This is similar to another thread here, but I didn’t want to hijack that thread so I’m creating another one. Maybe the answers here will help both of us.
I’m getting ready to attempt my first Aluminum carve. Some details.
- Software - Using Vcarve Pro
- Material - 1/8” 5052 Aluminum
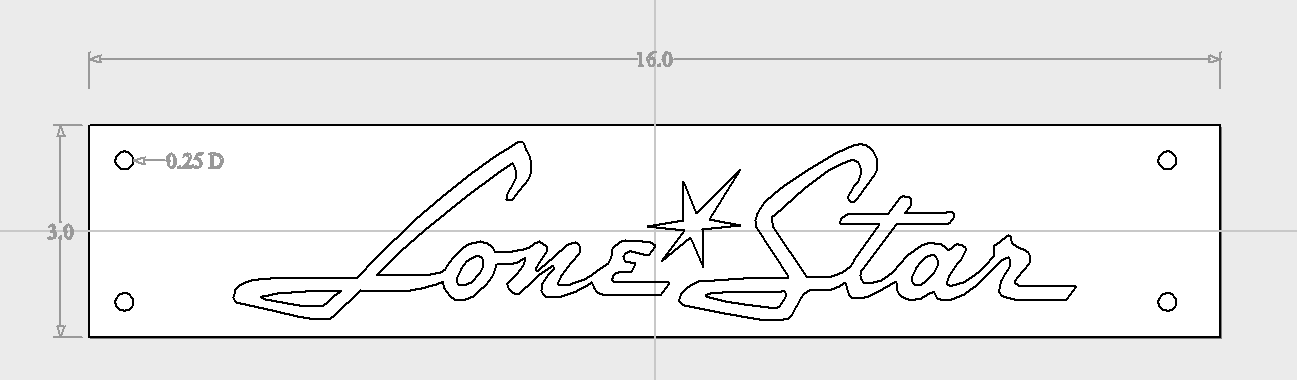
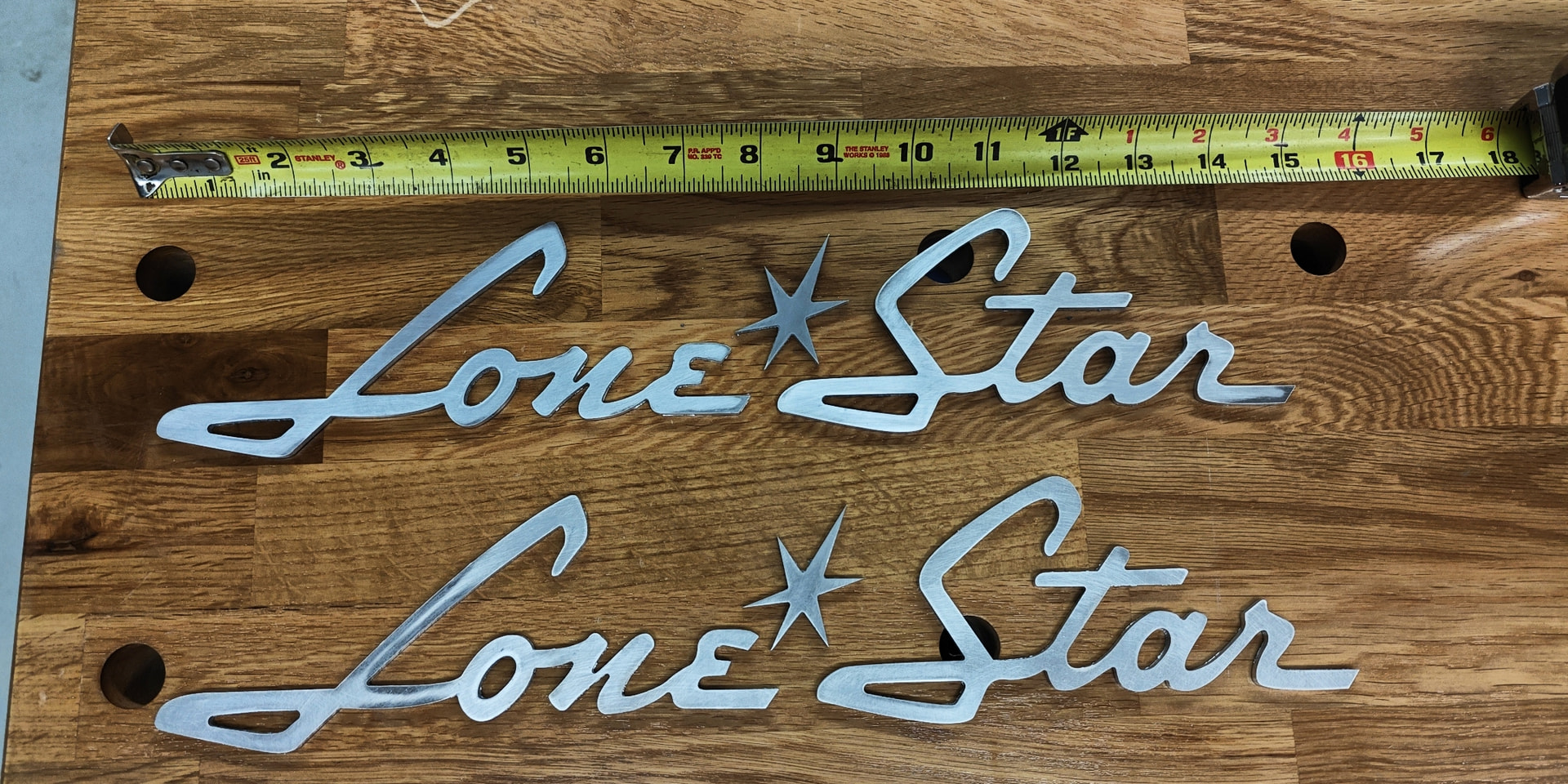
- Size - 16” x 3” sign
