I finally got my new Altmill baseboard and spoilboard done. The Altmill stringers were tapped, the base board was attached to the stringers from the top. The baseboard received inserts to be used to attach the spoil board to the baseboard.
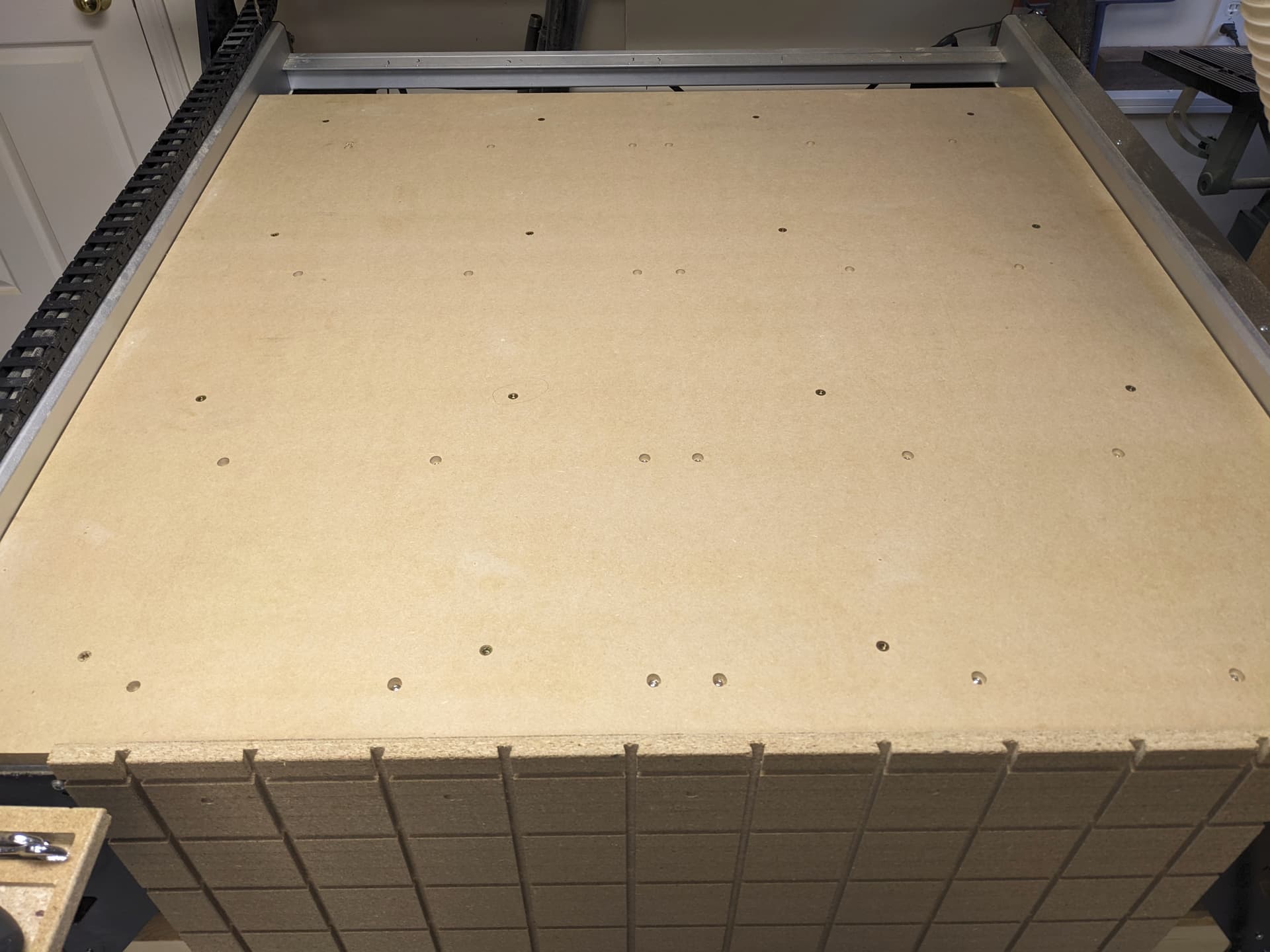
Mill base table with attaching screws not screwed down yet:
