I am happy to report that I successfully tested a prototype box that will be the basis for any drawers I will be making. The box is based on mortise and tenon joints and 3 out of the 5 sides (4 sides and bottom) are machined double sided. I am not attaching a picture because of two things:
Who knew that an up cut bit is likely to pull out/up the stock if it isn’t secured enough (this is a rhetorical question in case this isn’t clear). I think I will be standardizing on a downcut endmill for the vast majority of my work.
If you are machining with a 1/8" (or anything small) endmill and your stock moves, you better have another endmill handy.
In other words, although the concept worked, the end result in this particular instance was not pretty
I also figured out that, at least with an up cut endmill, if you try to trim the tabs off in the very last pass then things will not go well (at least I didn’t break the endmill) … double sided tape or a belt sander is your friend.
Those are all good lessons that I learned the same way!
Remember to use ramps on those down cut bits. They seem to last longer when they don’t make smoke. I’ll give you three guesses as to how I learned that!
I’m not sure about that but I’ve learned that plunges are hard on down cut bits because the bit is trying to push the chips down into the cut. So when you do a straight plunge into the material there isn’t any place for the chips to go yet and it creates a lot of friction. With an up cut the chips get carried up like a drill bit so plunges aren’t so bad for them. That’s my takeaway on plunges.
@_Michael, when you set up for ramping, what figure do you use for the entry angle? Fusion defaults to 2 degrees which is probably OK for machining metal but it is way off for routing wood.
Well you could use trigonometry but I know that if go down at 45 degrees then you go 1 vertical for every 1 horizontal so if you want to go 2 horizontal for 1 vertical that would be 22.5 degrees. Vectric uses a distance instead of degrees, maybe degrees is an option, I can’t remember, so I’ve never really thought about it much.
Thinking about it I probably use way less that 22.5 degrees because my rule of thumb is 1/3rd the bit diameter equals depth of cut. I use 1/4" and 1/8" bits the most so it’s 2mm for 1/4" and 1mm for the 1/8" because I round down and prefer to use metric for everything even though I live in USA. I can’t remember if you have the AltMill but there is no way that I could use a decent feed rate with a 1/2" deep cut with a 1/4" bit.
As far as I know depth of cut doesn’t affect chip load so in order to make decent size chips I need to use a shallow cut with a relatively fast, for my LongMill at least, feed rate. Any time I’ve bothered to check some chart on chip loads I can never go fast enough to reach what they suggest.
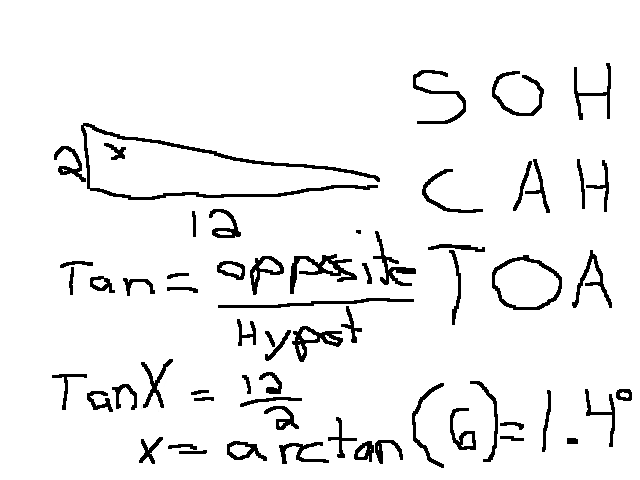
That’s a little of topic maybe but if your looking at ramp angle then depth of cut comes into play. So using some trig I guess a lot of the time I’m going 12 horizontal and 2 down arctan(12/2) = ~1.4 degrees down. So 22.5 is way more aggressive than what I use. Sorry about that.
EDIT2: Well actually that is wrong in my diagram, we need the the angle above the X and the 1.4 was in radians not degrees. 1.4 radians = 80.21 degrees. The angle above X is 90 - 80.21 = 9.79 degrees. And if you use the right equation from the get go it’s arctan(1/6) = 0.16514867741462683828 radians = 9.46232220802561739114 degrees. The difference is because the 1.4 was 1.40564764938026978095 before I rounded.
So I’m using ~9.4 degrees down. Wow, what a mess I made of that, I really am a madman, but I got there in the end. I hope…
LOL … thanks for the laugh
I ended up playing with Fusion and I end up with around 5- 10 degrees based on the tool path shown.
I also use 1/8 and 1/4 but my rule of thumb is to go 1 diameter maximum for depth of cut (Altmill) so 3 and 6 mm respectively. As long as the work piece doesn’t come loose (I will learn eventually), everything seems to go good at those cut depths.
Yeah, the AltMill is a beast from what I’ve seen, quite a step up from the LongMill. I’d probably hurt myself with it. That’s what I tell myself anyway because I can’t afford one.
Oops missed your post but yes tangent is opposite/adjacent. I wrote it wrong even after writing sohcahtoa. the toa is tangent = opposite/adjacent if you haven’t heard sohcahtoa before. I learned that to help remember in school and never forgot.
Anyway at least I used the right numbers albeit for the wrong angle. ADHD, derp, sometimes my brain goes 1000mph in 10 directions and I make silly mistakes.