Currently waiting on my machine so in the meantime I have been working on a tool data base chart, and some starting points for Feedrates, RPM, Plungerates, etc.
While doing the math and making my chart, I forgot to ask the limits when it comes to:
Max Feedrate the motors can produce
Max RPM ( is this based on the router )
Max Plungerate
( I’m not looking to run the machine at the Max, so if you have any recommended " sweet spots " or " comfort zones " I would love to hear your recommendations )
I have seen some older posts from last year with a few numbers tossed around, wondering if anyone has any updated numbers. Like I said I dont have my machine yet and feel like I have hit a wall till I have the machine set up, so I’m trying to get ahead with things like this.
If needed, will be using carbide create with gsender or UGS to start.
@DrewBSC Drew: The default set up for the Long Mill has the max feed rate in X and Y set to 4000mm/min and the max in Z set to 3000mm/min. You can change this, of course, but some time ago, the guys wrote about issues when the X and Y were run faster. That said, I believe that some here have done it successfully. As I’m sure you have already read, the optimal feed rate is very dependant on the bit you are using, the speed of the router setting and the material.
The maximum rpm is based on the router. If you are using the Makita, its no load speed range is from 10,000 to 30,000 rpm.
Max plunge rate would, I suppose, be the max feed rate of the axis - defaulted to 3000mm/min. Again, optimal will be based on the bit you are using and the material you are cutting.
If you want to look at a commercially-available chip load chart, this one is quite good as a starting point.
Thanks for the info @gwilki this is one of the charts i’m working with to make my tool chart. Thanks for the info on the X and Y this is something I overlooked and realized I was looking at industrial set ups that can move faster then 4000mm/min when needed.
@DrewBSC You’re welcome, Drew. Yeah, it’s something that we need to keep in mind in using chip rate/feeds and speeds charts. Most of them are created for either metal working or commercial machines. We need to recognize the limitations of the Mill, even though it is very stiff. We also must take into account that smaller diameter bits flex when pushed too hard.
