No, not those robots…I’m talking about these robots!
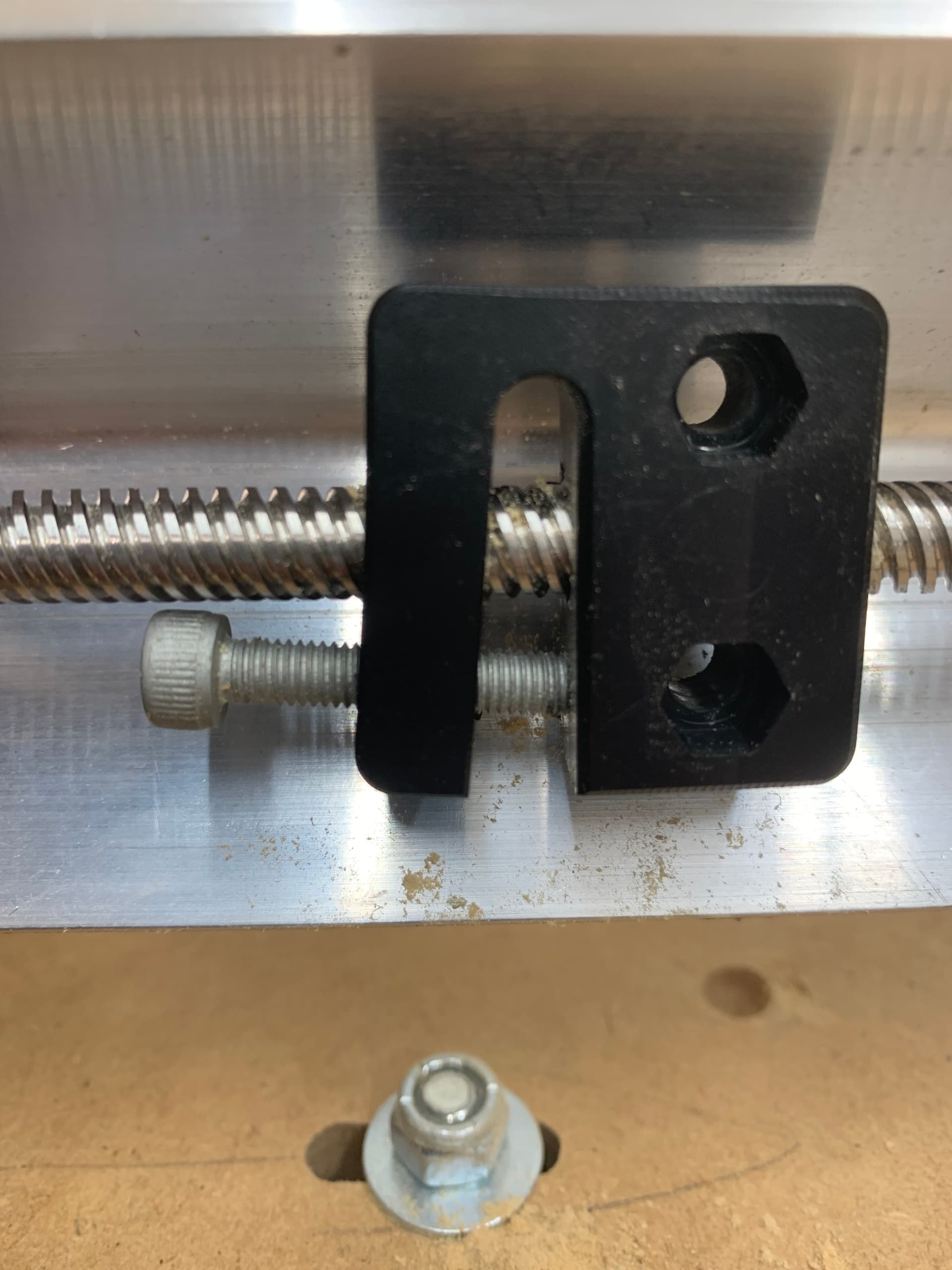
While recently doing some maintenance on my LongMill Mk1 and installing a SuperLongBoard I discovered that my X and Y anti-backlash nuts were pretty worn and the adjustment bolts would soon hit my lead screws.
Annoyed with myself that I didn’t include them in my SLB order I decided to see if I could print some. So knowing that Sienci open sources a lot of stuff I headed to OnShape to get the stl for the “robots”.
What! These don’t have any threads! Maybe Sienci figured nobody would hide the lead screws and look in there? Or maybe that is all they need because they tap the holes?
In any case OpenSCAD to the rescue! Just need to make a lead screw and M5 tap to thread the blank and then we can try to print some. The only materials I had on hand were PLA and PETG filaments. I think that out of those two PLA is likely the better material considering hardness and coefficient of friction. Polyoxymethylene (POM), named Delrin by DuPont would be the obvious choice, and is what Sienci’s are made from, but I didn’t have any and it’s hard to print. More on that later.
