I don’t know if it has been mentioned yet but it woul d be nice if, when hovering the cursor on one of the many symbols that have no legend, a little message box comes up to say what this particular button does.
I suppose that with time a user figures stuff out but it would be nice ….
As an example - the right top of the main screen has a little air plane. As it turns out it’s the ‘goto’ button from earlier versions but as a newbie it’s puzzling …. and there are a number of these symbols. Some are easy to figure out, some are not.
As an example of implementation, look at Fusion. A lot of choices have these ‘flyout’ information things (yeah, that’s technical talk :))
Flyouts often hide what you are after. A right click option for help or what is this what does this do would be great as I do not know what that airplane is for still.
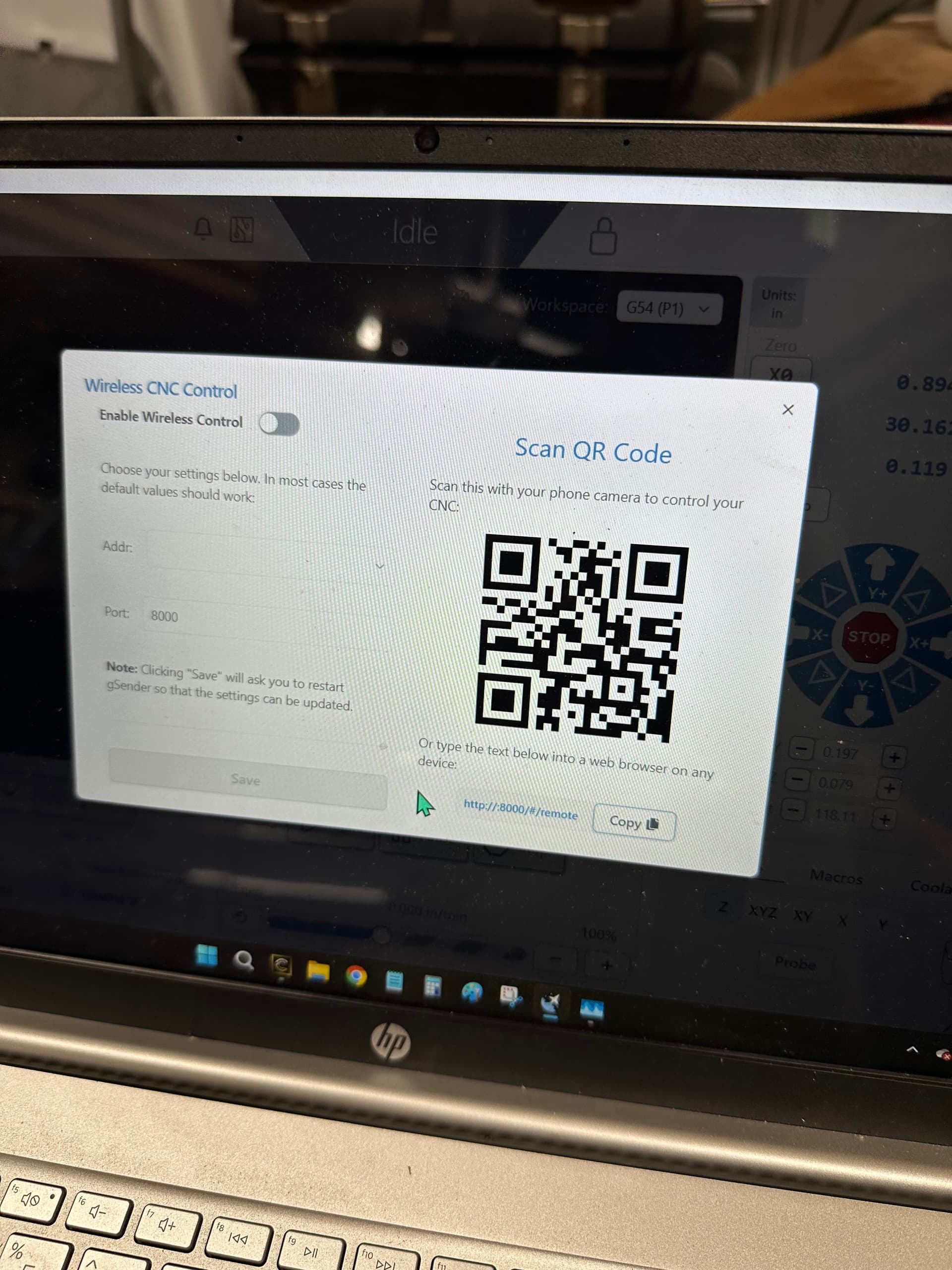
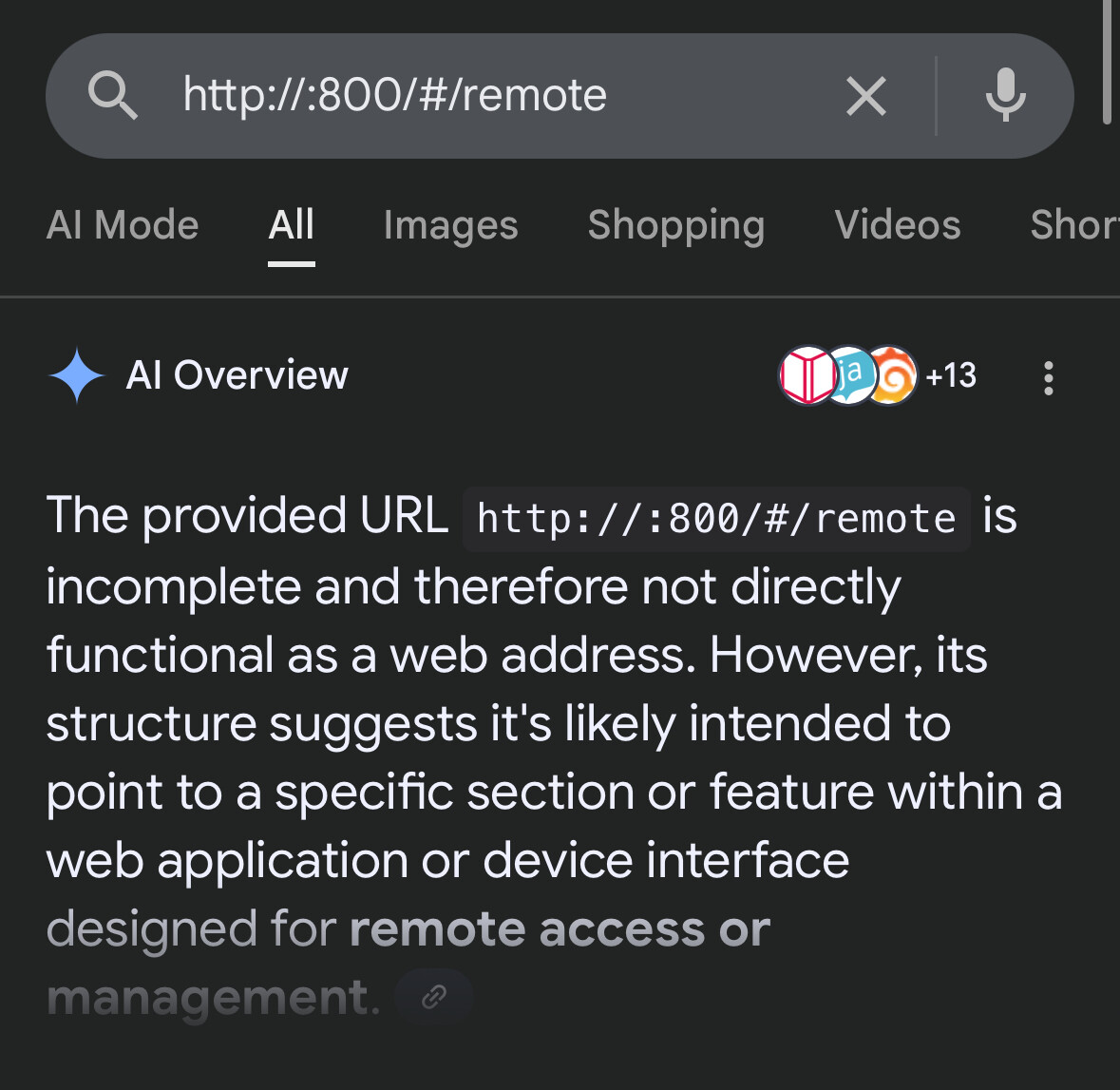
As of right now you don’t have remote control enabled, you need to select an IP address and toggle on wireless control, then click save. That’s why it’s not taking you anywhere with the QR code
Don’t worry, that’s definitely not the case. By my count the last update fixed at least around 20 small issues and also implemented at least another 10 small improvements and so far I’ve only seen one or two new issues pop up that are specific to 1.5.3.
