I am having a fundamental problem with my first real Fusion360 project. I have designed a spoil board for my new mill. It is full of dog holes, 20 mm dia, on 75 mm centers. There are many many dog holes. I thought that this would be a fairly straight forward task - use 2D pocketing strategy and then select pocketing in the sub menu. Alas it would appear that Fusion thinks that a thru hole is not a pocket and if I try to set up a pocketing operation I can’t select any model features. The same strategy works fine if the hole has a bottom and doesn’t go all the way through the spoil board. I could just make the dog holes 17.99 mm when the stock is 18 mm and pocketing works but I am thinking that I am missing something very basic here because it would seem that this is not some exotic operation. Surely there must be a way to make simple holes.
Now I can choose ‘chain’ instead of ‘pocket’ in the 2D pocketing sub menu and that lets me select exactly one hole. I can not click on or select multiple holes. I would have to pick one hole at a time and set all parameters, finish that hole and go to the next hole. This is not workable for roughly 600 holes!
My question is simple: what strategy do you use when you want to mill out pockets that do not have a bottom (ie holes). Is there a straight forward way of doing this without having to utilize a kludge such as leaving a thin bottom on the hole instead of going all the way through?
Not a fusion user, but isn’t it possible to tell the machine the thickness of the material is like, 18,5mm and trick it that way into pocketing your 18.
If I had to do that many holes, I would see if I could run a profile toolpath on the inside of the circles. Being it more that 600 you need to cut, I feel that would spare ya some time to pop that beersky early.
That would basically be the kluge that I was referring to in my question.
Running a profile pass or a boring operation would leave a center ‘plug’ that would likely be flung, at very high speed, into my body (20 mm hole, 6.35 cutter, leaves around 7 mm in the center)
The only way this would work is if I started with a drill operation to take out the center and then follow it with the boring or profile operation.
I should’ve read your initial post more thoroughly.
You should be able to use a pocket on on a through hole.
Are you selecting the contours of the pocket? (The circle for the hole)
This is half of the spoilboard. Note that this is a f3z file and not a .txt file but .f3z is not an allowed extension. You would need to rename the file before trying to open it. cnc wasteboard try 2.txt (1.9 MB)
That is exactly what I thought … but based on all my screwing around with this problem, the answer is “no, fusion does not allow me to select either the bottom edge, top edge or wall of the hole” if the hole goes right through the material. If I give the hole a bottom than Fusion will accept selecting the bottom flat area of the hole and more than likely the bottom edge.
I exported that file last night so maybe I exported the wrong version, I will check. I the meantime, I would like to clarify this a bit more. If you were to edit the 2D pocket operation, there is a secondary choice where you select pocket/face contour/chain (and a bunch of others). If I selected ‘chain’ at this point I can select the edge but I can only select a single hole at a time. I can’t select multiple chains. I would have to make a separate chain for each hole (they would all be under the one 2D Pocket operation). This works for a handful of holes but is not practical for hundreds of holes.
If I leave a very thin 0.01 mm bottom in that hole I can then select a pocketing > pocket path and give a range of diameters which selects all holes for the operation.
I hope that makes sense …
So, again, I think what you want to do is a bore operation. Select same diameter and use multiple passes (to completely clear the hole). Wife got home from Costco, so I need to pretend like I’ve been doing the dishes, but I can send you a file later on if you are still stuck.
No, same problem. I can only click on the top edge which Fusion interpreta as ‘select the entire top face of the model’.
The exact sequence of operations:
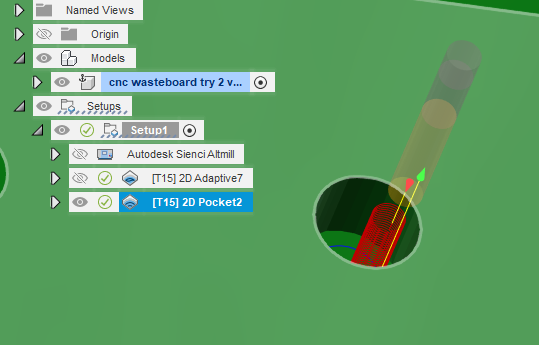
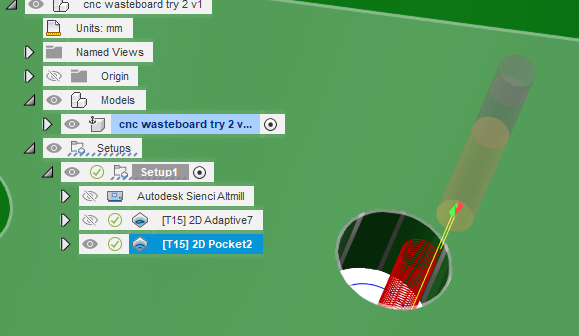
Manufacture > 2D pocket > Geometry > Pockets (in the sub choice) . Up pops a ‘Pockets’ window with ‘Select’ highlighted. At this point I should be able to select the bottom hole edge but Fusion will not accept that input, If I click on the top edge, Fusion will think I want to mill away all of the top surface but leave the hole as a solid object.
