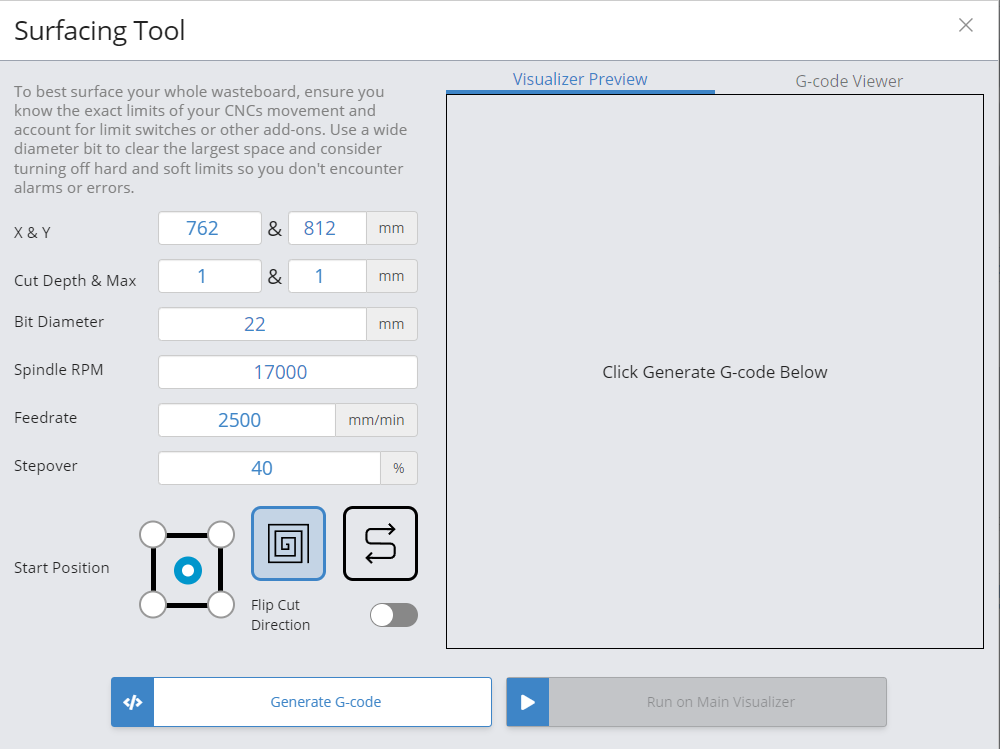
The cutting tool now ramps into position on all generated toolpaths instead of plunging in
Can now start from center
Easy to flip direction of cutting
Easy copy-to-clipboard to save generated toolpaths for later
Number of generative issues that could leave unfinished passes
Visualizer improvements
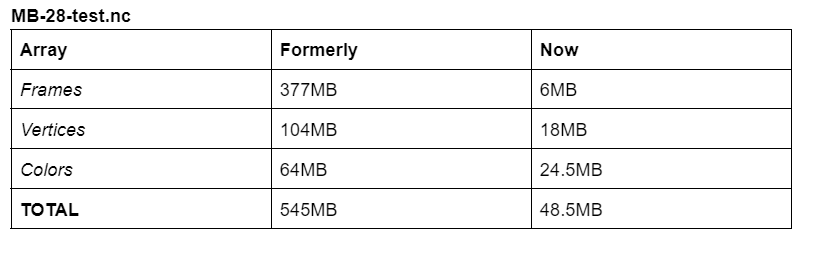
We’ve rewritten how the visualizer generates and displays toolpaths to result in lower memory usage after parsing. This should be particularly noticeable with larger files - gSender is using less memory by a relatively large factor when visualization is enabled.
As an example, for a 28 megabyte gcode file (~1.5 million lines), these are some comparisons of what the memory values were previously and what they are now:
You should also notice slightly faster visualization due to these changes.
Our benchmarking and profiling has also identified some issues with the library we’re using to parse the toolpaths themselves using excessive amounts of memory. This will be addressed in an upcoming release. We have a relatively long list of performance improvements we plan to address over the next few builds to make sure gSender runs well on lower-hardware spec devices, and this is the first part of that.
