I am having an issue where my AutoZero touch plate will not produce the same probe results reliably.
For example. Today, I resumed a project from yesterday. I powered everything up, put in my bit, did an XYZ probe. When I started the job, the XY did not match and the carve was off by about 1/8 inch. The project was mounted to the spoil board securely and never moved.
Out of curiosity, I setup a job on a scrap board that would simply make a little mark on the wood. I performed multiple XYZ zero operations doing a cut after each one. The results were very inconsistent.
I verified that everything was tight on the machine, verified machine square, etc. before running the test.
Is this something I should expect from this touch plate? I have the LM 48x30 and am running the latest GSender.
Hello! First of all, welcome to the forum. Great folks, sound advice (except for my advice😂). While I’m not probably going to solve your problem, I will, tell you this much. My auto zero touch plate has been spot on and a great addition to my machine. Is this the first time that you have had the problem? So asking, has it been good but this project not so good? Have you updated something or changed something recently? My questioning is an attempt to help you troubleshoot your issue. Additionally, you may want to reread this document and review the accompanying videos. I know, you probably have, but still to help it maybe a simple thing to fix.
I’m following this tread, so shoot me a response when you have a moment. Additionally, someone who may have had issues with their touch plate may chime in to give their 2 cents worth. @shanegillespie Shane, we can get you through this. If we can’t, Sienci customer service is very good. Oh yea, now that I thought of it, what control board are you running with? Long Board or Super Long Board?
Let us know!
Jake
I am having a similar issue. When I an using the AutoZero touch plate with a 30 degree, 1/4" bit and set the zero function to Auto. It goes through the process and when it is completed ad goes over to the corner, the “X” position appear sto be correct, but the “Y’” is off by by about 0.05". It is very consistent, I get the same result whenever I repeat the zeroing, but I would th8ink it would hit the corner. Is there an adjust ment I can make.
I am using a Genmitsu ProvrXL 4030 CNC, Attached is a picture to try to show the issue.
I don’t have the AutoZero but has it always been off a little on different boards? Hard to tell if the board is square from the photo. Did you check with a square to see if it lines up with that.
You probably already know this if you had regular touch plate before but if it zeroes okay with a flat end mill you can zero XY with the end mill switch the bit and do the Z separate. Doesn’t solve the issue but allows you to work.
Thank you for you quick response. I am using the Longboard controller. The probe has been unreliable on a few jobs. I stopped using it and started manually setting XYZ. Most of what I have been doing is simple one-sided jobs that can easily be setup manually.
This particular project is a two sided job with a clock motor pocket on one side and a clock face on the other. I needed accurate zeros so everything lined up properly. Everything stayed on point through 4 different tool paths until I needed to close everything down for the day. When I started the project back up again, I took a new XYZ probe. The board stayed in place, so there was no deviation there.
I set the bit size (1/8 downcut end mill in this case) and was careful to ensure I held the probe securely on the corner of the project to get an accurate probe. Any help would be greatly appreciated.
Hmmm. Not sure what to say there. My experience with two sided projects and my auto zero touch plate have been positive but I do understand the need to have it be accurate. Unless someone chimes in like @gwilki , I would give the support at Sienci a call tomorrow if you have time. If you could, let us know what the fix is.
One recommendation that I would give, and it maybe my quirk, I leave my computer (2011 Mac) running with GSender running overnight if I am going to pause a project. I’m sure that is unnecessary, but it’s what I have done since I got my LongMill. Let us know how you fare!
@Jimc137 I don’t have the auto zero touch plate, but this excerpt from the instructions would seem to indicate that you are setting it incorrectly. For a 30° v bit, you should not be using “auto”. You should using “tip”.
Here is the excerpt
" You’ll also have the option for choosing which tool you’re using, either “Auto” or “Tip”. Auto measures the diameter on straight end mills and bits. On the other hand, Tip uses the tip of v-bits, tapered bits, and ball nose bits touching against the bottom chamfer to determine its position. Using the correct setting will ensure the most accurate probing for your bit."
With this job I was using a 1/8 downcut endmill. I had 0.125 selected as the bit type. I have experienced this behavior with the 1/4 downcut endmill and 0.25 selected as the bit type as well.
I have not used the AutoZero for V-carves. I setup that manually. Should I be using Auto for straight bits and not selecting the bit type?
@shanegillespie Just to be clear, I don’t have the auto zero touchplate. I just watched the video again, and it clearly said that you will get the best accuracy by using the auto feature instead of selecting a tool size. It does caution that doing this will increase the time to set zeroes.
If it were me, I would try that at least once. If it does not address your issue, you are out nothing.
Wow, i didn’t know that. I guess I just hadn’t hit that situation yet. Good to know. Thank you. Since I usually using a roughing bit as my 1st step i usually just Zero XY then later Zero the Z with the Vbit.
(EDIT). It turned out i didn’t know it had it because i was still running 1.2.2
I just now updated to 1.4.7
I need to read up to see what else has changed.
I don’t even have one yet but have helped a friend so know how they work. could be that when the machine is finding the edges of the plate, the “non round” part of the bit is touching the plate throwing off the diameter of the bit and the zero point. might need to turn the shaft/collet slightly to be sure the side of the bit touches on the diameter of the bit.
