Usual preface, I’m with PreciseBits. So while I try to only post general information take everything I say with the understanding that I have a bias.
On end-mill diameters:
-
It depends on the manufacturer and their spec. 2 things not already addressed though.
First is that you will always have a worse tolerance on a tool where the diameter is the same size as the shank. Centerless ground shanks always start off slightly smaller than nominal. After that you have to grind features into that shanks to make a tool. So unless you have “land” (part of the end-mill is unground shank), it HAS to be smaller than the shank.
It’s impossible to get too accurate of a measurement on a end-mill by physically measuring it (like by using calipers). Almost no tool is ground completely evenly so what the tool cuts is called a “swept diameter”. On top of that, the way to get the most accurate measurement is by measuring against the VERY fine edges of the tool. That will almost certainly cause at least slight damage that will result in faster tool wear. Here’s a bad case of what that can look like. To be clear you wouldn’t be able to tell that this tool was damaged at all just by picking it up and looking at it by eye (it’s 0.0280").
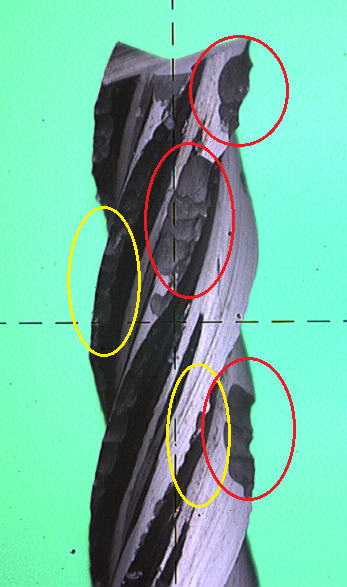
Red is from collapsing calipers on the edge of the flutes. Yellow is from spinning it “backwards” inside the calipers.
That being said, your best bet is to cut a slot in the material you are cutting and measure that slot. Not only will that not risk the tool, but it will be what the machine cuts including runout, deflection, etc.
In general:
It actually gets much worse than just the tool in general. It’s why inlays are such a pain and usually defaulted to “V” type. You actually have a combination of the tools actual size, total system runout (the amount the tool is "wobbling) in the spindle/router, the deflection (bending) of the machine and tool, the retraction/compression of the material, and so forth.
But as previously stated. You can just cut a sample slot in your material and us that to get VERY close. Just make sure that it’s in the same or similar material and that you are using and getting up to the feed, speed, and pass depth you plan to use. Worst case it will be slightly off by the deflection if you are pocketing with a step over.
Hope that’s useful. Let me know if there’s something I can help with.