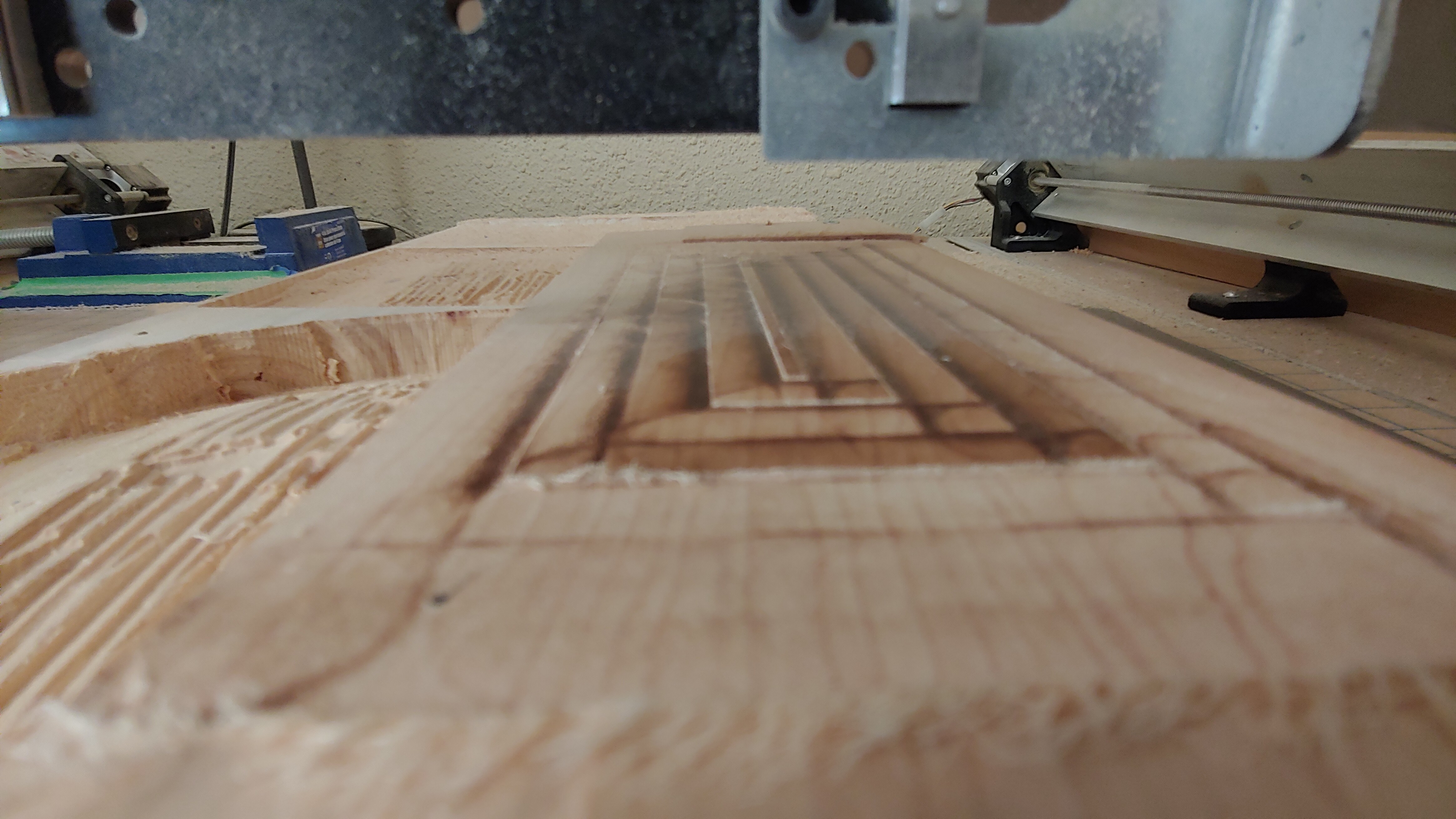
I have suddenly experienced a “stepping” issue with the levelling cut I made this morning. Hopefully the images can convey the problem better than i can explain.
Its taller in the centre, and steps down as the carve process proceeds to the outer edges of the carve. (I am using Carbide Create Pro, in which I draw a box around the carve area. The carving process in CCPro starts in the centre and makes progressive cuts outward to the boundaries.)
Notice the burn marks… Is it just the bit needs replacement? It is a cheap bit I found online. If its the bit however, what might account for the height variation?
Thanks for your advice!
Burning seems to be in the step-over areas and seems to glaze over. Where the wood was already cut within the previous round.
Is this some special hard wood? Burning indicates:
Too high rpm/ too slow feedrate, or
blunt cutting-edges, or
wrong geometry.
According the different leves, where is the z0? Lowering the bit to z0, is it touching the wood on the outer contours or is there a gap?
If there is no play within the LM, how tight was the bit in the collet? Could it be, that the bit is sucked in the wood?
Hmm, my first guess for loose v-wheels would be that the z-level of the contour would raise with the distance traveled. So that the glazed wood pushes the bit up, such that the LM deflectes or the x-plate is pushed up.
Here, it seems to be the other way round.
However, minimizing the play is no disadvantage, but think you could first try to lower the rpm significantly.
Thanks for the advice!
This is mystery wood, obtained from a construction garbage bin. Usually I run the router at about 18000 by default, and didnt experience any issues with most of my softwood cuts & carvings, but Im still learning.
I noticed the burn marks early & cranked up the feed by 30% more. I tried 50 but got nervous at the slight developing chattering noise, and returned it to 30% over for the rest of the cut.
I will experiment with the rpm.
Yeah, increasing the feed can also work to increase the chip load, but this also increases the cutting force the bit/router experiences (obviously if to high, the bit breaks).
At some degree a bit with less flutes is advisable (imo this includes most 1/4" bits). Then the chip load can be increased as well, while feed (and cutting force) can be reduced.