Running 1.3.2. Edge of Gsender. Also tried it on 1.3.5.
Followed the instruction for the chess piece in the you.tube video and the walk through on the “first project” on the webpage.
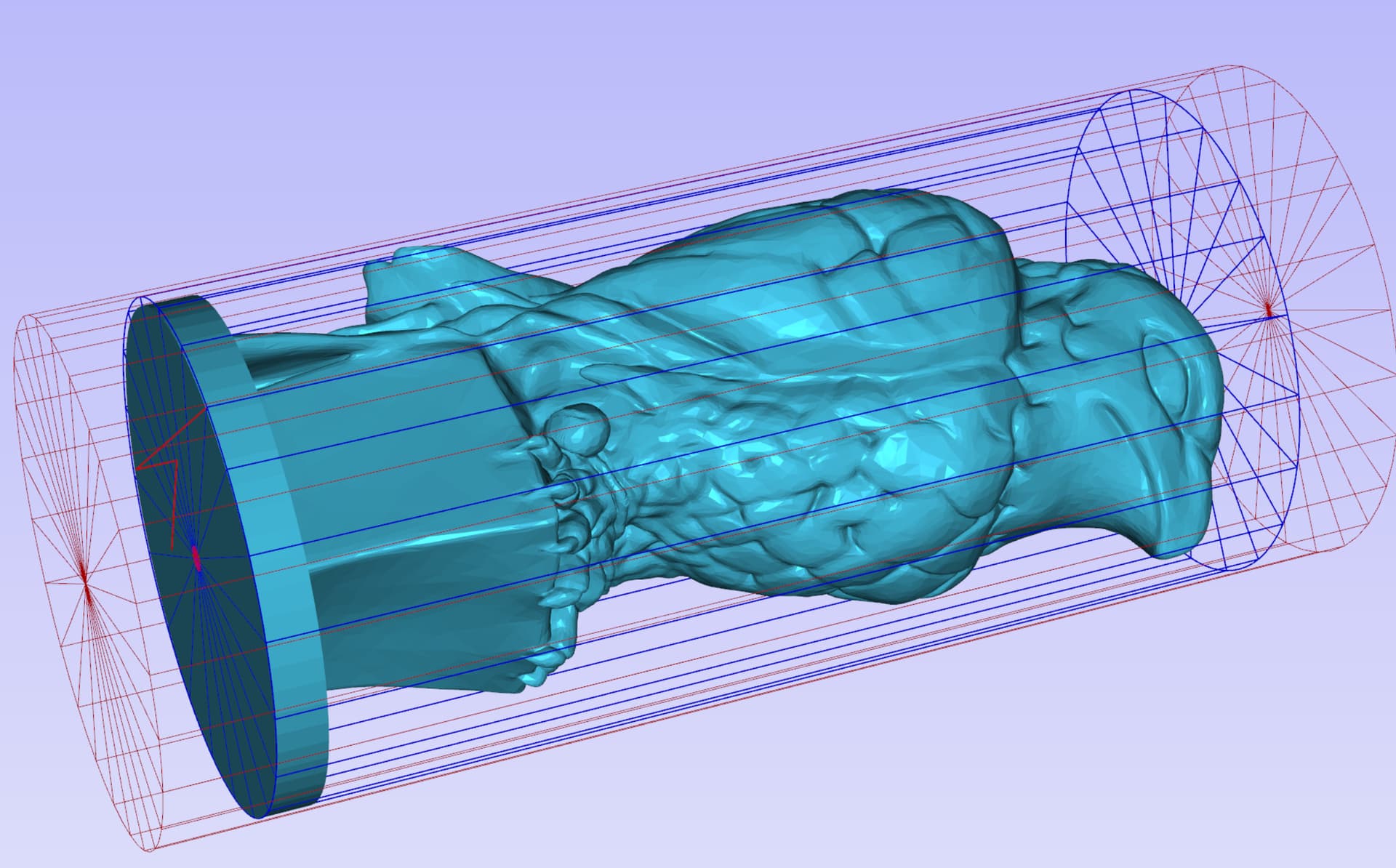
I used a different model of thingiverse - the maltese falcon.
