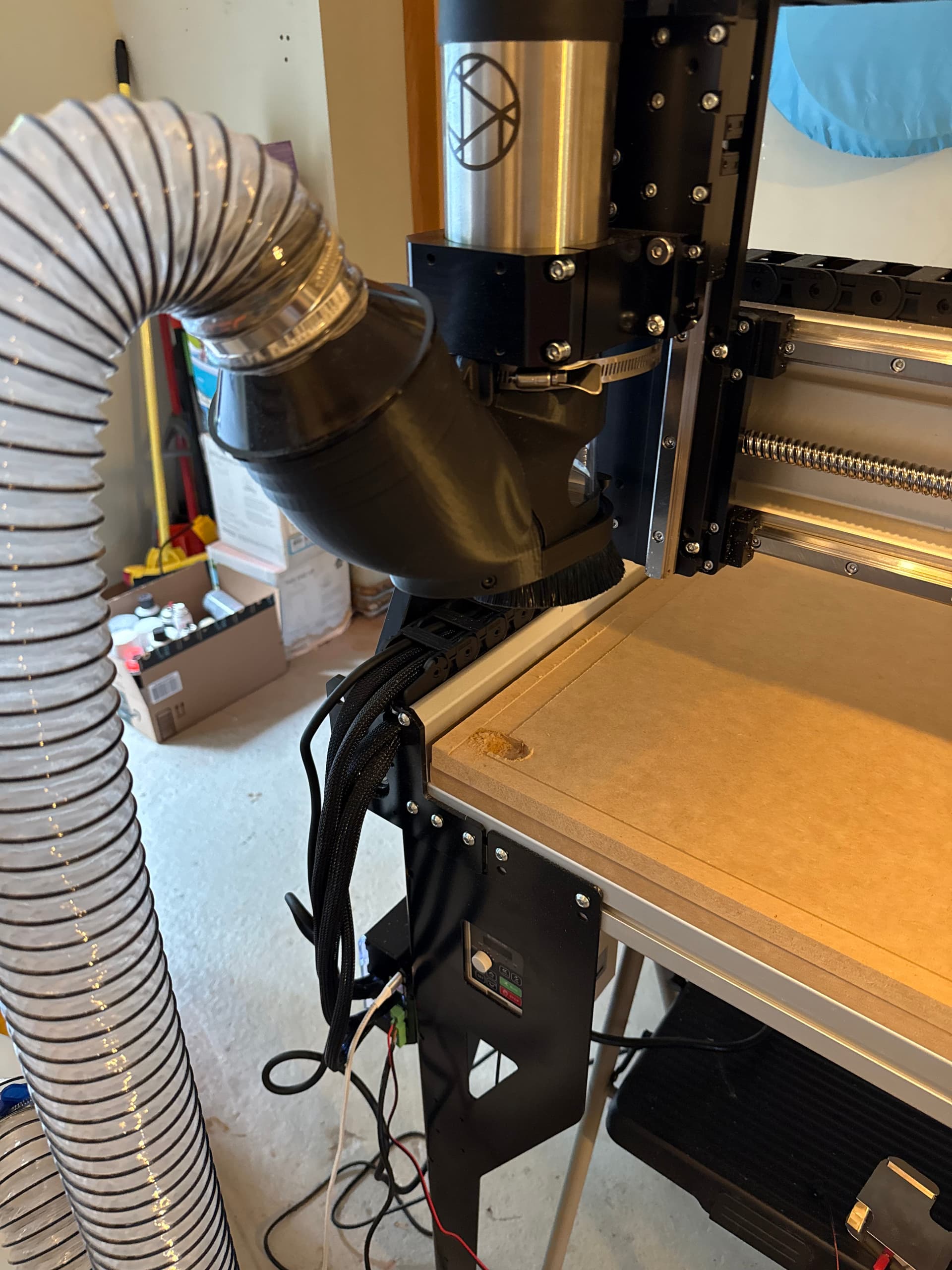
- DeWalt Stealthsonic and a cyclone for dust collection. It uses a 2.5" hose so there’s a reducer for connecting into the dust shoe.
Surfacing my wasteboard
It was hard to figure out what size material I should use for the wasteboard. The docs are only specific to the 4x4, and suggest using a piece the exact size of the tabletop. It turns out that there’s no point to doing this on the 2x4, as the 4x4 has empty space under the gantry at Y0 (the area you can’t cut) but the 2x4 does not. Lesson learned: next time cut the piece to the available cutting area.
The first issue arose when setting up the cut to surface the wasteboard. The dust shoe crashes into the side rails when you’re at the limit of the cutting area. So I detached the shoe, and decided I’d start the job without it then add it back on once the perimeter had been cleared. First, that flung MDF dust literally everywhere. I do not at all recommend using this machine without dust collection for any duration on any material (but especially not MDF).
