I’m old too but switched to gSender from UGS and haven’t looked back.
https://forum.vectric.com/ is another great resource for Vectric related stuff. I’ll tinker with this file. Did you “project onto”?
2 Likes
@W.g Thanks for that, but without the .crv, I can’t see any of the settings you used.
Has this particular file ever worked for you? I used that same file from SandyEggo quite a while ago. It needed quite a bit of cleaning up if I recall correctly.
I didn’t do it on a dome. Did you bring the dome in from Vectric clipart?
In your toolpaths, did you project them on to the 3D model?
What happens if you go to Z zero after it happens? Or at least touch down on your worksurface (should be 0 - unless you zeroed from the spoilboard).
1 Like
I did bring the dome in from clip art, yes. The sister model of the Marvel characters worked wonderfully, first time - everytime. All of the toolpaths are projected onto the dome.
About an hour left on the current carve and it’s looking good. It got past the area where it kept fouling up. I slowed the feed to 40 and the Z travel to 30. It was painfully slow but successful ( so far ).
I’ll send a pic or two when it is completed, thanks again.
Wg
1 Like
When I went back to zero, it was about .4 inch lower than the original Z zero.
Wg
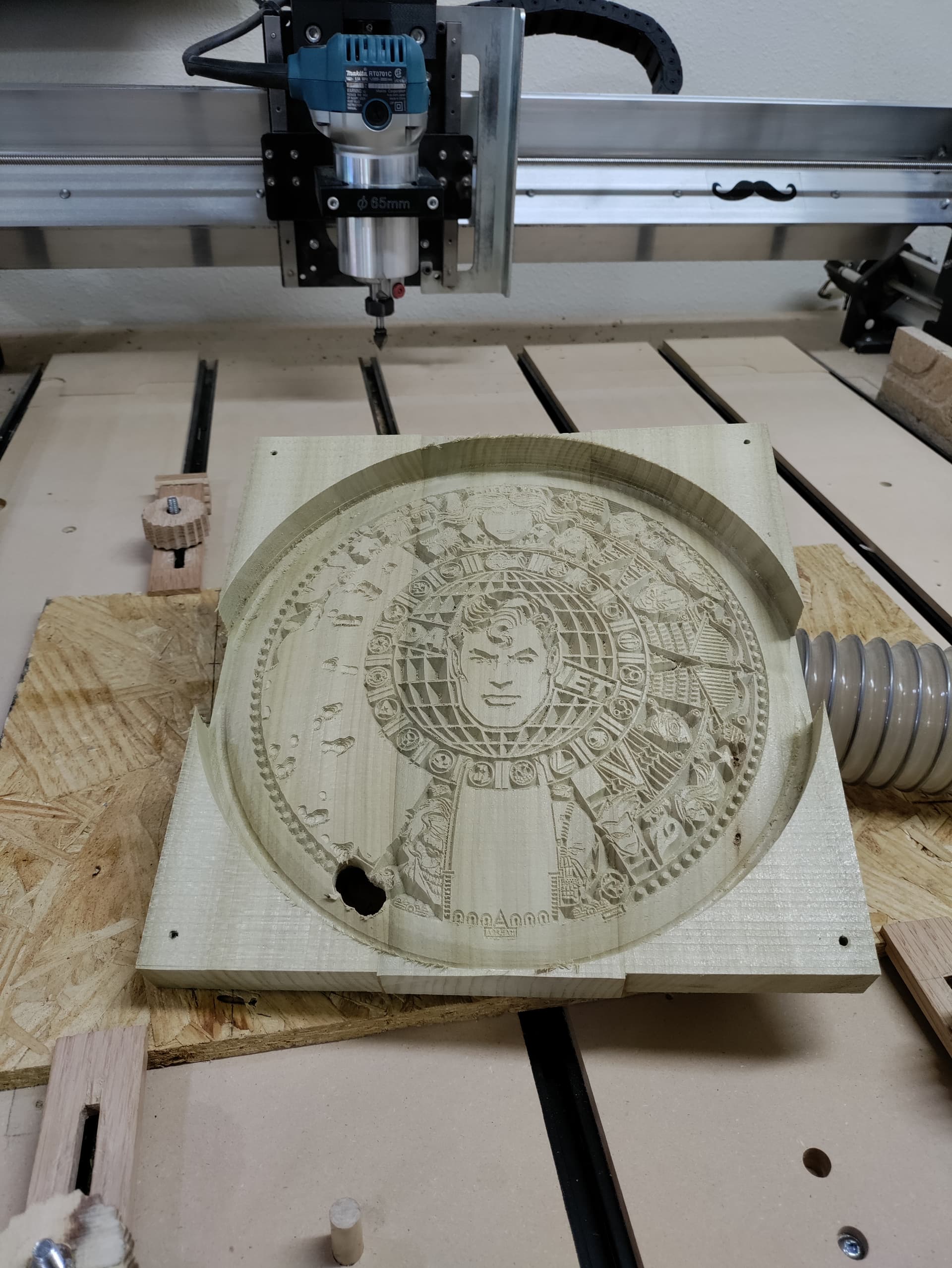
Another attempt another fail - in a whole different area of the carve however. Now I’m a little insecure about trying to carve anything on the machine.