If I do this as a bore operation, even with multiple passes/levels, the cutter travels on te inside edge of the hole doing a circular path, The center area is not cut away.
Yes, I would appreciate getting a copy of the file.
Thanx!
On a boring operation, you select an angle which determines the angle of the helical bore. This essentially controls the depth of cut. Multiple passes will allow you to decide a stepover. It will bore a smaller hole and then move outward depending on stepover and passes. You can completely “pocket” a hole with the bore operation… Even if that hole is a foot across.
Cool! that works. What value would you suggest for stepover and ramp angle for a 1/4" endmill in plywood?
The only down side is the machining time. It multiplies the time by the number of stepovers. An operation that would take 1:20 using a pocket hole approach (with a closed bottom) takes 2:42 with a boring operation with two passes. Still, it’s an entirely new approach that I was not aware of before!
I played around with ramp angle and stepover and it is possible to bring the machining time way down (as long as the endmill doesn’t die). This is working out real nice! Thanks again!
For my 20 mm hole and 6.35 mm endmill I can do two stepovers with 3.2 mm for te stepover and using a 15 degree angle I can do the 48* 24 sheet in just under 30 minutes which is better than what I was hoping for.
Does the stepover and angle sound reasonable or is that too aggressive?
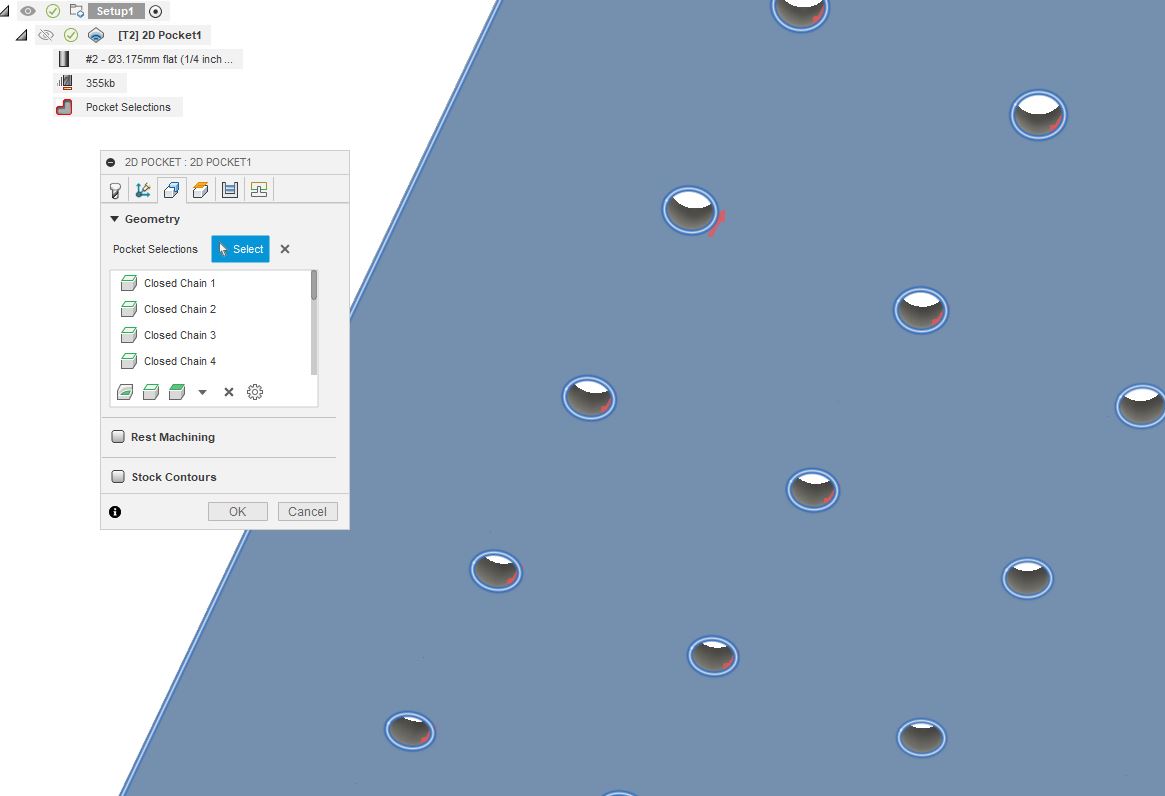
I just draw the sketch and extrude the spoilboard as a model. In manufacturing, after setting the model / xyz etc, I use a 2D Pocket, look at the bottom of the board and (after selecting geometry), I just click all the exposed holes in the model. As you click the bottom margin of the hole, it adds a “Closed Chain” to the geometry. Setup the depths, multiple passes (for your DOC) and away you go.
I sorted things out with boring. I did however misunderstood a fundamental part of Fusion. I was under the impression that once I selected 2D pocket, my next job should be selecting the sub selection. In your example I would have clicked on ‘chain’ and then selected the hole bottom edge. As it turned out, the step of selecting a ‘sub strategy’ was not needed and probably screws up stuff.
When I did my thing with 2D pocket and ‘chain’ I was only able to select a single hole but when done the ‘proper’ way there is no limitation and Fusion just keeps adding chains to the selection.