Then, when I stopped the job and installed the dust boot I discovered that I didn’t properly understand GSender’s “restart at line” function. Not exactly sure what went wrong (I’ll be researching that in the coming days), but on restarting the job it zoomed very quickly to the front-left corner and buried the bit in the wasteboard, stalling the spindle. A bit spooky, but I was able to recover and finish the job, albeit with an ugly scar on the wasteboard.
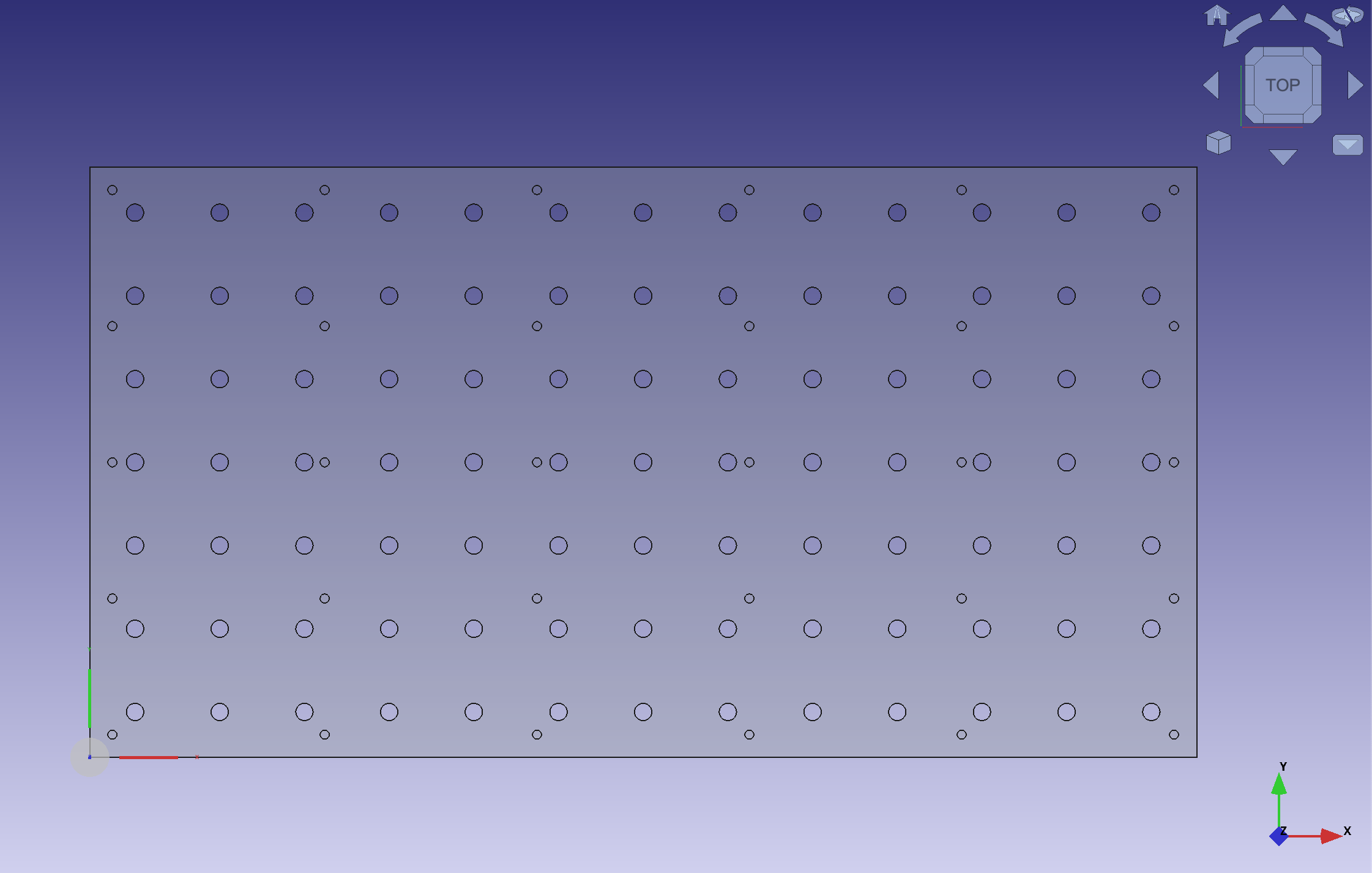
I have some more MDF, so I’ll be remaking the wasteboard. Even though I’m not using T-track I may just use the slat design so that I can build up a surface out of smaller scraps. Can anyone offer tips on positioning? I want to make sure I cover as much of the cutting area as possible without having parts outside the window which can’t be level with the others. I’m also thinking of spraying a single coat of shellac on the finished wasteboard just to give it a little protection from humidity and harden the surface a bit.