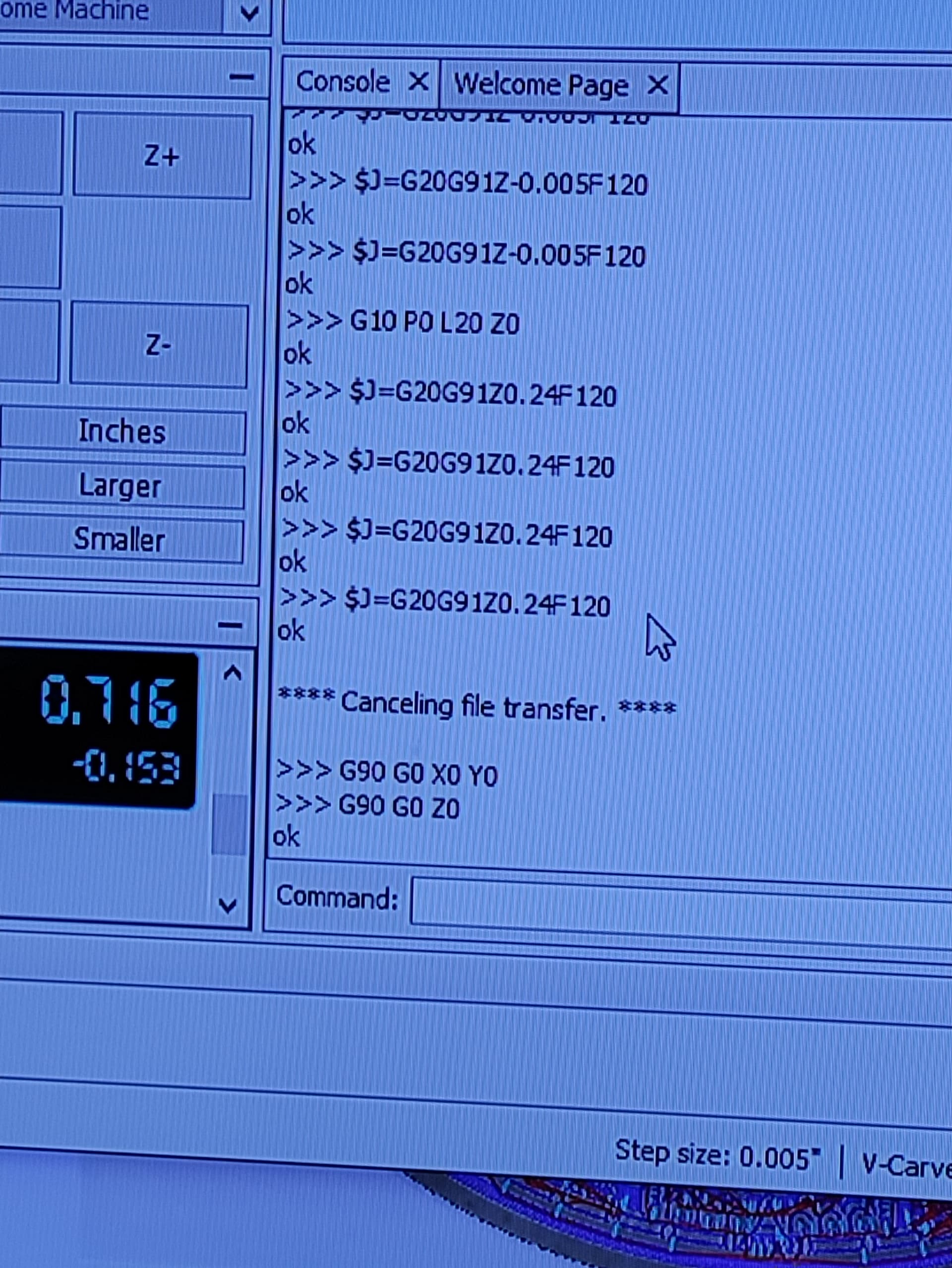
At the point it failed, I was watching the carve closely. there was no hesitation - no hit a stop, just went straight down as far as it could go and tried to continue to carve at that level. I included a pic of the command screen where I thought it went awry. it might be useful?
