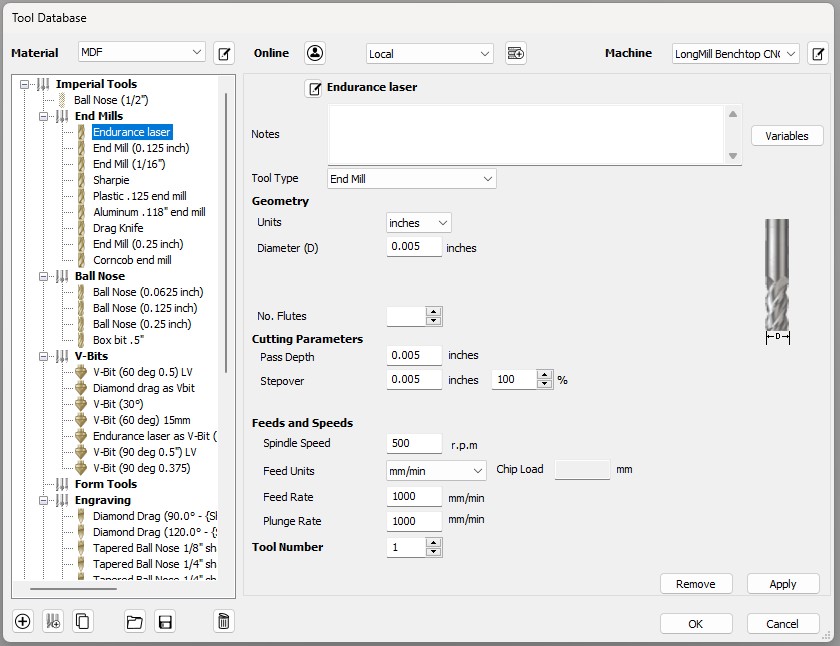
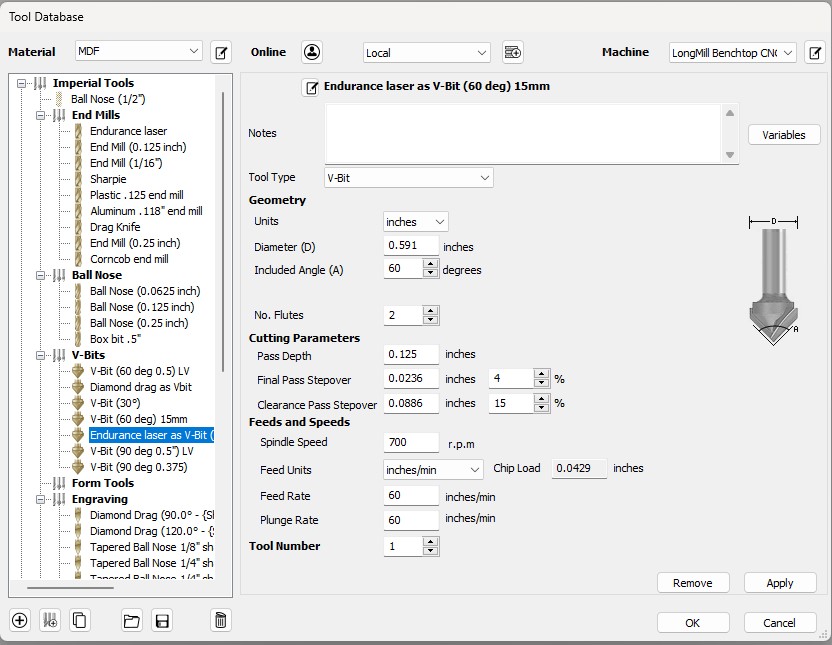
@Phildo Here are two screenshots of my “fake” tools - one end mill and one vbit.
Re: the end mill. The diameter of .005 is the spot size of my laser using the 3 element lens. I suspect that yours will be similar, but Sienci will have those specs. Speed = power. I don’t the use the $30=255 setting recommended by Ikenna. I use 1000 recommended by Lightburn. That way, setting to fractions of full power is very simple. In the laser_end mill attachment, the speed is shown as 500. That is 50% power. It’s simply easier for me to remember that than 127.5 (255 *50%) is. I change that according to the material I am going burn. Similarly, the feed rate of 1000 mm/min varies according to the material. I keep logs of what works so that I can repeat it.
re: the vbit. This one is simpler in that the size is not related to the dot size. Since I am faking an vbit, I just chose my most-used vbit- 60°. Again, feeds and speeds are adusted according to the material.
I use the Jtech post processor for laser toolpaths. I tried the Vectric Laser Module and found it lacking for the price. I’m attaching it. Just change the file extension to .pp from .txt if you choose to install it in VCarve. There is no magic to it. In short, it takes the grbl mm post and takes out all Z moves.
J_Tech_GRBL_MM_NoZ_DynamicLaser_v1_6.txt (4.6 KB)
I use Lightburn, too. The beauty of using VCarve for these projects is that I set xy0 for the router toolpaths. Then I mount the laser unit, use a macro to move the laser to the same xy0 location and run the laser toolpath(s).
This thread has gotten quiten quite a bit off topic. I’ll likely try to split out the laser parts and move them as they have nothing to do with the SLB.