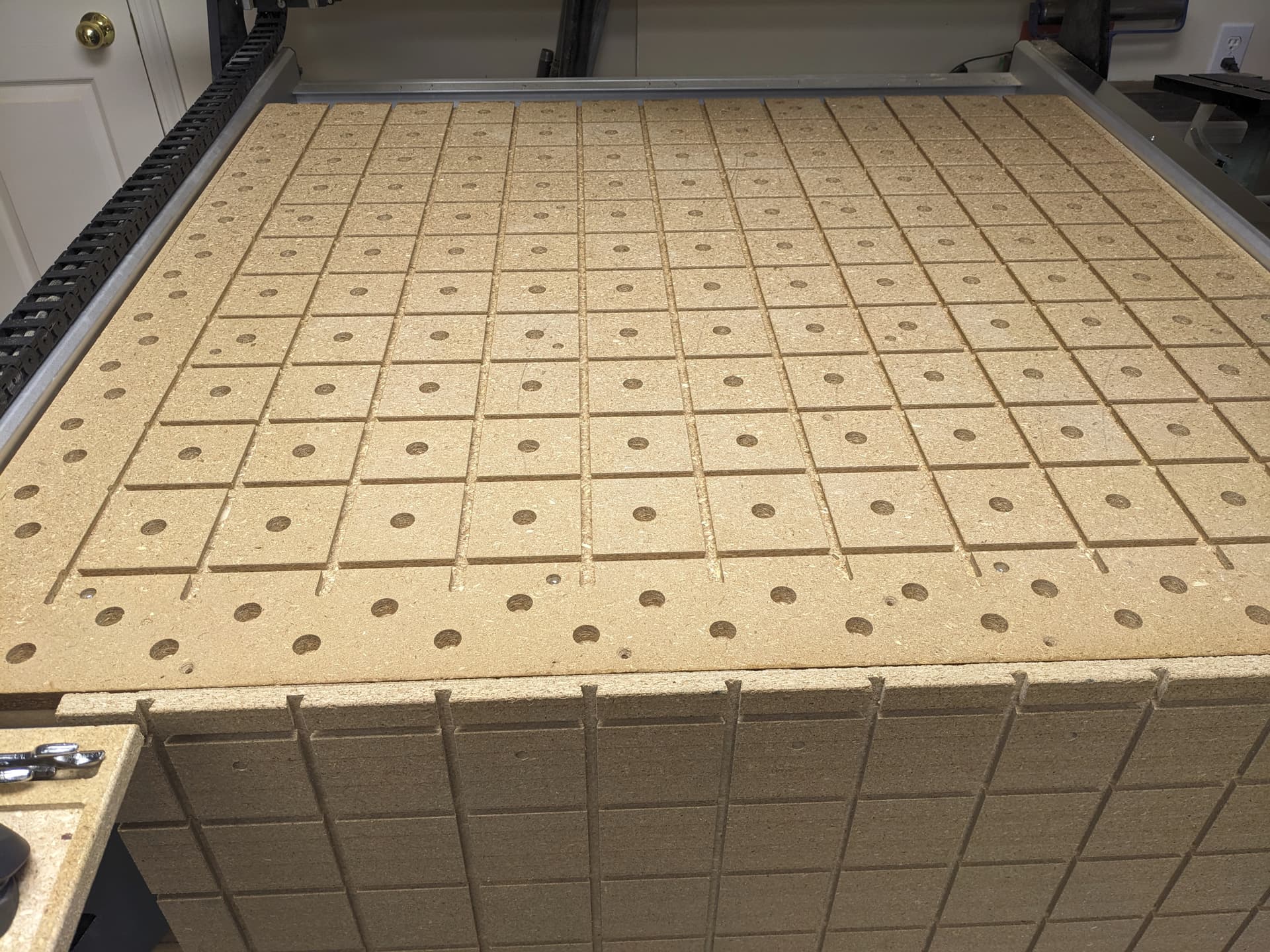
The dog holes are on 100 mm centers, they are 20 mm in diameter. The slots are match-fit slots used as an alternative to T Tracks. They are also on 100 mm centers. The front board for upright edge milling shows what the match-fit slots look like. They are basically a dovetail (but somewhat specialized) profile.