The only reason there’s been a lot of new activity on the Forum recently as far as active topics is just because we finally have a gap in time available that’s allowing us to dig much further back into older reported issues so we can finally ‘clear the backlog’ so to speak!
Upon updating from 1.5.1 to 1.5.3, when connecting I get Error 1. This occurs whether I have a file loaded or not. I’m able to clear the error and proceed. I have a LM MK2 with SLB.
Another maybe bug - hitting pause on that same 17 MB file takes an excessively long time to act on the command. I didn’t time it but it must have been 30 seconds to a minute. I hit pause numerous times thinking that the mouse click hadn’t registered properly.
Doing a ‘stop’ also took a fairly long time (didn’t time it).
Question: I am running with the factory installed memory in a gControl computer. What are the chances of doubling the system memory making the response time more or less instantaneous. I would expect a ‘pause’ to finish the current line of code and then pause which should take less than a second. I would expect a ‘stop’ command to respond just as quick.
Yes, increasing memory will speed things up but if processing takes a largish chunk of system resources then adding RAM might only marginally affect it’s operation which wouldn’t help a lot.
BTW, the job is estimated at around 2 hrs and is running just fine.
We’ve released a new version of gSender that includes a bunch of new features along with several bug fixes:
New Features & Improvements
Probing & Tool Setup:
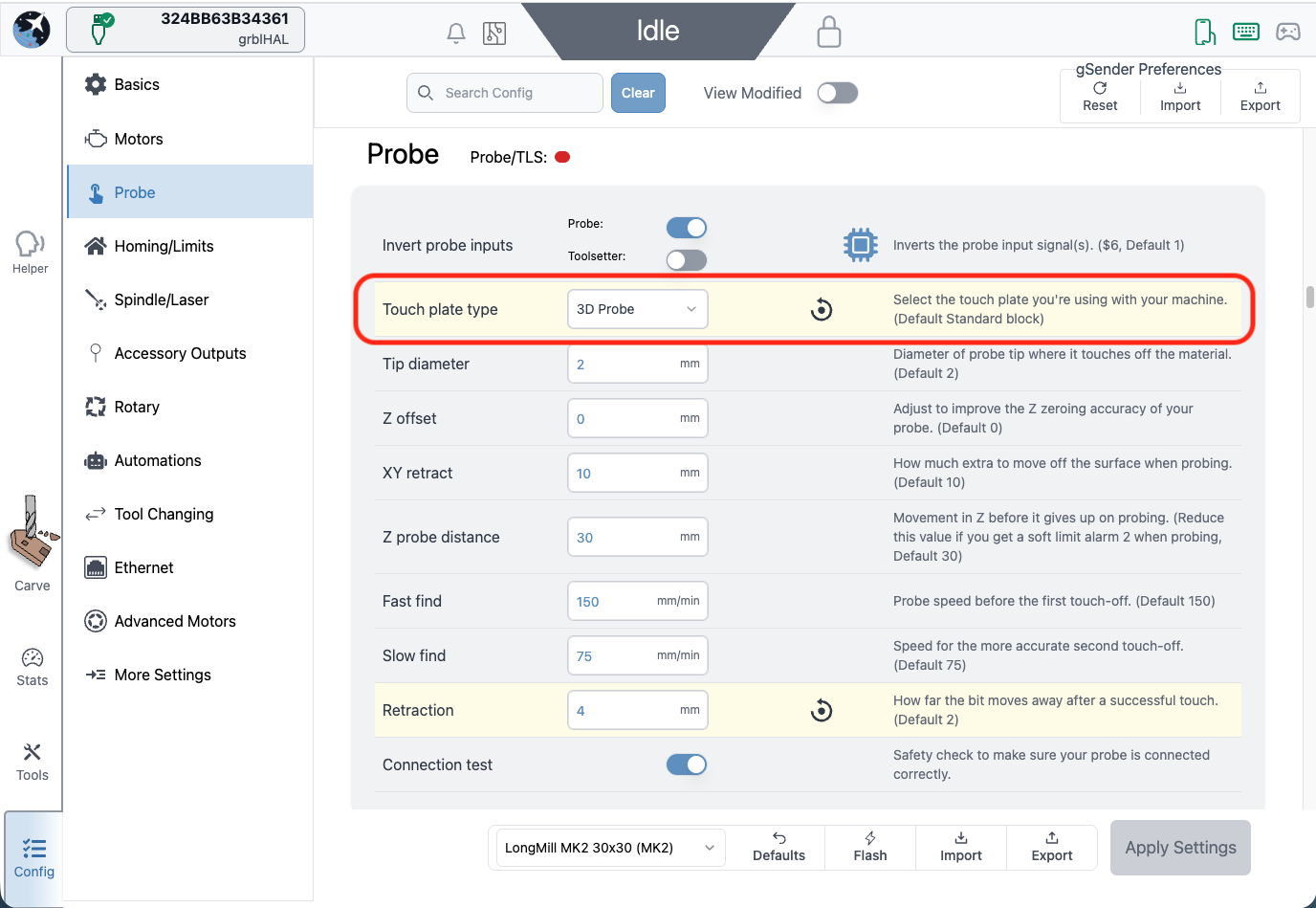
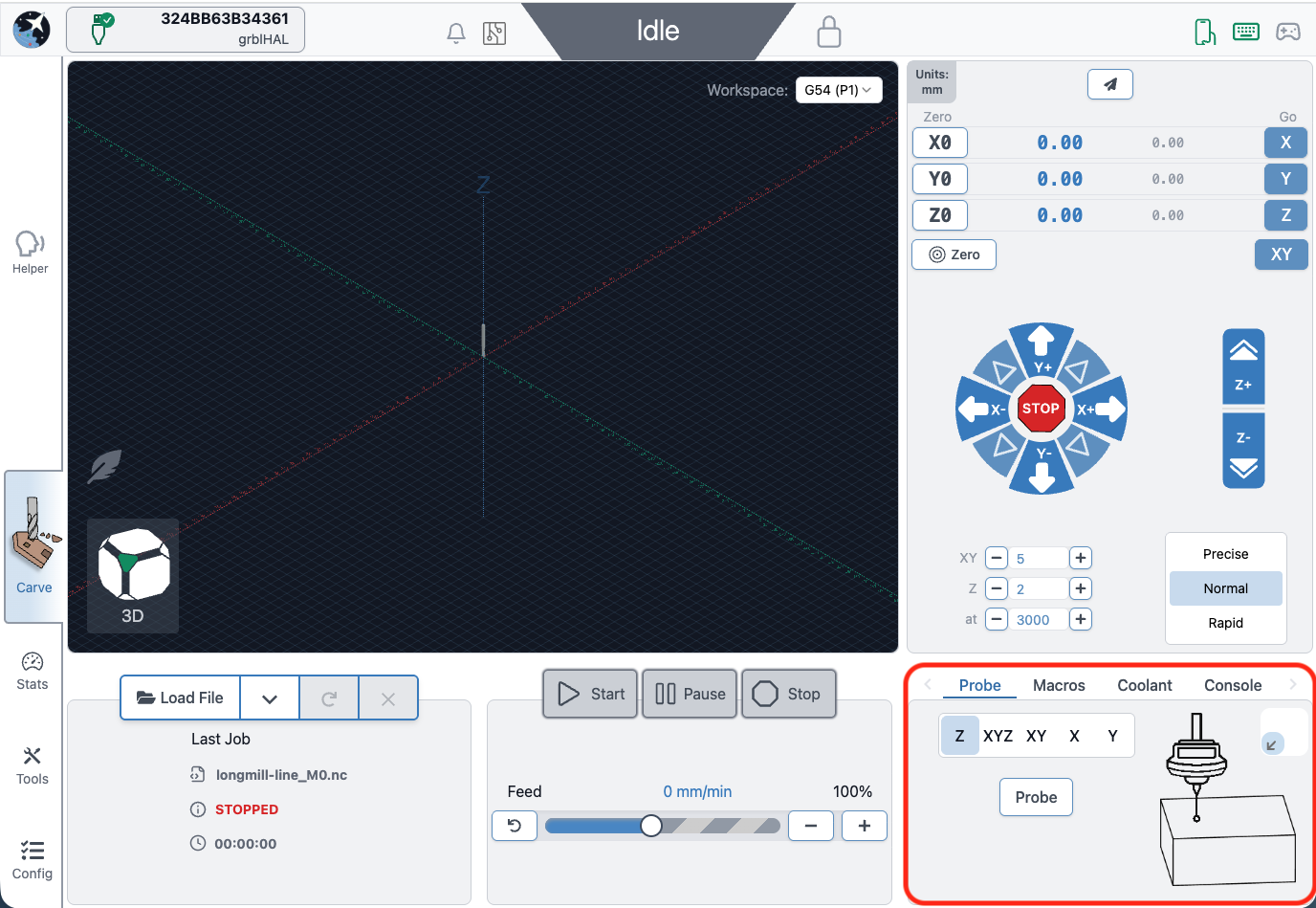
Added support for a new 3D Probe, with plans to support more than standard XYZ probing in the future.
Each probe block now has an individually customizable Z thickness including the AutoZero touch plate
All probing cycles now sped up with reduced delays and reduced default retracts to 2mm from 4mm
All AutoZero probing now moves out of the way at the end to make removing the plate easier
Improved the Tool Change Wizard to ensure probing movements for the Tool Length Sensor (TLS) will not exceed the machine’s Z travel limits.
Job Control & Workspace:
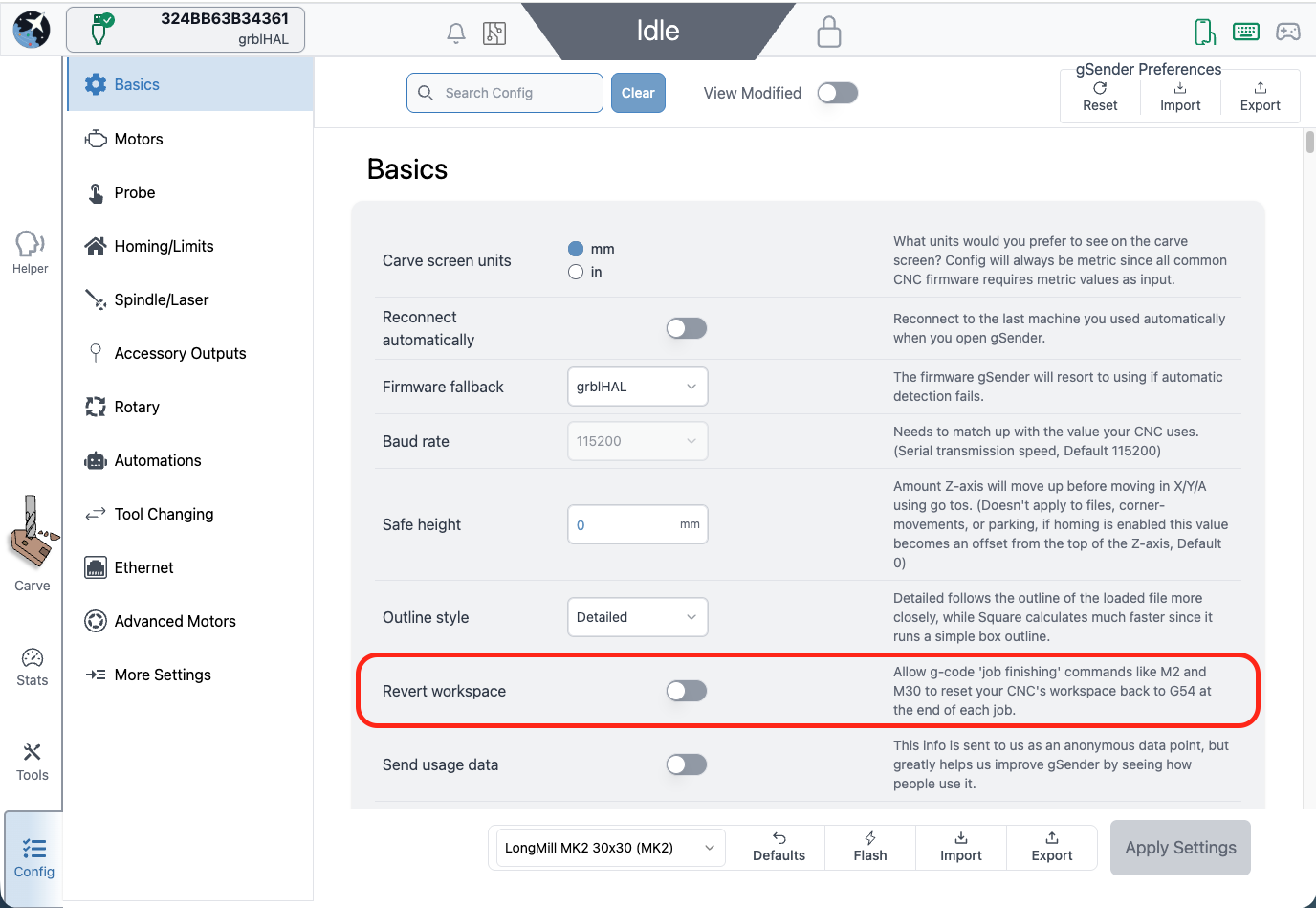
Added a new setting, “Preserve Workspace on Job Finish,” which is enabled by default to maintain your current workspace after a job completes. This should remove the need for using Automations to preserve workspaces.