Again I hesitate to carve anything -
Thanks to everyone who pitched in to help with this problem, but let’s close it for now and I’ll post again if I continue to have the issue with different projects.
Wg

1 Like
My Z axis blew up yesterday by diving into the project. Eventually found that the little bearings in the linear guides were jamming on the up-move for repositioning (which threw off 0) then diving and dying. Had to remove the drive screw to find that the carriage was not moving well.
Can you send a pic of what you’re describing. I hope you get it squared away. I’ll take a close look at the linear guides tomorrow… Thanks for the tip.
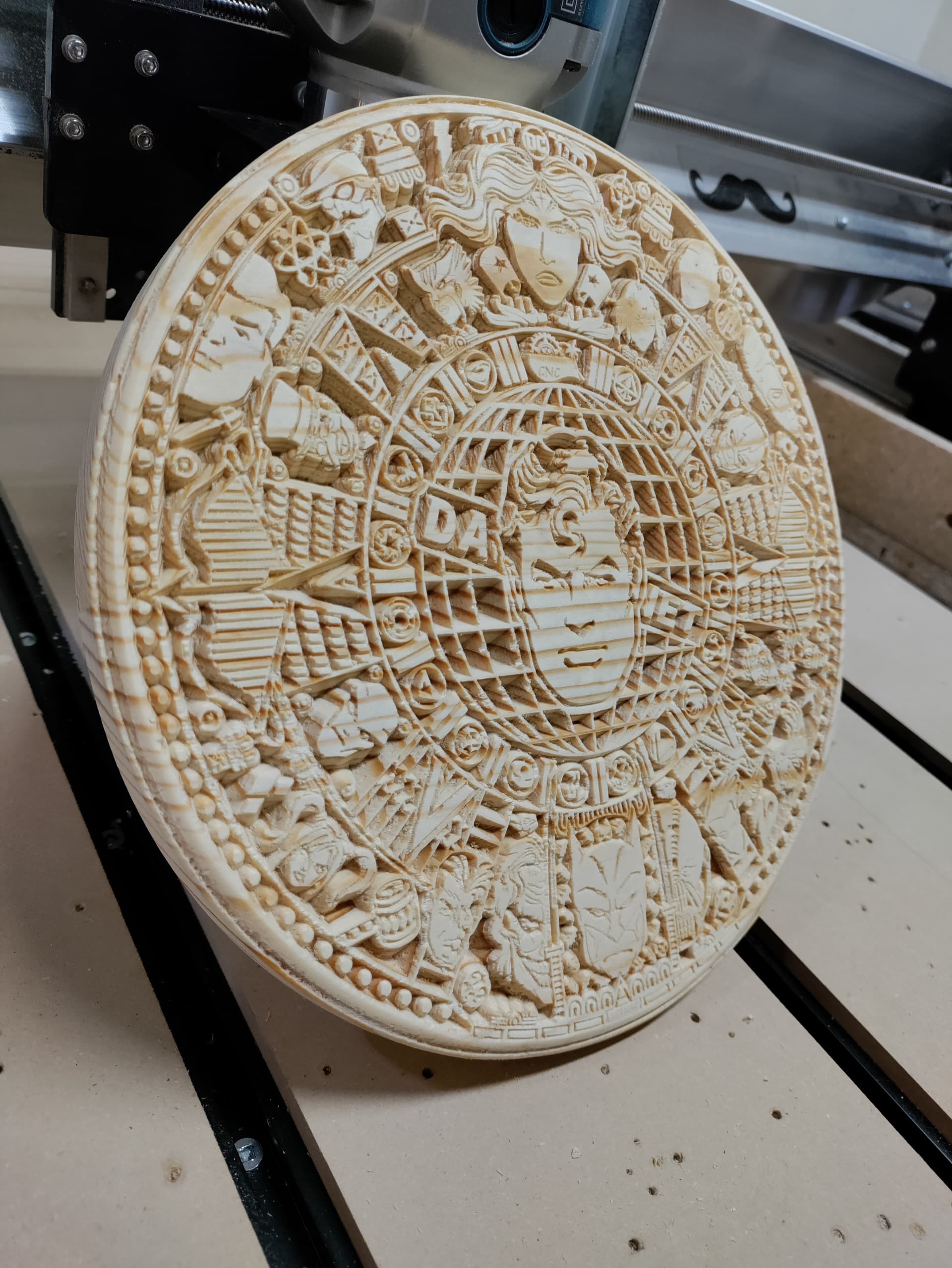
I was able to finally get a good carve, but it is not domed. It’s just flat and plain. I was really hoping to get it worked out… I am trying Gsender to see if that helps too.