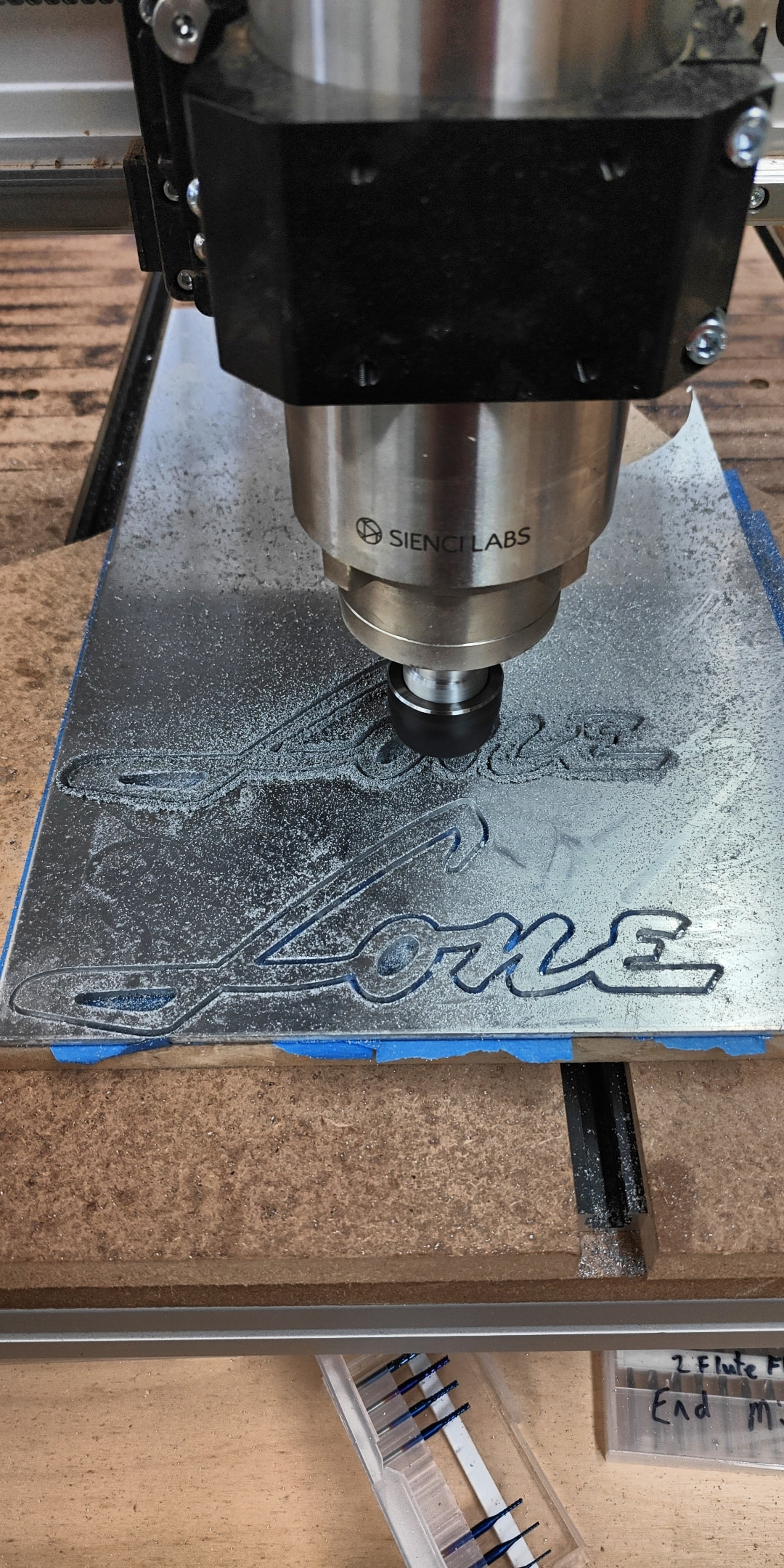
- 4x4 Altmill
I’m looking for advice on everything.
- I’m currently using the “Quick Engrave” toolpath, but I’m unsure if this is best
- Is this best with Outline carve or Fill carve?
- Depth of cut? I have no idea what’s best for this.
- Spindle speed? What’s best for small engraving on 5052 Alum?
