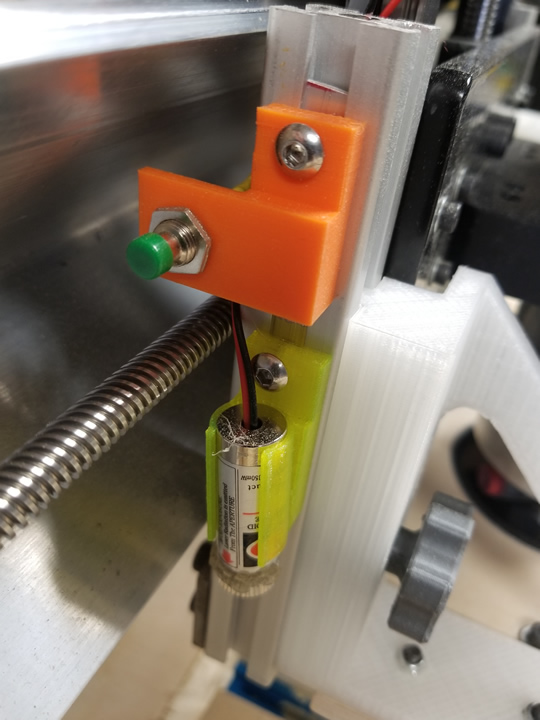
I added homing switches to my long mill. I used panel mount, momentary contact, normally open, push button switches that I found on Amazon:
I 3D printed brackets and those files can be found here:
i used 2 conductor shielded security wire from Home Depot, JST-XH connectors and soldered a .1uF capacitor across the inputs to the longboard.