Ok im new to all of this so i hope this makes some sense… and I appreciate any help in advance.
Ive been trying to cut out an outer permiter of what will be a hold down mount for guitar bodies. However every time i run the gcode the bit just plundges deep into the waste board.
Upon further inspection it appears that the the cuts are under my wasteboard and its trying to cut the path there instead of the workpiece itself. Is there a way to move the cuts on top of the z axis instead of under?
What programs are using to create and run the G-Code.
I can think a couple of things that could cause this.
Not setting the Zero positions on the machine the same way as they were set in the design program.
Using the wrong post-processor in the design program which could give you bad G-Code.
What machine do you have?
What software are you using for design?
What software are you using to send the G-Code to the machine?
How are you setting the zero’s, touch probe, paper method?
EDIT: I guess I asked the same questions twice, short term memory problem maybe?
30x48 Longmill .
Fusion360 for CAD/CAM.
Gsender for the Gcode.
Zeroed on the Sienci new auto zero touch plate.
Initially I thought it was because I had created it under the guitar body itself which would be under the the axis like its showing in Gsender. However I moved it up in fusion and redid the CAM side to no avail. Tried moving the sketches up with it and still the Gcode shows up under my wasteboard in Gsender. I even ripped the sketches off the initial workspace in fusion and copied them on a the correct plane in a new workspace re-extruded everything and redid the Gcode again and it still shows that the cuts are in my wasteboard and not the workpiece. Im at a complete loss at this point with it.
Unfortunately I have never used Fusion to create tool paths and I know it can be a complicated program in some areas. Maybe if I mention @NeilFerreri he can help, I think he knows Fusion pretty well.
I do know that if your setting zero to the top of the work piece that all of the cuts in gSender should be below the plane in the preview. Also you should see some info about the loaded file in the bottom of gSender. I think it tells you the maximum cut depth and you can use that info to tell if something is up before you cut your spoil board more i.e. if cut depth is greater that material thickness, we have a problem Houston!
Hoping that my second paragraph will help if your experimenting before someone who can help with Fusion chimes in.
Thanks @_Michael , I didnt know that it would appear below the plane in Gsender so I guess that isnt my issue. I am zeroing on the top of the stock though just as the Sienci Youtube video shows. That part was fairly easy. I did notice where youre talking about the cut depth at the bottom of gsender it was showing incorrect info. So even though it should be under the plane on gsender my workpiece the numbers didn’t seem right. The workpiece is .5" mdf but I’ve seen the depth shown at the bottom anywhere from -.6 to -.675.
Thanks for chiming in @NeilFerreri . I am setting zero on the top of the stock. Like I was telling Michael I followed the youtube instructional and it seemed to set up just fine. I tried sharing the Gcode but I guess I’m not allowed to share files yet because I’m new to the forum. Says new users cannot upload attachments unfortunately.
Couple things. (forgive me, if some seem simple, but you never know someones level)
Its been a while since fusion360. But the origin I believe is defaulted to the bottom of stock. So you may not want to zero off the top. Depends on where your model is.
I’d double check this. I’d also make sure you model is setting on the origin.
Have you ever cut anything out successfully with fusion360 or other?
When you jog does everything jog in the right directions?
In Gsender does the model look right? I think you need a postprocessor added to fusion to get correct grbl. (again been awhile)
mm vs in You can design in any, but post processing needs to match machine setting.
@Shipwreck Just to be super up front I am brand new at this. I’ve never done anything other than surface the wasteboard on my longmill. So I might need things broken down stupid simple.
In fusions CAM/Manufacture side I am setting my origin point to the top left side of my workpiece. When initially setting up the “setup” for the cut paths the origin point is in the very top middle of the workpiece. I always move it to top left hand side of the workpiece.
When jogging the longmill everything moves in the direction it should but I believe I had to flip the X axis in the settings somewhere to get that one to move right. Everything is Also set to inches. The Gsender appears to look right outside of me thinking it should have been appearing above the Z axis line but as Michael was saying it should look like that when using the Zeroing tool.
Im using the new one that Sienci is sending out with their package deals. It does go to the corner like it should. I followed the youtube video they have on it step by step and it appeared to do everything correctly.