Oh well, I’m not done trying yet!!
I’ll send a pic tomorrow, can’t from cell phone.
Wg
Like I said - boring and flat, BUT it carved… Sorry about the heavy grain, I used some pine that is cluttering up the shop. I set up Gsender and will try a domed carve again.
I did check over the linear rails and they seem to be okay - but it is something I’ll watch.


Y’all have been a great help - thanks again!
Wg
@W.g , Wally I understand your predicament, i have been dealing with axis issues lately and it is sad to have those seeds of doubt planted. Sorta breaks the bubble. Keep at it and hopefully you’ll get it resolved. Long ago i stopped the intial carve on good wood, a nice walnut glue up just kills me. I use 1/4" mdf to test.
You’re wise beyond your years! I’d had success with a similar project and in my haste, I just went ahead and ran it like a finished product. Not again…
I’ve been following your trials and tribulations as of late. Man, you’ve got to be thinking twice about even turning the lights on in the shop - let alone powering up your longmill.
Keep after it, and I will too. I wish I could help you out but sometimes I don’t even understand the questions so the answers escape me.
Cheers and good luck,
Wg
There has to be a cause for this unexplained/seemingly random failure in the carving - saying that is easy, finding it is the challenge! The machine is a combination of only a few factors that make it move reliably, or which might be ‘exceeded’ and cause it to move unreliably;
The design .CRV/.gcode/.nc file contains the error. This can be proven or discounted through the helpful folk on this forum, through looking at the carving in the gSender viewer, NCViewer, or similar. The helpful feature in NCViewer is that you can click on a ‘trace’ in the 3D view and it will show you the line of gcode it represents - that may help and it may just be gibberish to look at.
You are exceeding the movement limits of the CNC. For example, asking the Z to rise or descend by more than it physically can, result in it losing ‘reference position’ and then plunging too deep when it next descends. Often you can hear this as a juddering where the machine fights against hitting the end-stop, but sometimes it isn’t obvious. Examining your job setup, seeing what ‘headroom’ you have will go a long way to answering this.
Workholding being loose means the stock can move around, or upwards. I think this is likely to be quite visible if it is happening.
The cutter is not tight enough in the spindle collet. Cutting forces can pull or push the cutter up and down, and if it slips you have again lost ‘reference position’. One tip I saw was to draw a pen mark on the cutter shaft where it enters the collet, so any movement is immediately visible.
The machine needs servicing. The linear rails are not moving smoothly (need oiling, are out of alignment, have dinks or nicks), the couplings between the steppers and the ball-screw shafts are loose, if you have belt drive it might be the ‘cog’ on the stepper is loose and slipping, the belts are worn/damaged, or the ball-screw/anti-back-lash nut is very loose or damaged, Vee-wheels are damaged or loose.
The machine has intermittent wiring. The controller does not know if the steppers or gantries actually moved, it just knows it asked them to move. If there are intermittent wires it could result in missed steps. Finding such intermittencies is a detective game, coupled with a good deal of patience - get the machine to move and wiggle wires, rinse and repeat until something happens or until you are satisfied this isn’t happening.
You are losing steps. This can be caused by cutting too deep, too fast or both, or having an inappropriate spindle speed (too low) for the feed rate you have set. It can be caused by hitting an unusually hard area of the wood, but less likely. There are some very helpful charts or spreadsheet tools that you can look at to understand feeds and speeds - I have a very simple spreadsheet that I use to give me the right ball-park for a tool, chipload it ideally wants, and what feed rate will give that for a given spindle RPM - ask if this would be a help. Vectric’s default tool suggestions may cover a wide range of machine types, and as a result might be too optimistic for your LongMill’s capabilities. This forum is also a great source of ‘in practice’ advice too.