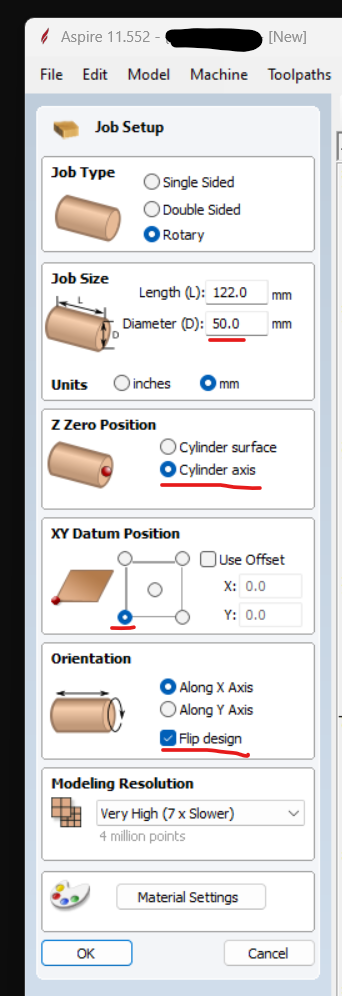
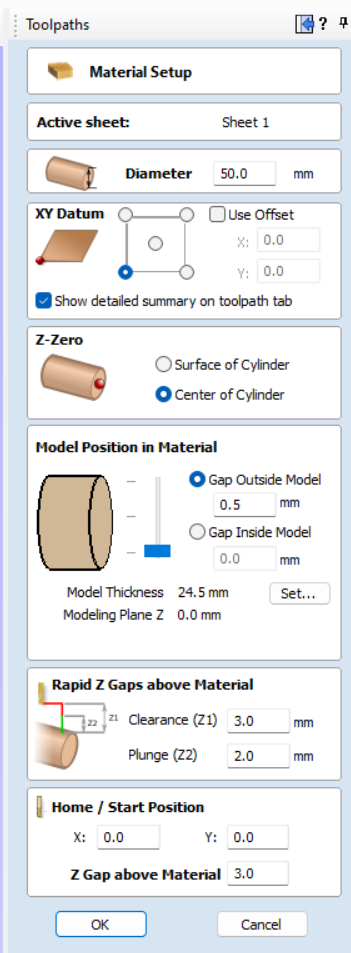
I have a license for Aspire. Stock I am using is 50 mm dowel.
Set the model to the boundry -1mm. Created the G code with the rotary vortex post processor. It seemed to me that when I ran the tool path in Aspire that it wanted to start at zero (center bottom) of the model and sprial out from the base, which would plung the bit to center and literally cut through the base, right at the start. Which it did but I’ll get to that later. Not sure how to prevent this in Aspire 11. Does that make sense?
Ran the Z probe. One thing I noted different is that after the Z probe that Daniel did on the video, he just jogged the bit over the chuck on the x axis. I can’t do that because the bit will hit the chuck. There isn’t enought clearance. So, I raised Z and jogged X + (right) until I thought I had enough clearance from the chuck teeth to the bit. Which I did. Imported the GCode. All looked well. It was cylindrical. OK, check-a, check-a, check-a, let’s go!!
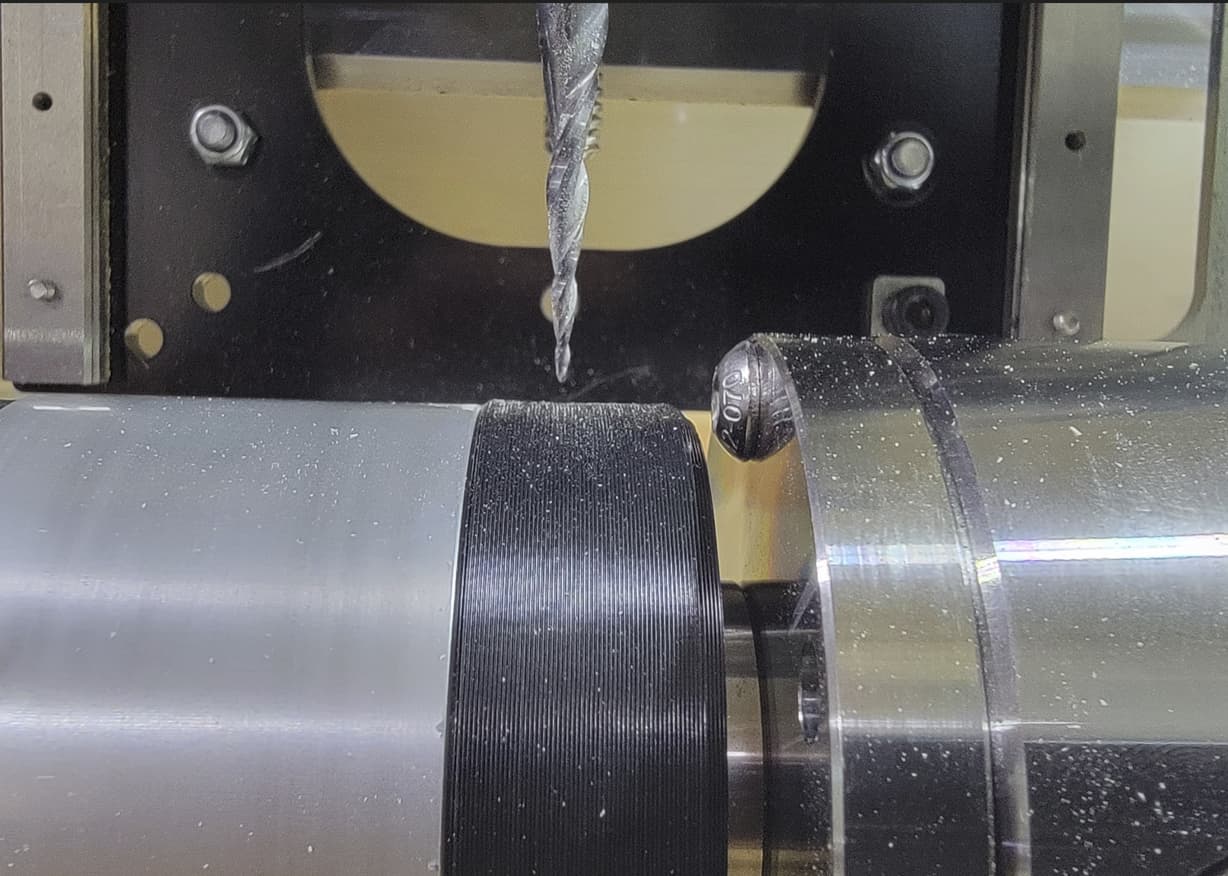
Z was probed, X was lined up, all looked good. Watched the video again. Started the router and it moved like 10 mm to the right and freaking PLUNGED right down to center axis — PaNiC bUtToN! but not before my makita collet screw ground into the f’ing teeth of the rotary chuck. Tis but a scratch!?? I guess I have some “personality now” on the rotary?! ![]()
Anyway, I figured it was the setup as I suspected in Aspire that wanted to start at the center of the base… Again, not sure how to prevent this. So, I did what any hack amateur CnC operator did… I kept the panic button depressed and ran a “simulation” in GSender by “starting at line xxxxx” of the gcode until I got past that part. UGH. Hack work around, I know. Whatever. ![]()