This guy is a bit manic, I find, but he does an excellent job of addressing feeds and speeds for hobby machines:
I run mine on the slow side, hard wood, walnut, maple, sometimes 1/8" bits, I have broken some and when one starts to invest in expensive bits it really hurts. Another plus is the cut is cleaner and less work for the finish stage, pay me now or pay me later.
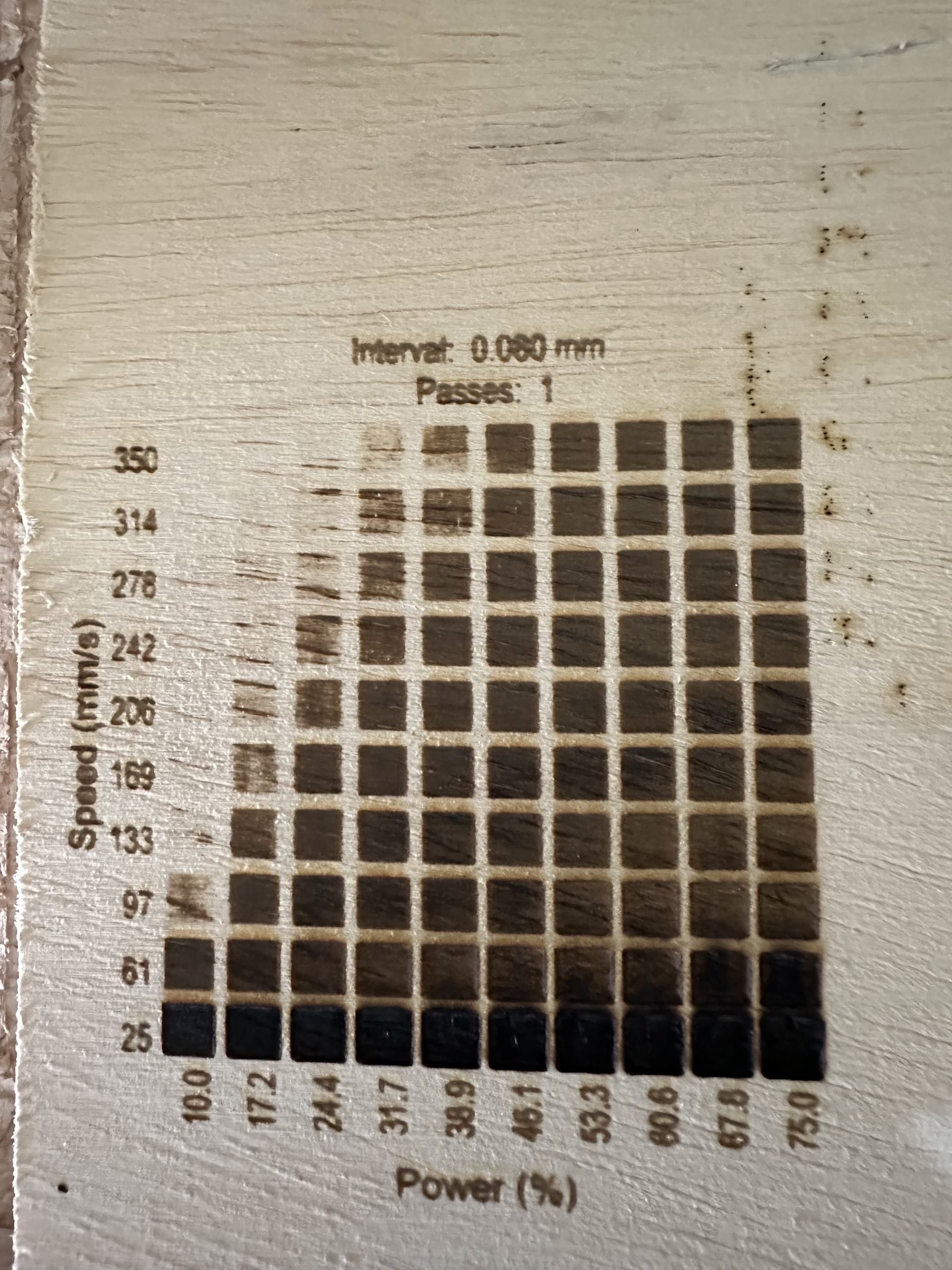
I wonder if this was changed in the last couple years, or there is a separate limit for the laser. I am right now running a material test planned to hit 350mm/sec and currently at 278. The patterns are getting lighter and lighter indicating that it is indeed running faster. My calculation says 280mm is 16,800 mm/sec.
@Scotto I’m not sure which of my posts you are replying to, Scott. If you are referring to the default max speeds of the Long Mill, they are still 4000 mm/min for X and Y and 3000 mm/min for Z. You can find them here:
specifically, the settings for $110, $111 and $112.
There is not a separate limit for the laser.
The test speeds that you are running are more than 5 times faster than the Mill can achieve. So, if you set those speeds in your test program, you will not see any difference in any of the steps until you get down to 4000 mm/min or 67 mm/sec.
I don’t understand your last sentence. You say that 280 mm is 16,800 mm/sec. I assume that you mean 280 mm/min is 16,800 mm/min, yes?
Yes exactly. And I see burn differences in the material test so not sure it is actually being limited to 4000 mm/min. I will go check my eeprom. Yes I left the sec off that 280. 280 mm/min=16,800 mm/sec
So I have lightburn in metric and am changing over everything eventually. Lihtburn does imperial but not well imo. Regardless I was contemplating a metric shop anyway since the festool domino is also driving me that way.
I still have vectric and gSender in imperial. I wonder if sending metric based gcode to gSender is letting me bypass the limits artificially. I am going to swap gSender to metric after this test run and see. The docs say 4000 mm/min max, not sure if the eeprom converts english and metric. I find this unlikely to be the cause since I am asking for 5mm squares and getting them but I should test it in case.