You have an intermittent USB connection from your PC to the CNC. This could be loose wiring, dirty contacts or perhaps electrostatic discharge. Static can be a hard one to eradicate, and there are many entries in the forums on just this - but in essence you have to think about where static could build up (vacuum hoses, spindle to vacuum coupling, gantry to chassis if not bonded together etc), and consider safely bonding them together with copper wiring and/or adhesive copper tape. My machine has the Y rails bonded to the X gantry with a wire fed through the wiring chain, and again from the X gantry to the Z slide, and again from there to the vacuum hose via a slide on connector to a wire that is ‘stuck’ to the vacuum coupling with copper tape, and the hose itself is a static dissipative type with a copper wire spiral along its entire length
[Edit: You have a failing stepper driver on one channel of your controller PCB. Swapping axes can help diagnose this - the fault swaps to the other stepper, suggesting it is the driver. If the fault doesn’t swap, it could be wiring or it could be the stepper itself. Steppers do fail, but from what I gather that is rare]
Were I having the issues you are seeing with destroyed work, I would start with the less complex issues and work my way through them - check the machine thoroughly, have someone check your .C2D file or .gcode file, look to see if your speeds and feeds are way off recommended settings, take a good look at your collet/tightness and how secure your work holding is. If it’s none of those, then wiring and static might be the cause
2 Likes
@Bill and @W.g , I’d be curious if you guys aren’t having the same issue but on different axes, thus they present differently but if you think about it, it’s pretty much the same. There must be a way to test the board, right? This is admittedly my weak point.
Digital systems generally tend to work or fail, not ‘degrade’, aside from things like thermal shut-down (eventually something overheats and something stops working). Given that the Stepper Driver electronics is an inseparable part of the LongBoard controller, it is difficult to imagine a useful experiment to help isolate the issue that isn’t fraught with its own difficulties.
I suspect the biggest issue is that the ‘fault’ doesn’t appear until some hours into a job… if someone happened to have a spare, brand new controller PCB that could be swapped out… and the time and inclination to experiment…
It’s a very difficult topic to unravel. Something is clearly happening, there are pictures that describe that. Everyone in the discussion, myself included, tends to have a point of view that may be assumptive or missing something obvious - something that the Sienci support team will be expert at picking their way through to establish what is likely to be the root cause.
1 Like
Now, what about something like mentioned here:Link
Mind you, I’m well out of my element here. I have a user level understanding of electronics. I can use diagnostic equipment and swap components but have no real circuitry knowledge. I do like troubleshooting though, and like to think that confirming a problem beats shooting a " parts gun" at it whenever possible.
My LM is due 2/8 and while I hope it runs flawlessly, I also like to build a knowledge base of possible problems and troubleshooting steps so i follow these threads closely. My previous machines never had any problems that couldn’t be linked to mechanical faults or user malfeasance.
1 Like
@W.g , @CncJim , My Recent problem has to do with a failing driver for the X Axis, I have ordered a new board but I do plan to proceed updating to a different, what I feel more reliable, less expensive board driver setup. I understand manufacturing cost benefits of combining as much as possible into assemblies however there is a performance/reliability/cost effectiveness cost related to that practice.
Andy makes strong and compelling reasons for possible failures, in my experience the common mechanical contributing issues such as alignment, wheels etc should be pretty much eliminated from experience with the machine. Wear and tear does happen which should automatically trigger the experience base to know what to check for.
I have yet to see a loose collet let a bit work its way out, mine have seemed to go further into the collet/adapter. If you are using a Makita Router, bite the bullet and get a 1/8" collet and dump the adapters, it’s about as easy to change a collet as use an adapter. Use the upper mounting holes for the router mount, most times I read it’s more stable than the lower holes, for those short 1/8" bits use an extension and keep the router in the middle of it’s Z Travel. Replace the wheels, I have replaced mine 3 times in 2 1/2 years, depends on usage, wheels are cheap so have some spares on hand.
Breaks my heart when I see nice woods and glue ups wrecked…
1 Like
That sounds like an oops before it got to the machine and happens to all of us.
Had a 1/4" end mill works its way out due to dust in the collet (my bad)
Had a Rottie girl take my Makita out in the yard (my bad) and had to replace it.
Have never used the 1/8" adapter, the 1/8" collets work great!
Kinda fun to wreck stuff once in a while if it doesn’t cost too much $
@RickW oh, the stories I could tell and the four letter words I have invented as a result. Failure to set Z0, changing bit but not moving to the next toolpath and hitting start, leaving a tool in a place that jams the gantry travel during a carve… that’s for a different thread ![]()
I have had the z axis lower itself too. Not sure why. I have to ask. If it was a loose collet, wouldn’t the bit move up in the collet when it contacts the work?
Some say it may be static but wouldn’t all 3 axis be prone to that kind of movement?
Could a tight dust boot cause a jump in depth?
Steve
The dust boot is something I always watch carefully. The tolerance on mine is hella tight and on a few occasions it was moved by the router. It, in this case, was not the problem.
I may never know why it does what it does and how it only happens on certain cuts. If it ever gets figured out, I’ll make a big deal of it and post what’s found and how it is overcome.
I am a little concerned however that so many folks have had the problem (or one very similar).
Wg
1 Like