Hi,
My CNC dimensions are 292 (y) and 231 (x).
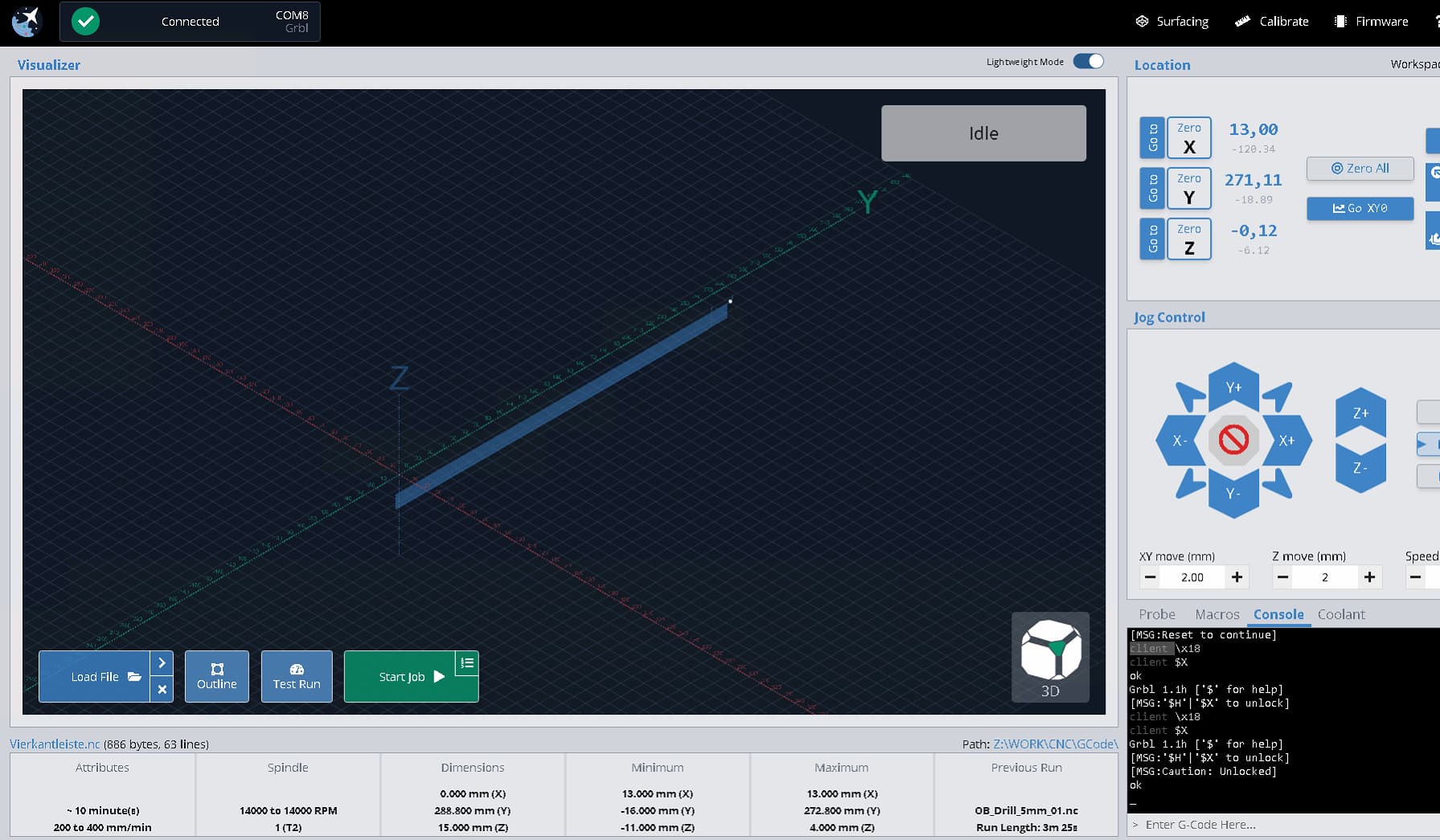
I made a simple surfacing job with fusion 360 but I cannot run it because gSender spits out an Alarm 2 (Soft Limit exceeded.
In the Control Panel the job dimensions are 288x0x15mm
I don’t understand why I’m getting this error, since the job dimensions should be fine for the machine. I have 15mm Z-Clearance and I homed the machine.
The spindle runs to the back of the machine, when the job is started, lowers the Spindle and the the Alarm is thrown.
What am I missing here?
Attached is the grbl conf:
°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°
client $$
$0=10 (Step pulse time, μs)
$1=25 (Step idle delay, ms)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=0 (Invert probe pin, boolean)
$10=1 (Status report options, mask)
$11=0.010 (Junction deviation, mm)
$12=0.002 (Arc tolerance, mm)
$13=0 (Report in inches, boolean)
$20=1 (Soft limits enable, boolean)
$21=0 (Hard limits enable, boolean)
$22=1 (Homing cycle enable, boolean)
$23=3 (Homing direction invert, mask)
$24=25.000 (Homing locate feed rate, mm/min)
$25=1000.000 (Homing search seek rate, mm/min)
$26=250 (Homing switch debounce delay, ms)
$27=2.000 (Homing switch pull-off distance, mm)
$30=24000 (Maximum spindle speed, rpm)
$31=0 (Minimum spindle speed, rpm)
$32=0 (Laser-mode enabled as spindle, boolean)
$100=120.667 (X-axis travel resolution, step/mm)
$101=120.667 (Y-axis travel resolution, step/mm)
$102=1512.720 (Z-axis travel resolution, step/mm)
$110=2000.000 (X-axis maximum rate, mm/min)
$111=2000.000 (Y-axis maximum rate, mm/min)
$112=500.000 (Z-axis maximum rate, mm/min)
$120=20.000 (X-axis acceleration, mm/sec^2)
$121=20.000 (Y-axis acceleration, mm/sec^2)
$122=10.000 (Z-axis acceleration, mm/sec^2)
$130=232.000 (X-axis maximum travel, mm)
$131=292.000 (Y-axis maximum travel, mm)
$132=60.000 (Z-axis maximum travel, mm)
ok
And the nc code Fusion 360 created:
°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°
(T2 D=32 CR=0 - ZMIN=-11 - face mill)
G90 G94
G17
G21
(When using Fusion 360 for Personal Use, the feedrate of)
(rapid moves is reduced to match the feedrate of cutting)
(moves, which can increase machining time. Unrestricted rapid)
(moves are available with a Fusion 360 Subscription.)
(Face1)
T2
S14000 M3
G54
M8
G0 X13 Y272.8
Z4
G1 Z2.7 F400
G19 G2 Y269.6 Z-0.5 J-3.2 K0
G1 Y252.01
Y-0.01
Y-16
Z-1.5
Y-0.01
Y252.01
Y268
Z-2.5
Y252.01
Y-0.01
Y-16
Z-3.5
Y-0.01
Y252.01
Y268
Z-4.5
Y252.01
Y-0.01
Y-16
Z-5.5
Y-0.01
Y252.01
Y268
Z-6.5
Y252.01
Y-0.01
Y-16
Z-7.5
Y-0.01
Y252.01
Y268
Z-8.5
Y252.01
Y-0.01
Y-16
Z-9.5
Y-0.01
Y252.01
Y268
Z-10.5
Y252.01
Y-0.01
Y-16
Z-11
Y-0.01
Y252.01 F200
G3 Y255.21 Z-7.8 J0 K3.2 F400
G1 Z4
G17
M9
M5
M30
Thanks for your support