Next project will be a trial vacuum table that can be installed on top of the spoilboard when needed.
I never knew what those slots were called. Learn something everyday around here.
Are they pretty strong? I’ve always wondered how strong they are because I like the fact that they can cross. Your table looks versatile with multiple clamping options and a nice vertical section.
They are surprisingly strong but especially on MDF and particle board you can get break-outs.
The secret sauce IMHO is the angle of the slots that distributes the forces sideways rather than straight up and down like on a regular t slot. The first time I saw them at a friends house I said to myself that these will never hold (compared to a metal T track) but my friend took a chunk of wood, slid in a clamp on a table, set the wood sample on the table and tightened things up and said ‘try and move it’ …. bloody amazing
Just like with T slots, you can over-tighten things so one needs to keep the limits in mind … but the limits of these slots are not where one expects them to be.
I did some more research on exactly how strong these matchfit slots are and ran into an interesting tidbit. If you clamp a piece of wood onto the slotted table with a matchfit F clamp, you can pretty much reef on the clamp however much you want without breaking out. If however you clamped the wood in such a way that it wasn’t sitting in contact with the table (ie the top of the slot) then breakout was much easier. This makes sense when thinking about this. The moral of the story is to be extra careful when you are trying to clamp down a floating object (for example an edge clamp to hold a flat workpiece down.
I still believe that there is plenty of clamping force available, even with MDF, for what we need.
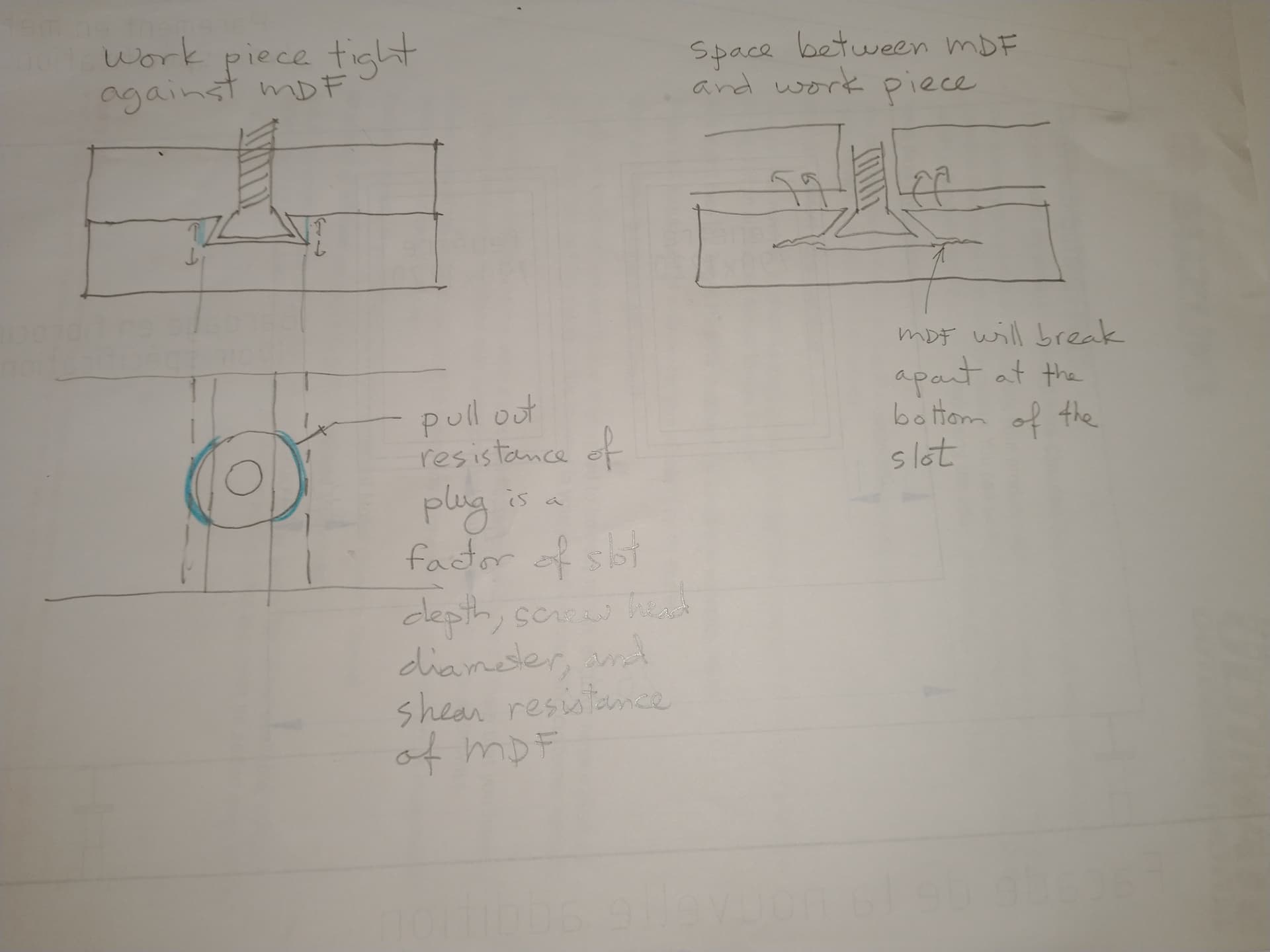
@Jens Correct. If the clamped piece is tight against the slot, the MDF won’t break apart at the screw head as the screw tries to pull out. You are essentially squeezing the MDF and your piece together. The mode of failure would be a plug of MDF that pulls out along with the screw. The shear force that holds that plug in place would be a factor of the screw head diameter, the depth of the slot, and the shear strength of MDF.
Conversely, if your piece is not clamped properly, the only thing keeping your MDF together is, well not much.