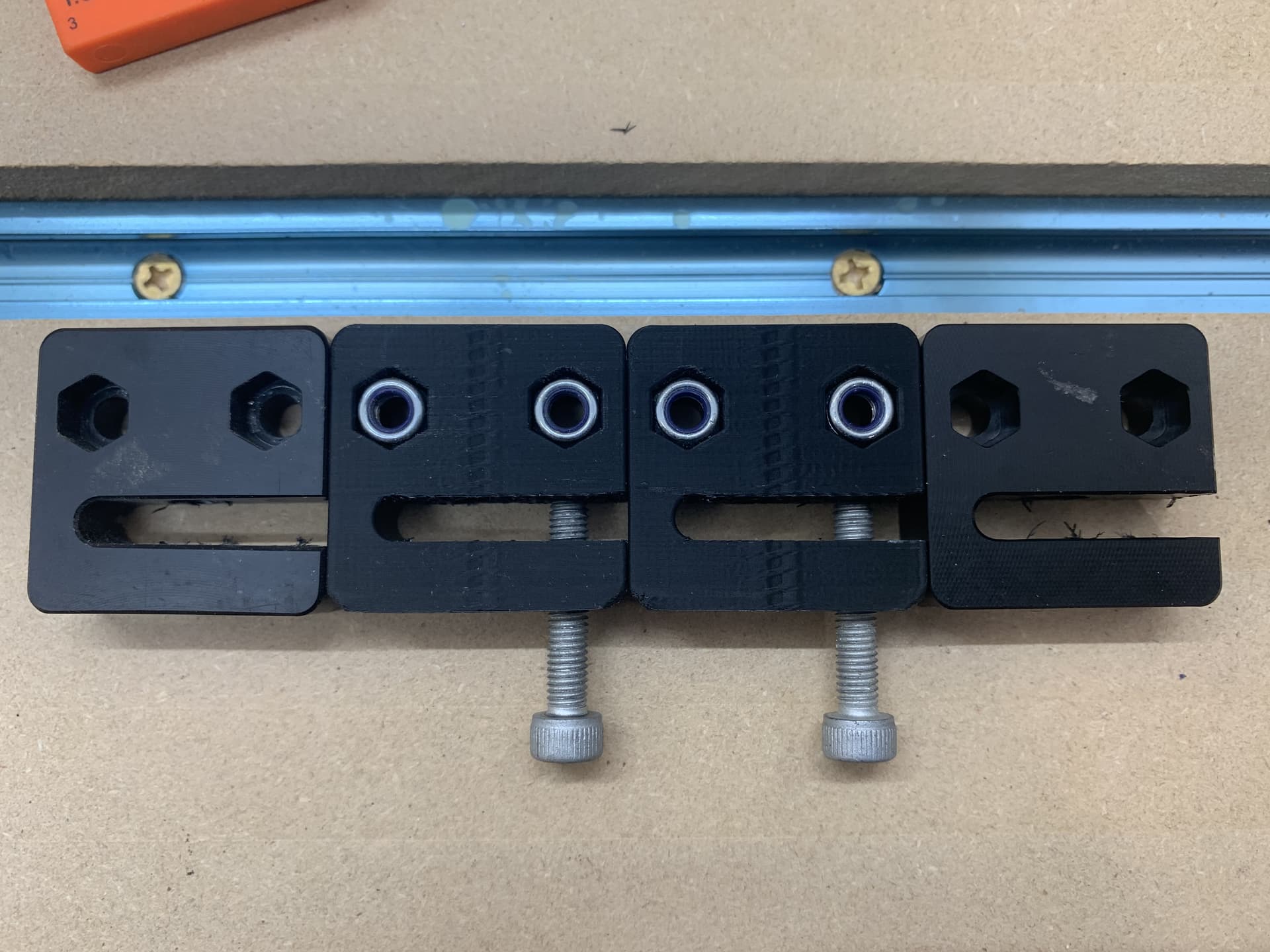
Here there is one of my old ones on the left, with his jaw hanging open in awe of the PLA printed twins in the middle. The last one on the right is the spare that came with my mill.
Okay, so do they work? I installed them and jogged slowly. All is good! I increase the speed and suddenly one Y motor stalls and the X axis is now askew. What to do? Well I reset the Y alignment and sprayed the lead screws with Blaster Dry Lube with Teflon.
This is my favorite dry lube out of the ones I’ve tried. Doesn’t even look like you put anything on the screws after it dries.
With the lube and loosening the robot mounts and jogging around then tightening them back up to make sure they were aligned properly all is working well. At least so far. I believe that the printed robots will only work better as they wear in and smooth the load bearing surfaces.
I have only done limited testing with the PLA robots and place this firmly in the ‘do at your own risk’ category. Whether these are a ‘use as a last resort until I can get some real ones’ or a viable alternative remains to be seen.
In the meantime my roll of POM has arrived! Alas I haven’t been able to get a successful print with it yet. I doesn’t like to stick to anything I’ve tried so far as a print surface. I’ve tried smooth and textured PEI, blue painters tape, glued down paper, all with and without glue on top and I can’t get past the 2nd or 3rd layer before the extreme warping pulls it from the bed. So POM is still a work in progress and I’ll update with my progress, or lack thereof, with POM at a later date.
If anyone, especially Sienci Labs personnel, has a reason why this is a super horrible idea I’d like to hear why. I’m not trying to hurt myself, others, or any CNC machines. Again, I’m not even suggesting that anyone try this but I am going to post the STL and OpenSCAD files for this print for the adventurous.
T8_Anti-backlash_Nut.zip (233.1 KB)
Inside the zip file file is the T8_Anti-backlash_Nut.stl and an openscad folder that contains the original model and the OpenSCAD file used to produce to threaded model. There are two ‘fit’ variables at the top of the file that can be used to adjust the fit of the screws. I printed just the ‘jaw’ until I got ones that fit well to save time and materials. I used a 0.6mm nozzle with 4 walls, 6 floors and ceilings and 40% infill. I used a 0.1mm layer height to try and minimize the layer lines and get the threads relatively smooth. I also used a support enforcer to put support in the mouth only.