I have a Longmill MK2 48x30 with inductive sensors installed on it. I use Vectric Pro to create projects for it. I’m using Windows 11. I have used it successfully for almost two years on scores of projects.
I want to be able to make some 2” threaded wooden screws for a workbench. To accomplish that I ordered the Sienci Labs VORTEX with the closed-loop motor and upgraded to the SLB. I installed them carefully following the online instructions, such as they are.
I have tried – in earnest – to get the Vortex to work with my CNC using GSender & even resorted to trying all 80 versions of Edge (at least five times each) to no avail. At this point I’m quite ready to toss the vortex in the trash, sell my Longmill for scrap and buy something else that just works.
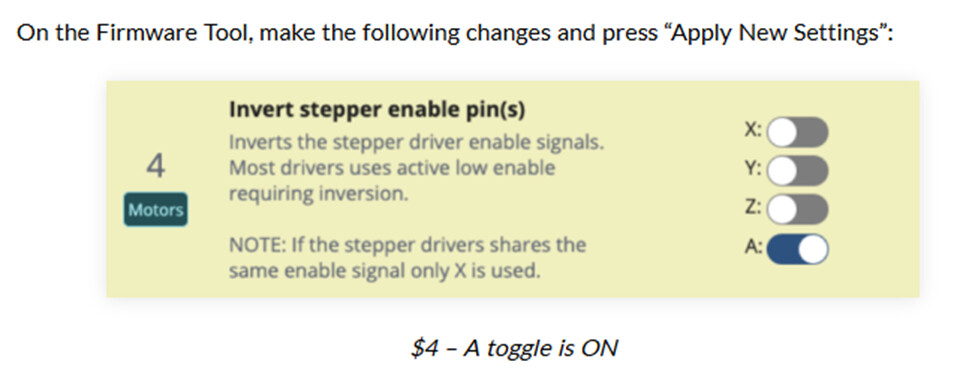
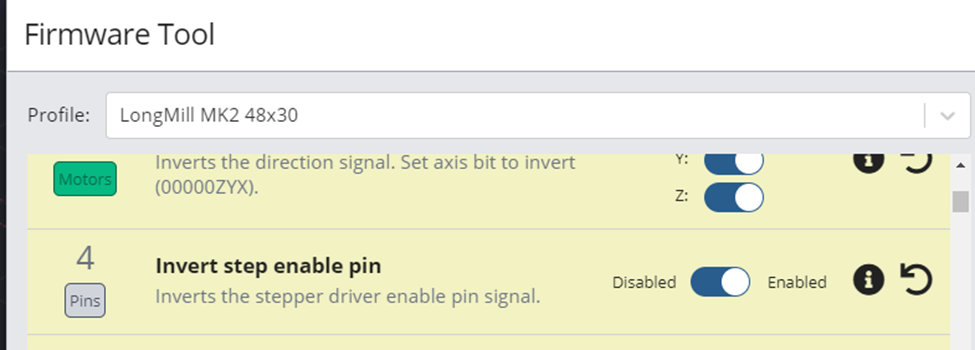
The first issue I have is the online videos and instructions that reference options in the GSender firmware are NOT the same as my version of GSender (1.4.12). For example, looking at the firmware settings shown on Sienci’s instructions for settings using the closed loop motor under
-
Option 4 – “Invert stepper enable pin(s)” has options for the X,Y,Z,A (however my version of GSender only has one option – on or off.)