I guess it goes without saying that, if you are someone who frequently surfaces their spoilboard, the slots get weaker and weaker over time.
In my early days, I bought the kit with the longer dovetail plastic “bolts”. Back then, I was still resurfacing my spoil board frequently. I found this system to be too weak quite quickly. I ended up defeating the whole purpose of the system, by making hardwood runners. Clearly, this was silly when a t-track would perform the same function.
Now that I almost never re-surface my spoilboard, I could go back to this system, but since I have the t-track installed, I’ll stick to it.
Very nice looking! You’ve captured and explained exactly what I want to do for my spoil board on the altmill. But I’m curious, as the slots don’t run to the end of the table, how are you getting the Microjig dovetails in there?
You can’t see it but on the bottom and right end there is an expanded slot just wide and long enough to be able to ‘load’ an insert into. We are talking a mm or so wider on each side for a 35 mm long section.
There is no ‘loading’ area on the top because the slots exit and also I can’t really reach them. I decided to not put loading slots on the left side because …. well just because
Primarily for flexibility when setting up alignment points. As an example, if I wanted to set up a stock piece that was 75 mm in either x or y, it would not hit a dog on one axis because the standard dog holes are 100 mm apart. Note that the second row on both x and y is a standard pattern hole like the rest of the dog holes. It just looks a bit odd since the Matchfit grooves are not cut all the way. I could also have just used 50 mm spacing for the holes of the first row .. or 50mm for the first two holes in the front left corner for smaller stock
That and also because I could
Probably about 30 mm without checking. That was strictly based on being able to physically reach with the spindle along the Y axis and not being too close to the edge of the board on the X axis to have issues with possible break-out from pulling the dogs.
Lastly, this is just one iteration and I might do things differently if it turns out that it needs to be set up differently.
As mentioned in another thread, I am still contemplating how best to add vacuum table capability so things could change.
