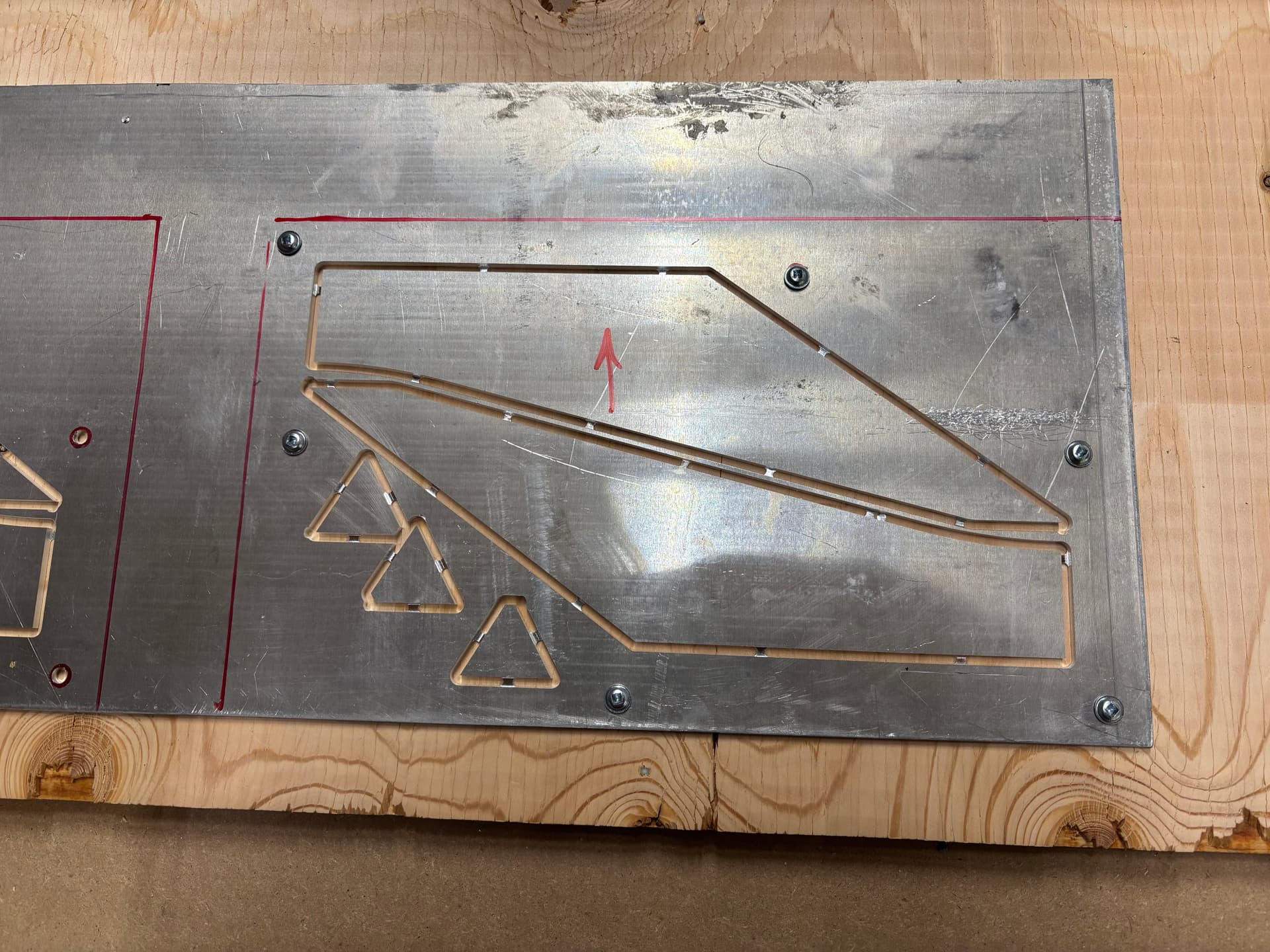
First project with the Altmill. I wanted to test profile cutting aluminium sheet as a proof of concept for larger projects. I do a fair bit of machining on VMC’s at work, but this was my first time using a CNC router. Goals for the project were to avoid coolent, have minimal time into work holding, and not get chips everywhere. I’m hoping to use the Altmill with both wood and aluminium and being able to switch back and forth easily is a must. Very pleased with how things turned out!
I just used the 1/8” single flute endmill from sienci as it was the only single flute endmill I had. Slotting 1/8” 6061 with ~ .014” DOC at 22k RPM and 24in/min which translates to a chip load of a little more than .001”. I used the standard dust boot with no additional compressed air or coolent. Took a while, but had decent surface finish for the purpose. These were
first cuts and by no means optimized, but I thought it might help as a starting point for someone. With some experimenting I think both the surface finish and time could be much improved!