I have not replied back for a while waiting on a new computer to arrive. I wanted to make sure my issue wasn’t computer related.
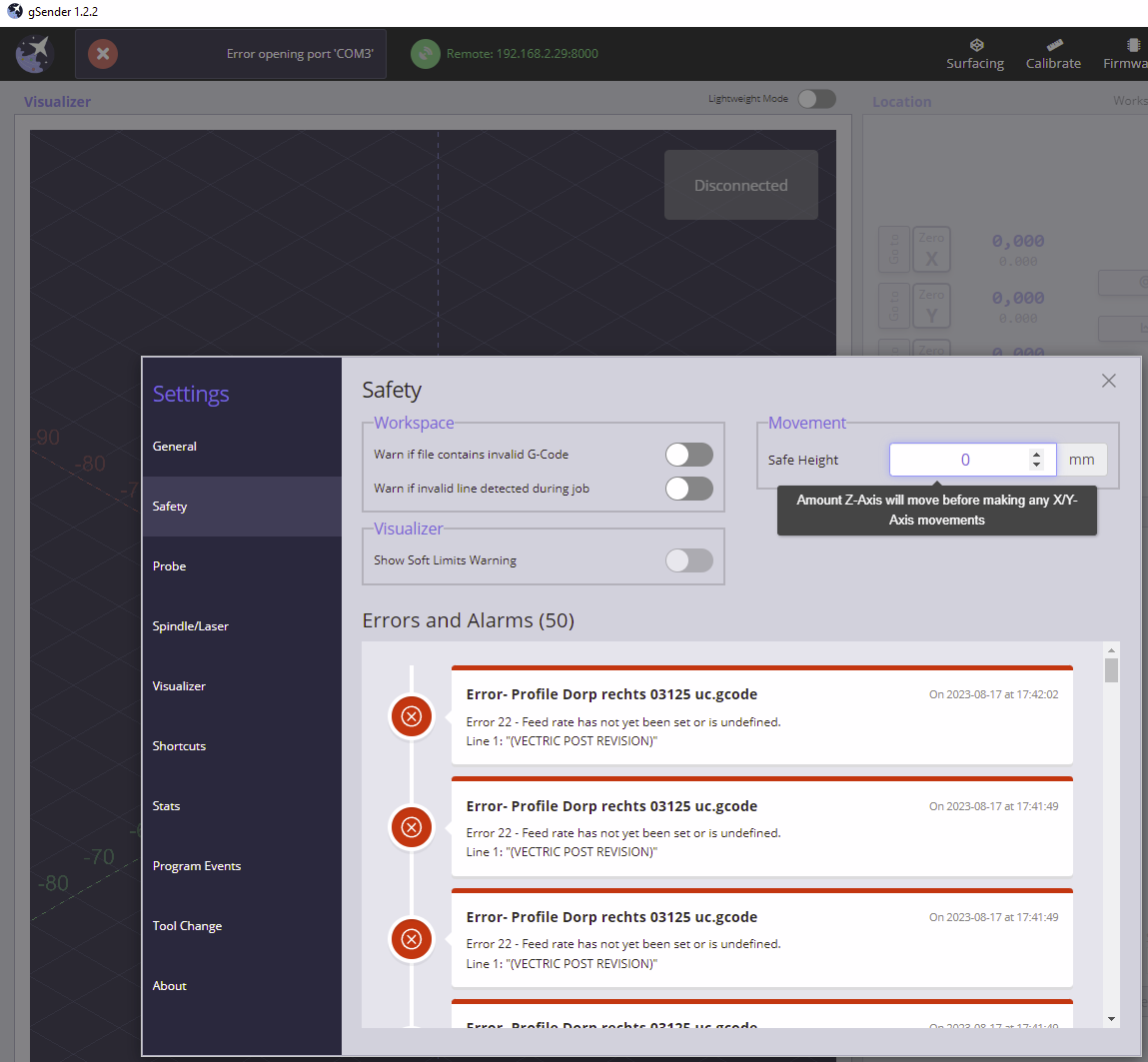
Thus far I have tried three different computers and things have only gotten worse. Now if I zero the machine, jog it a little ways, then hit Go to YZ0 the Z runs all the way up until the gears grind before going to XY0. I verified my wiring connections and the wiring is very well managed and not running along side power anywhere possible. I am losing my mind here. I have a very expensive paper weight.
Here is a video of what is happening now. Hopefully someone has some ideas. I would have uploaded the video directly, but the forum only allows a 4MB file.
Grant triggered me to play with the sensor settings to try and reproduce what is happening with your machine but I can’t get it to run my z-axis pressing xy-zero. I don’t see the extra homing buttons in your location section on your screen so they must be off. But, it looks like your machine is acting as if it is doing a homing cycle none the less.
Have you tried flashing your gbrl and/or restoring to default yet? maybe that’ll flush out the odd setting that is triggering this weird quirk.
Yesterday, I reset the firmware and so far it has fixed my problem. Not sure why this was needed as I use the defaults except for the mm to inches.
The issue with the AutoZero appears to be the one connection point in the touch plate. I switched to the second banana port and started behaving more predictably.