Jens, I have these same slots on a table saw sled. yes they are strong enough but if you crank on them the will break out no doubt The issue i can see with these on a cnc spoil board is the height of the clamps and the CNC Z cclearing it on moves. Just a thought.
I have a question for Jens on your matchfit spoilboard, what did you use as the depth for the dovetail? I have the matchfit bit and it says 3/8" which is .375" I set mine up to cut that amount after runnning a clearance path slightly less with a 1/4" bit. Everything looks great, but the matchfit’s don’t work. When I tighten them they still slide, on closer examination I can see that the wedge when pulled up sits above the surface of the board, so it’s not actually holding, but I’,m having trouble deciding if I made the depth too deep or not deep enough.
I did the dovetails after surfacing the board, so it’s not that I’ve removed anything? I also compared it to a channel that I made using the bit on my router table and the matchfit guide . The channel on the Altmill is wider and I believe sligthly shallower by like 0.1 mm which seems like a very small amount.
0.375 is the correct depth. I also started with a 1/4" clearance pass.
With the matchfit router bit you can’t actually go wrong if you cut the slot in a single pass at full depth (after your initial clearance pass with a straight 1/4" bit).
I would suggest that you look at how the slot is cut by the Altmill. Since you noticed a wider cut on the Altmill, there is something going on with the way you cut the slot. As you have noticed, a wider slot makes the wedge sit up too high.
The 0.1 mm shallower pass is of no consequence (assuming you actually mean ‘mm’ and not ‘in’ … I only bring that up because you were also talking inches for the depth of the slot).
Anyway, look at how you programmed the pass with the matchfit bit - is it cutting it in one pass? Might as well check on the first clearance pass and verify that it too is only cut with one pass for a given cut depth and isn’t by some accident cutting a bit too wide.
Additional thought: What are you telling your CAM program that you are using for a bit. The angle on the matchfit bit is not the same as the angle on a dovetail bit and it is quite possible that if you tell the CAM program that you are using a dovetail bit, that something gets messed up.
I made a custom cutter profile for my Fusion installation … having said that, if you are cutting a single pass at 0.375" of depth then I can’t see how you could be producing a wider slot.
So I actually used a match fit bit yes, and I did it at .375 depth and in one pass using easel to make the gcode. I did state the depth difference in mm as I normally work in mm, and find it easiest to measure depth with a caliper at that level. I did a pass with a 1/4” straight bit and it made I think two passes prior to the match fit pass. I told easel it was a straight bit and let it run through
Can you run the code for just the passes with the straight bit and measure the width of the resulting slot?
I don’t think that a wider cut with the 1/4" bit would result in the wedge rising above the surface of the spoil board but at this point grasping at straws is about the only thing I can do.
In any case, running the matchfit bit at a depth of 0.375" in a single pass is the right procedure. If your result is off as you describe it then I would think that something in your procedure is off.
Make sure that the depth of cut is consistent at 0.375 deep - a slipping bit might cause the issue as well.
Good luck!
Thanks, I’m going to run some other tests, in hopes the next board is better, I did just check with a gcode visualiser and the dovetail code path is 105 lines long and only does one cut per pass.
I believe a shallower depth on the dovetail would do this if I’m thinking about it correctly as the dovetail get’s wider as you get to the bottom (relative to the spindle) so the shallower you cut with it the wider the slot would be. I did notice on the Onefinity site there’s a guy who made these paths you can use for their machines and his dovetail is at .38" instead of .375" but I doubt that’s enough.
I checked the clearance passes as well in the visualiser and they all look correct two passes of a 1/4" bit should have done this correctly, the only thing I can think of is the machine stuttered somewwhere and second passes were not quite aligned with first passes and then the dovetail pass cleaned it all out. Not sure how to figure out if that’s what happened, without running another board entirely.
Yes, a shallower pass on the dovetail would show the same symptoms. I assumed that when you said that your pass was 0.375" deep that you actually measured it …
When you say “run another board entirely” - I hope you are just running a small (scrap?) piece instead of a piece the full size of the job. Practise on scrap (same thickness) until you figured things out.