OK, I aligned it all again. Z probe, figured out that if I move X right +104, if it plunged again, at least the collet tightner nut wouldn’t freaking slam into the chuck teeth again. Pressed Start Job…
Keep in mind the base that I “added” was 50mm wide, the same width as my stock. the bit still freaking plunged 10 mm deep into the wood when it should have just been skimming the top of the stock. Stopped the job and tried it like 5 more times. Bit still plunged 10 mm into the stock. I am going mad. So I did some quick math - which I suck at but it’s not physics or anything. F’d around with it by jogging it to the right past the stock holder and trying to find center axis of the red dohicky. hit “Z” center and the raised Z and homed back to X. started the job from line xxxx again, a little short… Next try, a little deep. Then I found the perfect center and it’s runnind and looking great.
So, not sure what’s going on here. It’s digging about 10mm deeper when following all the protocols. using MM in Aspire, and using mm in Gsender. Wait… is the PP MM or inches? Maybe there is a problem there? I’ll have to check because you did the tutorials in inches… Hummm…
Still would like to know how to keep the model trying to start from the bottom center of the base in Aspire without my hack work around. The crew didn’t seem to have that problem with the chess piece.
Any help would be appreciated. A bit frustrated starting out. Thought I had it all figured out. 90 min later I have a chuck tooth with personality and almost broke a 50 dollar tapered bit. LOL.
Thanks very much-Lutra