-
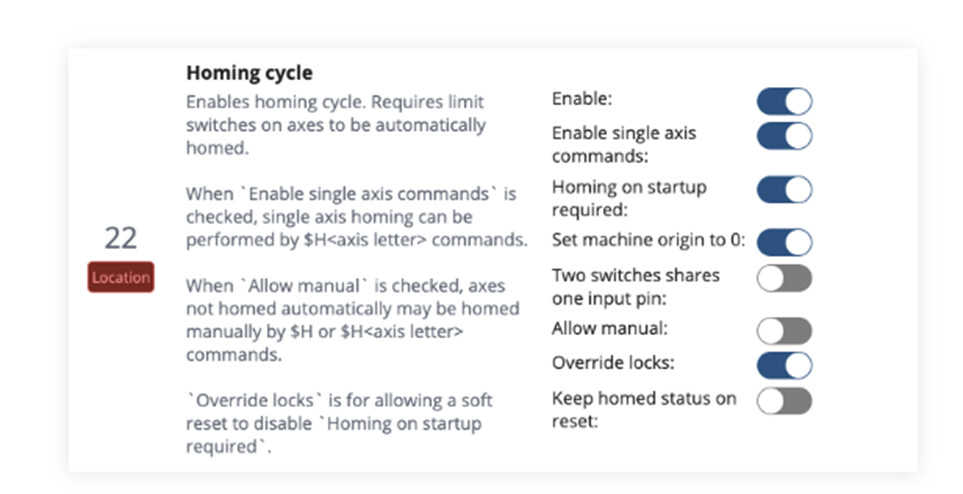
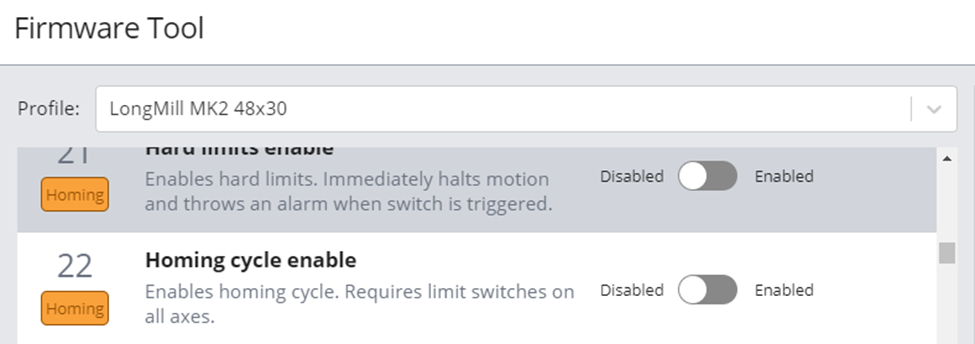
Option 22- “Homing cycle” shows eight options in the instructions. (My version of Gsender has just one – on or off.)
-
Option 37 – “Steppers deenergize” shows options for the X,Y,Z,A axis (my version of GSender only has one option – on or off.)
Resetting GSender to the “default” settings for my Longmill just seem to make it worse – nothing works right. Some of the instructions say to use Edge, while others show what appears to be just the stable version of Gsender. Which version works?
I have tried to adjust the settings using GSender but only get erratic results. Sometimes I can get some parts to work, others not. For example, trying align the “Y” axis will often just jam the bit into the vortex head after touching it – and yes – the probe connections are in & working. And then, sometimes it doesn’t. Sometimes it locks the X axis out, sometimes when I rotate the A axis, it moves the CNC along the X axis and then getting the Y axis realigned won’t work. Other times it just locks up all the motors and nothing will move. It’s worse trying this using Edge.
I feel like have done my due diligence trying to make this work as instructed with no success. I have carefully gone over the software and hardware instructions MULTIPLE times. I have tired starting from clean installs of GSender, and attempted to follow every single step in the instruction videos over and over. I have checked my hardware settings (correct dip switches, plugs in the right slots, etc.) at least 200 times. At this point I have no clue what I’ve done wrong.
What I would really appreciate are several things:
- A Line-by-line “default” firmware setup in GSender for the Longmill MK2 48x30 that will actually work with the Vortex – something I can save and revert back to. I mean EVERY line, not just 4, 22, 37, etc. (or the same for whatever version of Edge will run the Vortex on my Longmill.)
- What settings I need to change in the firmware using GSender 1.4.12 when switching to the Vortex (or the same for whatever version of Edge will run the Vortex on my Longmill.) I don’t trust the online instructions because they contain options I cant see.
- Any other secret batcode g-codes needed to make it work (not including the $103 = 79.012345679)
At this stage I’m totally open to suggestions. I really want this to work. I’m just not optimistic at this point.