@Marcus Not the best at reading gcode. Someone please correct if wrong.
you are using G90 which is absolute coords. There are -x and +x and same with Y. That leads me to believe you origin is set to the middle of the work piece. Won’t explain z plunge, but looks like an issue with post processing if your origin is set to top left of work piece.
When loaded in Gsender is the z line in the center? not at home or would check.
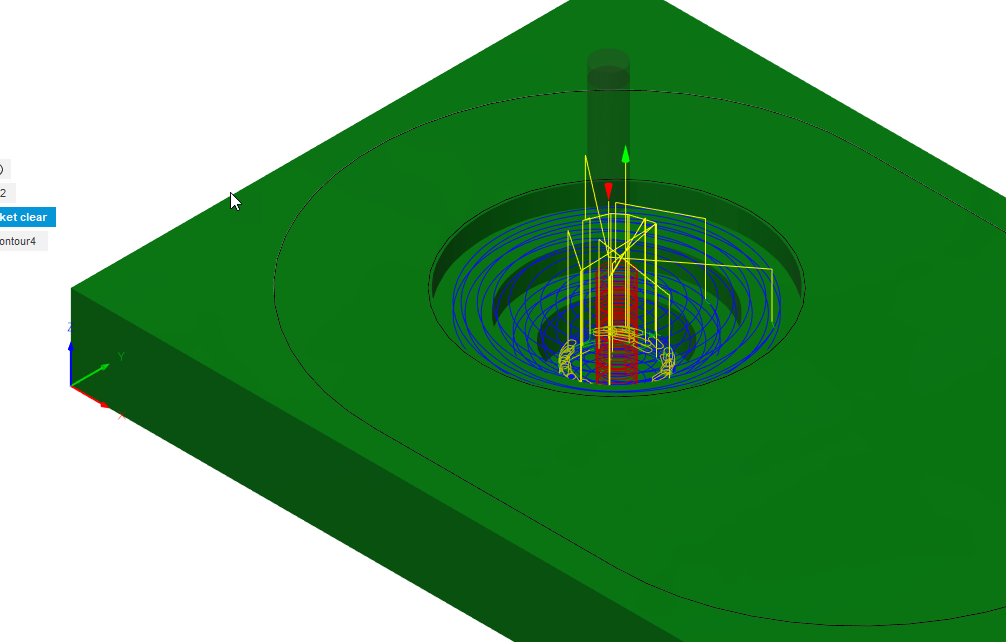
Did you write this or purchase? Try running it in the simulator in F360 before sending it to the machine, I use 360 for most projects at work and home. If you have you reference on the lower corner and you don’t have your stock correctly set in the set-up in 360 it will drive it thru the table. pocket.bmp (1.8 MB)
@shipwreck Youve got me beat because I cant read it at all yet lol. Yesterday I probably made 9 or 10 different iterations of just trying to cut out the outer perimeter of what I need to start with so its possible I screwed center up on that one.
@760woodworking This is all my doing unfortunately lol. I always run them in the simulator first and they act as it should there. However when I export it and run it out on the laptop with my CNC it just pushes the cutter deep into the workpiece and wasteboard. When I’m creating the tool paths I set it up to run .125" passes to final depth. But when running the Gcode it plunges in well past the final depth and into the wasteboard. To the point where its going in nearly a half inch into the wasteboard itself.
I was asking if you purchased because of the comment line in the code ----
(This long 14 CNC router bit gives you a full 1-34 cut Great for guitar bodies,)
What does Gsender show for height when you load the program, does it match your drawing? Bottom middle of gsender screen.
@760 That must be from the bit itself. I imported the bits from the manufacturer (IDC Woodcraft) into fusion. Give me a little bit I’ll have to go out there and check it out. Mater of fact im going to just go ahead and redo the cut paths and Gcode now that I have a fresh mind this morning and I will take pictures of everything and maybe by then the forum will allow me to upload images or files. If not ill email them to someone to post.
Oh and what is everyone using to read the Gcode? Can I do this in Gsender or Fusion prior to running it or do I need another program to see it?
{kind=link}