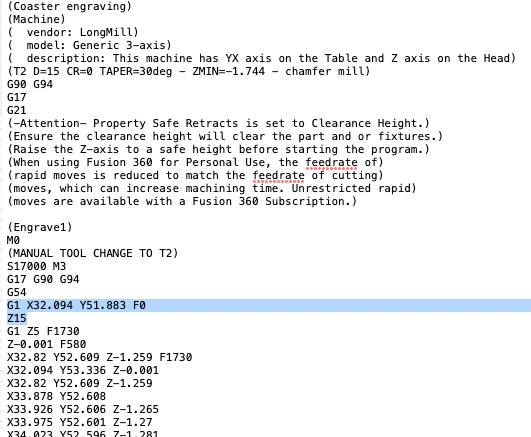
Need help…Using F360 personnal. Making a coaster using 3 distinct toolpaths: 1) cut pocket, 2) contour and 3) engrave. Everything works well except I have to edit the code for the engraving to move the “Z15” before the first XY move, otherwise the bit just goes right through the lip. I checked that my coord system is the same in design and mfg, set safe retracts to “clearance height” (not G28). Any ideas how to fix this, short of manually editing the code every time ?

@mbelleri Welcome to the group.
There are members here who are using Fusion360. I expect that you will get good advice from them.
I use VCarve, but since I’m typing anyway, I’ll offer up this FWIW. ![]()
In VCarve, I would have set XY0 to the centre of the material. I would set Z0 to the surface of the material. I would run the pocket toolpath to hollow out the centre. Then, for the text, I would reset Z0 to the bottom of the pocket and run the text toolpath. Since XY0 is in the centre, the machine would never be cutting outside of the pocket.
Instead of resetting Z0, another option is to set a start depth for the text toolpath. That way, the machine would not cutting air until it reached the pocket depth.
Thanks for the welcome and the suggestion, much appreciated and certainly worth a try.
I ran the code and - perhaps I’m not fully understanding your suggestion - but I am running into a similar situation, when I move to the 3rd operation (outside contour of the coaster). Router bit starts in the center but doesn’t lift in Z before moving to the outside perimeter, therefore it goes straight through the coaster lip. In an ideal world I would figure out how to set up Fusion such that the bit is always raised to a safe height at the beginning of a given tool path, before any move.
@mbelleri You aren’t misunderstanding. I messed up.
You are correct in saying that you should set up Fusion so that you have a safe Z height set that will ensure that the bit will pass over the edge of the pocket.
To use my VCarve process - relevantly this time, I hope - I would set Z0 at the top of the material to carve the pocket, then Z0 at the bottom of the pocket to carve the text. Then, I would set Z0 back to the top of the material to do the profile cutout out. Even if the last toolpath started with the bit at the centre of the material, it would rise up over the top of the material to start the profile cut out because Z0 was now set at the top of the material and that is where my safe Z refereces to.
As I said, I’m sure that someone here using Fusion will be able to better advise you.
Thanks, I appreciate the help. I’ll let you know if I make headways.
Finally found a workaround: before starting any job, I raise the Z high enough to make sure it won’t collide with any surface while it moves rapidly to the first xyz point for machining. Seems to work, just a little disappointed that F360 is not smart enough to program that move systematically. Too easy to forget ![]()
1 Like