Release Notes:
Improved surfacing tool - pattern now ramps in to support more surfacing bit types, cut direction is reversible, able to start from center, can copy gcode to clipboard for saving.
Major improvements to visualizer memory usage and parsing speed
Start from line should account for maximum file Z height when moving into position to account for situations where Z0 is set at the spoilboard.
Probe code should always return to exact starting location instead of approximating it.
Improvements to firmware flashing UX - can now select profile and port inside tool.
Fix for auto-probe code movements being too small when “$13 report as inches” EEPROM value enabled
Go To buttons only use safe height if below that position when limit switches enabled to avoid moving downwards.
Fixed values in some machine profiles.
Added machine state guards to some keyboard shortcuts.
UI Modals now more difficult to close accidentally.
Bracket Comments on M0/M1 now emitted to UI.
Laser offsets preferences allow negative values again
Bounding Box variables once again available to macros
Mac version now exits completely on close.
Higher UI clarity when connecting to board with invalid/unrecognizable firmware
Styling changes in Firmware Tool
Fixed overflow when OS had screen zoom above 100%.
G90 is set at the header initially, previous gSender versions did that before as you probably already know. After that, there are a few places that G91 is used now:
When ramping into the material
When Entering the start position
If the start from center option was selected, in the perimeter.
Figured using G91 in these instances would make the gcode generation process a bit easier, but as you pointed out there’s some confusion with the max depth report now, can you give me some more details on that?
Hey Walid,
Sorry for the incomplete report/question. I was typing on my phone as I was at the machine about to run a job.
Let me explain.
I understand WHY you choose to use G91, but the Min & Max values on the Job description don’t know the difference. I was trying the surfacing generator (which is awesome, by the way) to clean up surface after an epoxy pour. My plan was to only take off 2mm. When I was about to start the job, I happened to notice that the Min Z height was -4mm. Taking an extra 2mm off would ruin the job. Almost gave up, but then I saw why it was doing this. Even when I understood the WHY, it was a bit nerve racking to run a job that said it would go deeper than I wanted. Of course everything worked as that -4mm was a relative move, but I think you can see the issue.
Thanks for the information, I seem to understand the issue you’re running into now. I appreciate the feedback, ill mark this as a fix we need to make for surfacing. Keep an eye out for the next release it will be there.
So with the surfacing tool would it be possible to put a pause setting input into the wizard (G4 P?) for those of us with spindles that need a few seconds to get up to speed. Also, a g-code editor built into gSender would be helpful for this and other situations.
Since doing an update, I can no longer jog the maching to perform a bit change and zero the new bit. The maching will job if i hold down the jog button, but obviously I cant zero it by doing that. This is making it impossible to run production as I have to close Gsender to get that functioanlity back, and I have to re-home it each time. Causing inaccuracy that is unacceptable. Please advise on how I can go back to a previous version or how I can fix this.
Grab whichever one worked best for you previously and it’ll revert back.
As far as your issue, is the jogging not working with single-clicking the onscreen buttons? Or are you trying to use a keyboard shortcut, joystick, or touchscreen?
I have just started using gSender and prefer it over the previous software that I was using. I had issues with not getting all the buttons to show up with the Edge version so I switched back to 1.1.7. To get the jogging functionality away from the computer, like I was attempting to do with the Edge version, I connected my phone with the shortcuts mapped.
I used Macro Deck. I have only got into it this week, just enough to prove it works.
Two of the buttons are shortcuts to macros for tool lengths written by @NeilFerreri (thanks man, these are great!), the rest are just keyboard shortcuts. It’s really nice how many shortcuts gSender allows us to use.
One thing I noticed, the keyboard short for GoTo XY0 goes directly to XY0, but the button on the gSender screen will go up to a safe Z first and then go to XY0. Can the vertical movement be added to the keyboard shortcut option?
Recently I’ve noticed that as soon as I start a job on GSender my mouse cursor and touch screen are locking up (using a Surface Pro 3). The only thing I can do to stop the machine is unplug the spindle and pull the USB connection.
Hey all, with the release of gSender 1.2.0 this thread will be closed and all following discussion can happen there
Sorry if some questions or bugs weren’t addressed, if you find they still exist in 1.2.0 then let us know on the linked post and we’ll get right back on it