Overall impressions
I’m impressed at how well the AltMill came together for me. Got all the heavy assembly stuff done in a few hours one weekend with my dad, then finished the wiring and other setup incrementally over a few days where I had the time. The machine seems to be trammed perfectly (or as near as it matters) – the flattened surface has visible lines kind of like a freshly mowed lawn, but I can’t feel or measure them. It looks like a precision machined surface, which is pretty much what it is.
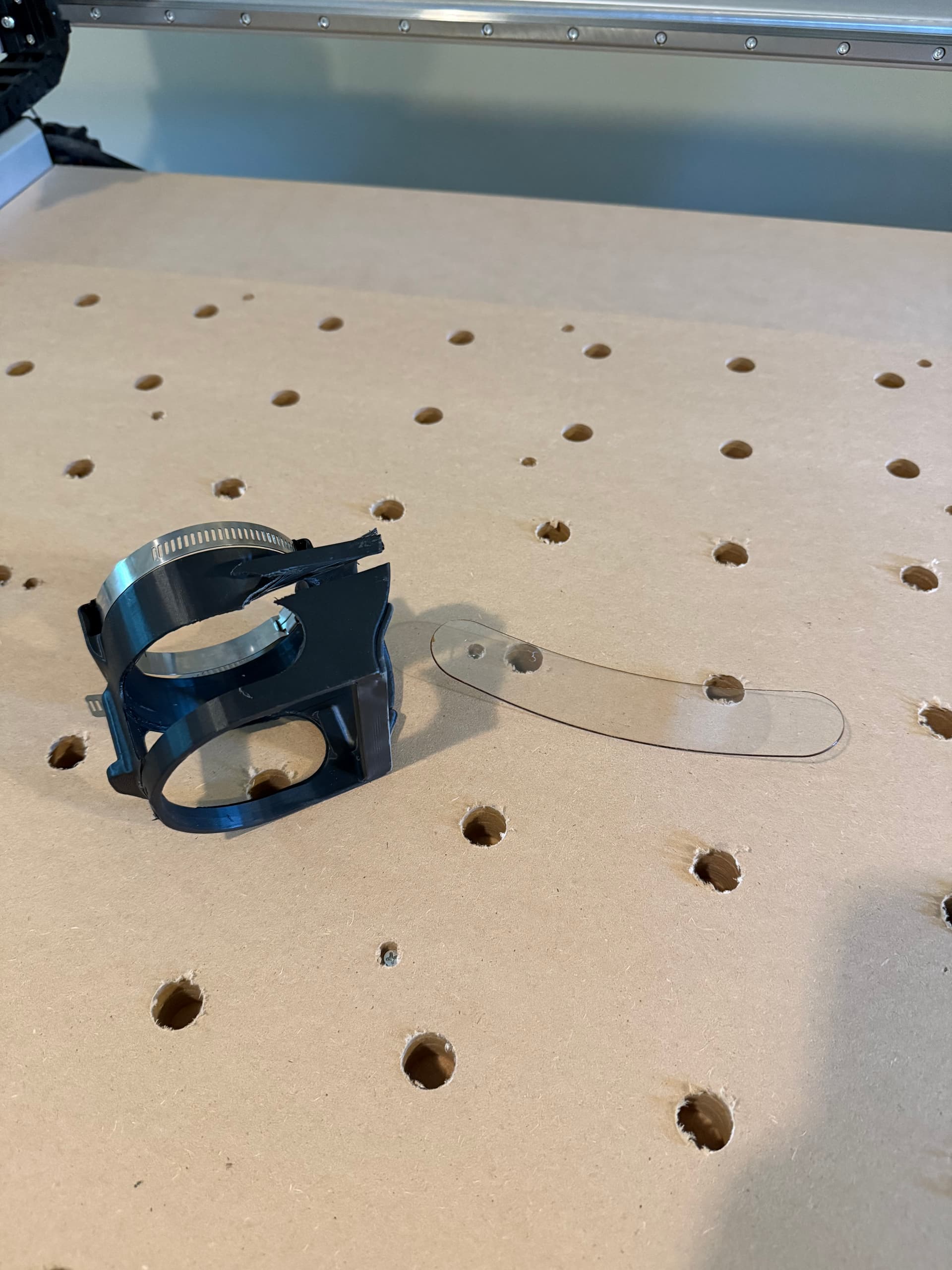
I’m less enthused with the dust shoe, it’s a bit cumbersome to work with and I may change it out for another before too long. On a similar note, I was playing with the AutoZero touch plate and found it very difficult to get an XYZ reading on. Z is easy, but when probing for X and Y it puts enough lateral pressure on the plate to make it jump off the corner it’s on, even with me holding it down. I didn’t get a single successful probe out of 10 or so. I probably just have to do some more learning on that tool, however.
Next steps
- Better cable management, I’ve got a lot of wires dangling in a very trippy area
- New wasteboard with dog holes
- An actual project that isn’t just machine setup