Implemented more robust handling for soft limit trigger situations.
User Interface (UI):
Re-added informative tooltips to provide more explanation for desktop users.
Made UI improvements based on user feedback to enhance consistency and clarity.
Updated the visual style of outline buttons and corner button disable states.
Bug Fixes
Probing & Touch Plate:
Fixed a long-standing bug causing incorrect math on probe block movements.
Resolved an issue where using AutoZero with a specified bit diameter was incorrectly applying a zero offset by the tool radius.
Fixed a bug where the touch plate bit size value would change in the background after modifying a probe setting.
Machine Control & State:
Corrected the handling of Rotary settings to properly enforce hard and soft limits.
Fixed specific keyboard shortcuts involving the ‘Shift + key’ inputs.
Addressed an issue where the “Safe Height” command was sending incorrect unit conversions when moving to XY zero.
Improved handling of the spindle delay when gSender is running automated operations.
Technical & Under-the-Hood
Improvements to how the application handles the machine state when the Spindle or Rotary tabs are disabled.
Minor redundancy was removed from the tool-changing routine when probing the initial tool.
The g-code parser now ignores M6 (tool change) commands found within the first 20 lines of a file.
Question tho, if we have a spring-loaded tool length sensor, how do we switch from a probe to a tool without messing up the Z zero point? If I try to treat my probe like a tool then it will trigger too soon since my tool length sensor is spring-loaded (rather than an electrical contact).
look promising with the new update, especially with the new 3d probe
for everyone that look forward to use the small Chinese probe, the tip is 2 mm but you need to set it to 1,9mm , reason is, when the probe switches it moves outwards about 0.1mm
i spend only 2 hours to figure that out
on the Z, please don’t use it with the ER collets, only use it if you have tool holder found in ATC spindles (EX: BT Holders)
If you plan on using that, you’ll have to probe the Z, change to a tool with a known height, manually drive the tool on a peace of paper and calculate the difference on probed Z with the shown Z height from the tool on the paper, that way you can set the length of the probe itself