- Bit selection? I have small end mills ball nose (down to 1 mm), I have tapered ball nose bits, vbits, etc. pics below are using a 1.5mm end mill. This choice might also impact the speeds and feeds.
Basically just looking for advice on how to cut this on 1/8” 5052 Aluminum as I have yet to do anything on Aluminum.
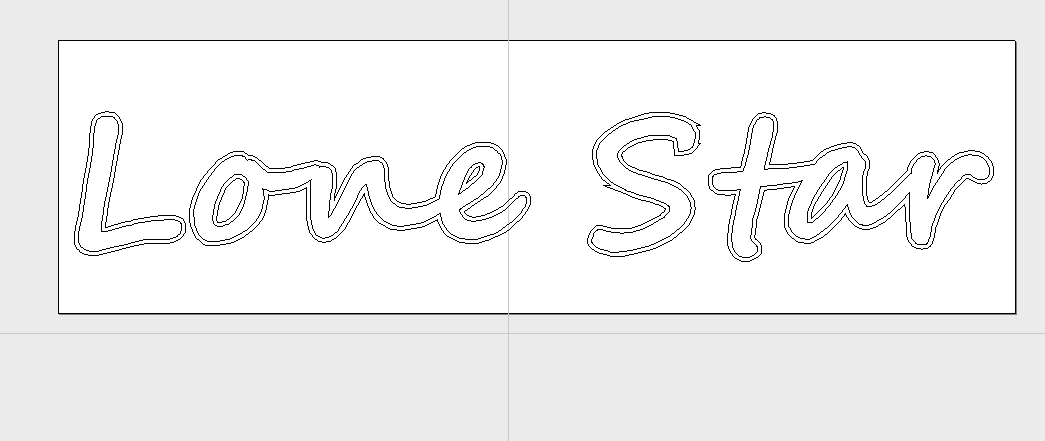
Here’s what it looks like in Vcarve Pro at the moment.
Thanks in advance.