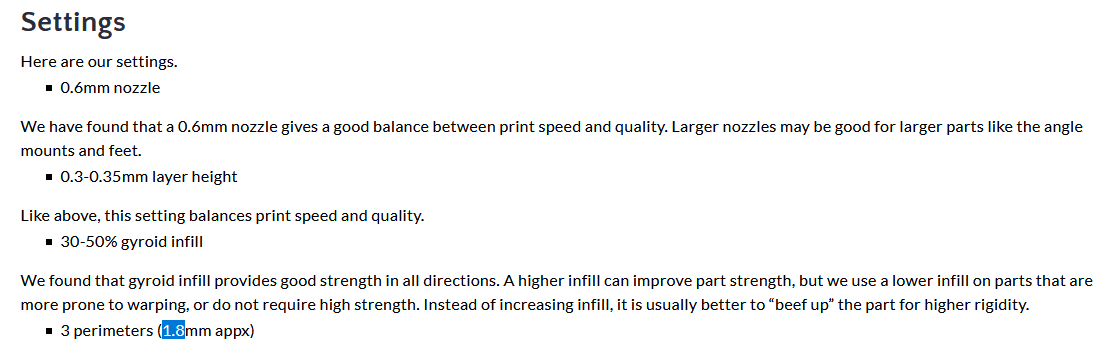
I think Andy meant 3-4 solid layers top and bottom to give the parts necessary strength along their face. For perimeters, since we use a 0.6mm diameter nozzle then 3 perimeters means the walls are about 1.8mm thick; but if your nozzle diameter is smaller then you’d want to consider increasing the number of perimeters.
Hi Hansi:
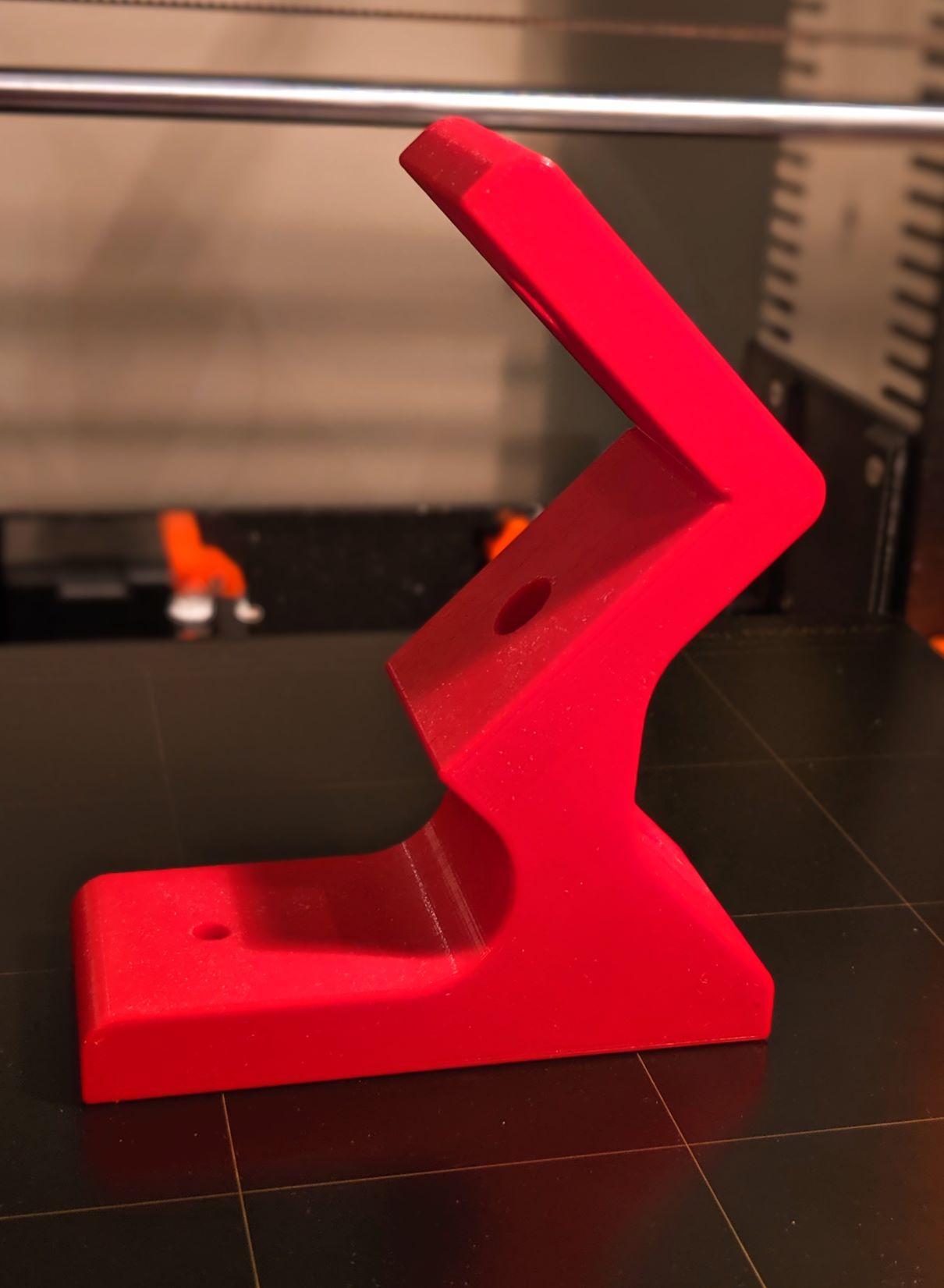
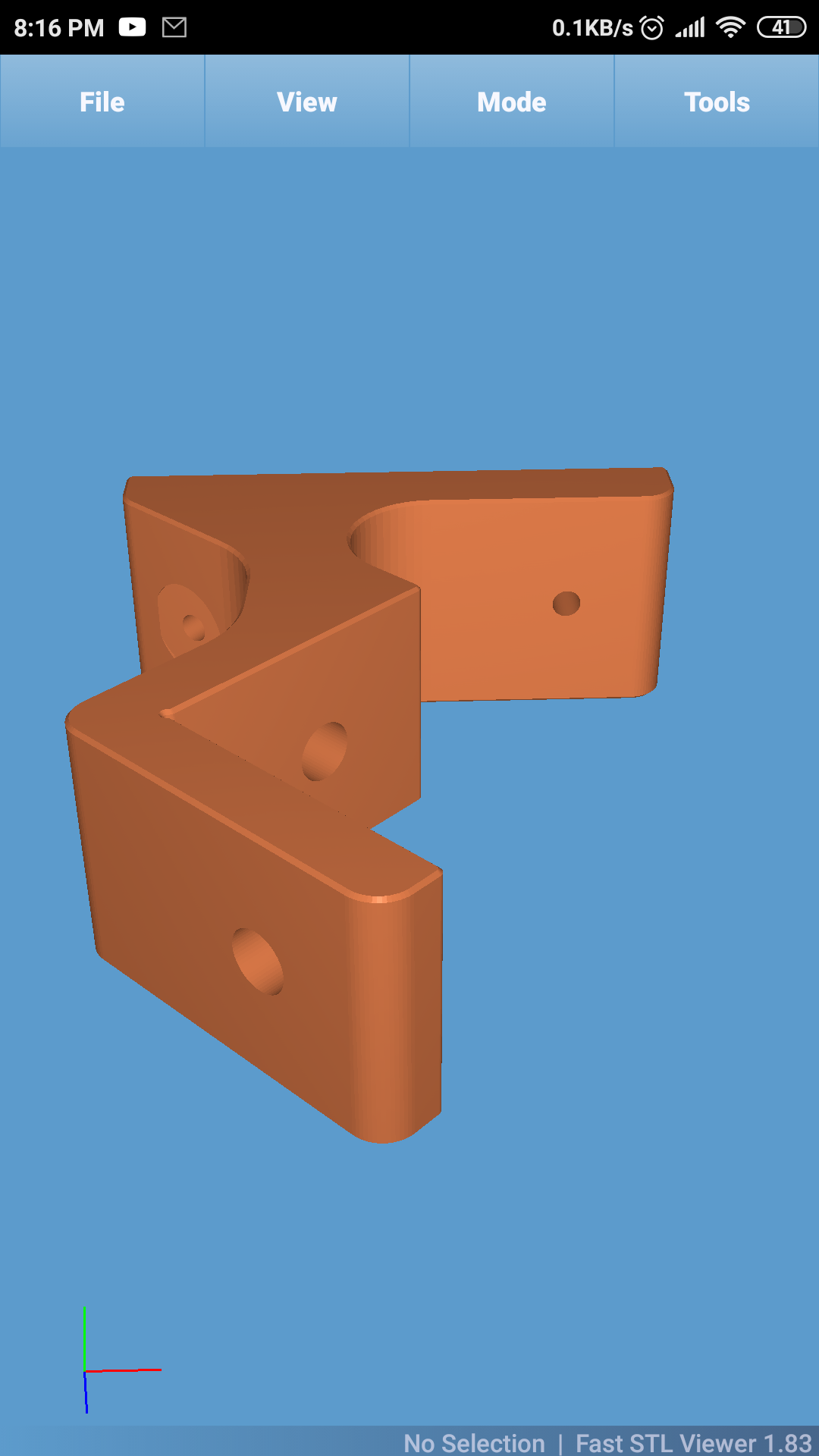
I didn’t have a 0.6 nozzle so used my 0.4 with 0.2 layer height, 50% gyroid infill and 5 perimeter layers to ensure part strength. All in, about 48hrs to print all Longmill 3d printable parts. Likely around 36hrs if you have a 0.6 nozzle and use Andy’s settings above. I also bumped speed to 130% after first layers. Filament: esun PLA+, Fire Engine Red
@Hansi - top and bottom layers set to 4, nozzle temp 210 and bed temp 60. If your bed is cleaned well with isopropyl alcohol before print there should be no troubles with the print adhering as the parts have quite a large surface area.