Hey Chris,
Couple questions on the longboard and UGS that may help this:
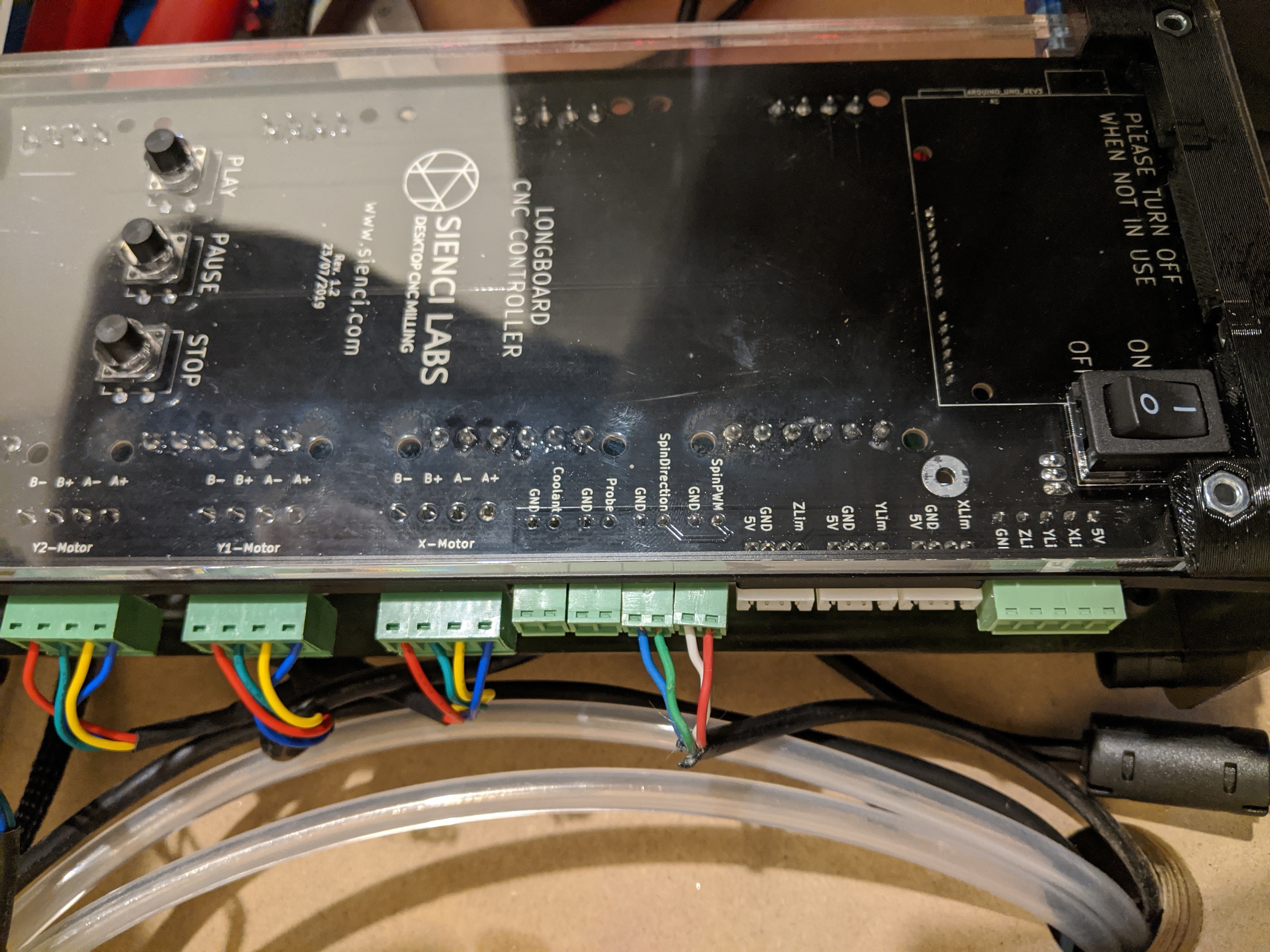
- Can I wire the longboard SpinPwm directly to the VFD? I currently have it wired the following way:
Red wire: Longboard SpinPwm → VFD VI terminal
White wire: Longboard SpinPwm Gnd → VFD ACM terminal
Green wire: Longboard SpinDirection → VFD FOR terminal
Blue wire: Longboard SpindDirection Gnd → VFD DCM terminal
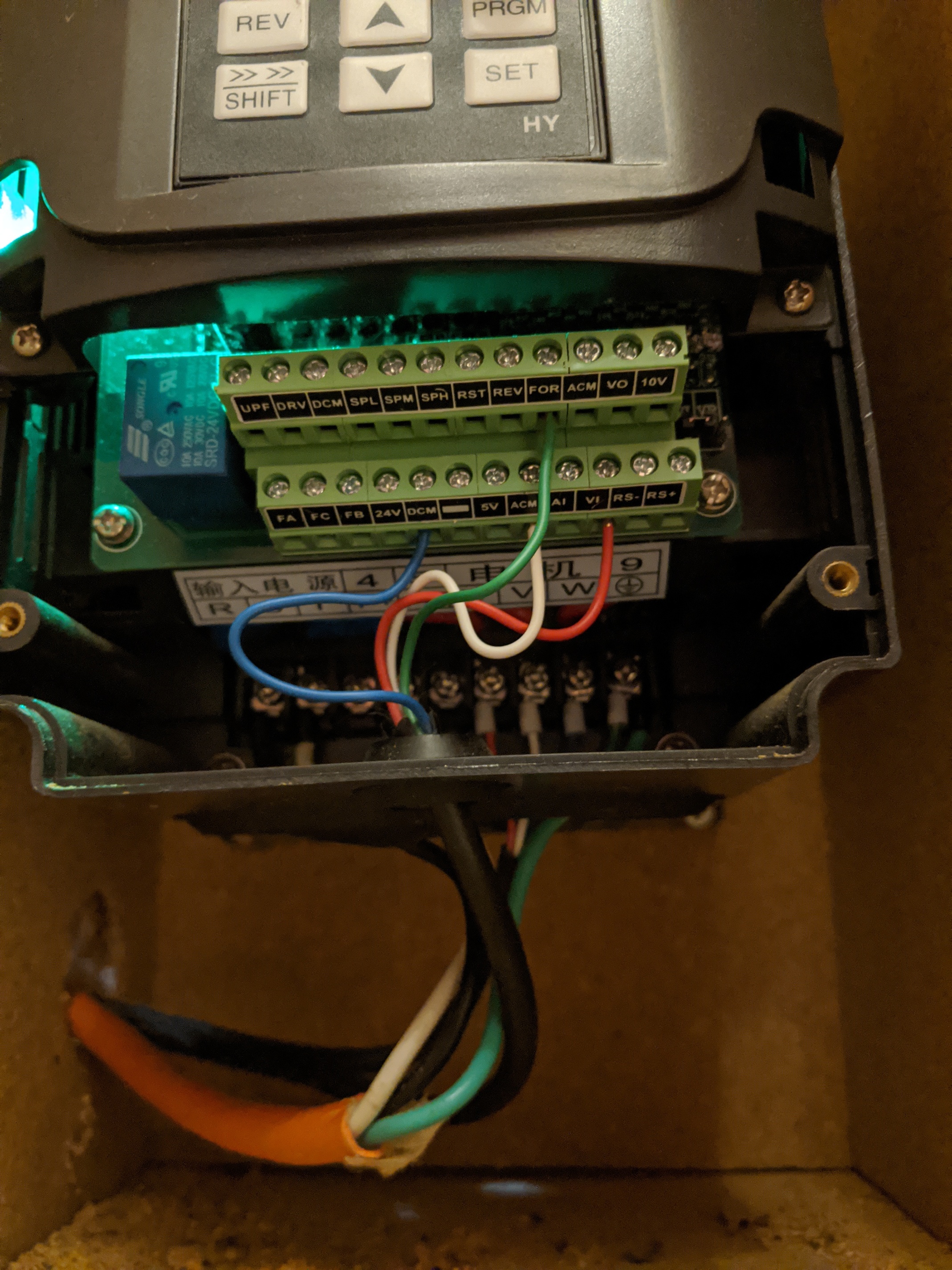
VFD Program Settings Specific to external commands:
- Source of Run Commands: External
- Source of Operating Frequency: External
- Input Voltage Power: 5V
- FORward: Turn Spindle ON from external Source
-
Does UGS M03/M05 command send a power on signal to SpinPwm output? If so, I’m guessing it is a 5V signal at UGS max spindle RPM setting? I’ve set my spindle up on UGS for a max RPM of 24,000 but the votage on the SpinPwm seems to max out at 2.6volts.
-
Spindle Direction command: how do I send a spindle Direction command to the longboard through UGS? I currently have that as my trigger for turning on the spindle with the FOR terminal, however using a multimeter there is no voltage coming from the Longboard terminal when I turn the spindle On/Off in UGS.
-
Lastly, and maybe this is where I should have started, is there a wiring diagram / manual for the Longboard, or documentation on it’s integration with UGS?
Thanks for the help in advance.