Hi Bill. Further to the discussion above, I thought I would add a couple of images to illustrate the general direction of my thoughts.
Holding the stock workpiece so that it stays where it is has been put is the primary reason for considering how we hold the workpiece. Another part of that requirement is to hold the piece firmly so that when it is engaged by the cutter, that the forces generated to remove material from the stock do not shift the workpiece out of position. Subsidiary considerations will be acceptably smooth finish, tool life preservation, machine rigidity and working tolerances.
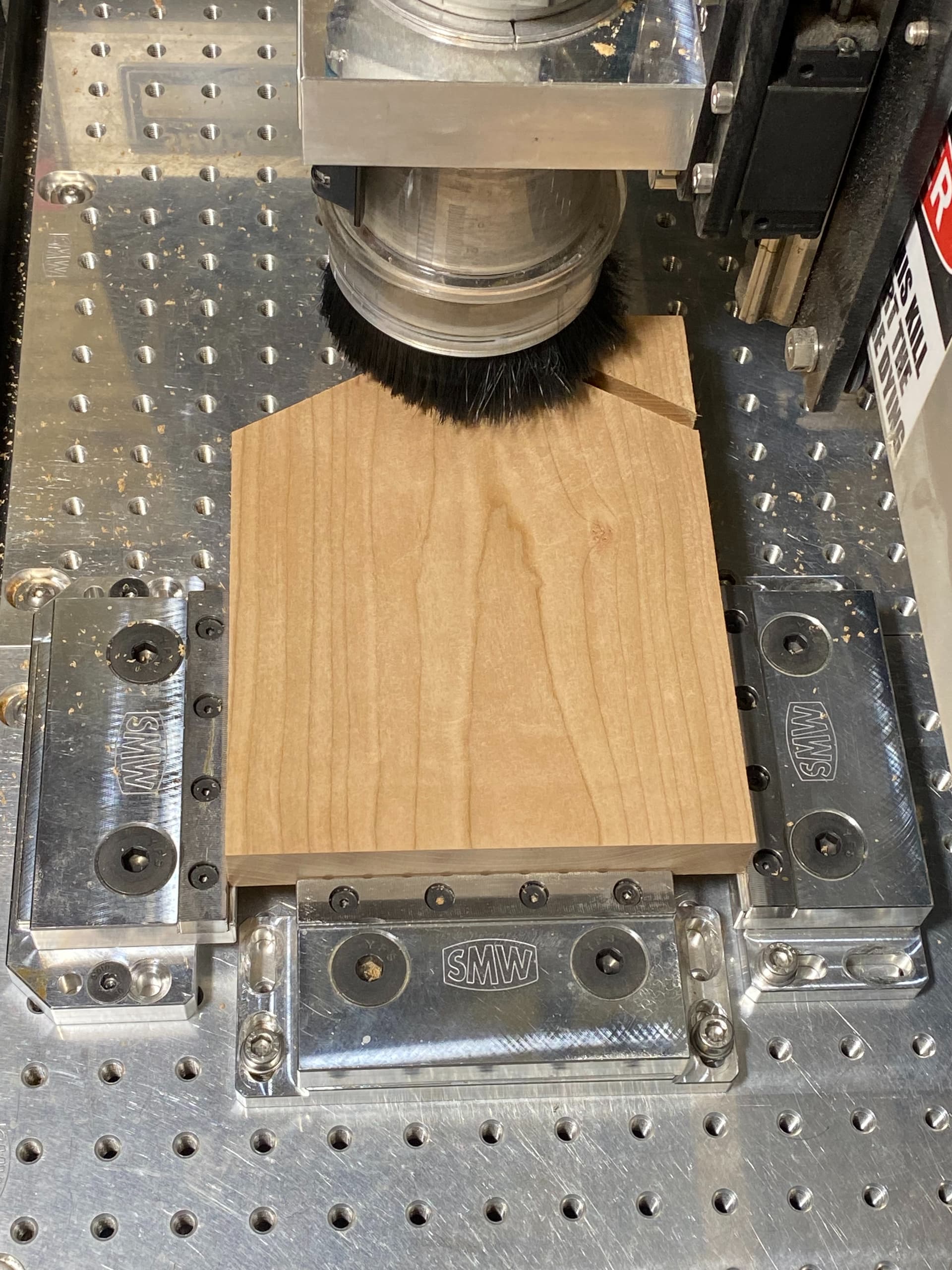
The image below shows three sided work holding while milling a 6.35mm (1/4") slot to remove a 20mm (0.787") thickness of stock at a 60° angle. The wood is Cedar. Please Note: I do not routinely recommend three sided holding for milling, especially when undertaking slotting operations, but you can see that this was an effective strategy. The modular vice half at the bottom of the image is a movable vice and it was used merely as an end-stop.
The vice on the right of the image is also a moveable vice that can move roughly a centimetre when the bolts are loosened. The vice on the left of the image is a fixed vice and the image shows how it differs from the moveable vice. The vice on the left is fixed into its position by two M6 countersunk bolts. The vice on the right is held in place by two cap head bolts. When the bolts on the vice on the left are loosened by half turn of each countersunk bolt, the vice can be moved about a millimetre. I use a technique that loosens the fixed vice by one millimetre and then I push the movable vice against the workpiece (which pushes against the fixed vice) .
I tighten the movable vice in position and then tighten the fixed vice in position. The countersunk heads of the bolts serve as an impromptu vice centering mechanism and pull the fixed vice tight up against the workpiece. The serrated jaws of the vices are 5mm (0.196") deep and the workpiece rests on a 1mm (0.039") wide ledge. The workpiece is held firmly. I always tighten the bolts using a torque wrench set to 5 Nm. This preserves the threads in the baseboard by applying a light, consistent torque to the bolts.
The following image shows a simple clamp setup. There are eight clamps used even though less would hold the workpiece for laser engraving but this was set so that two pair of clamps were never undone. I had quite a few of these pieces to engrave with different images and this was my method of ensuring all of the images were central on the workpiece. The workpieces were changed after each was successfully engraved. The clamping surfaces were fixed below the level of the workpiece so that the laser could pass over them without damage. My laser operates at a distance of 3.175mm (1/8") from the workpiece so not hitting clamps is always a consideration.
The arrangement of threaded holes permits me to do other jobs in the middle of any particular task and then come back to a job and know that clamps or vices will be set into the positions that they were in previously. My growth in CNC work has seen many different types of operation. These have been supported by being able to hold the workpieces in any number of variable configurations; which are reproducible, stable and rigid.

I hope this is useful information.