
(the MPCNC that the altmil replaced)
Hey everyone!
I’ve been lurking on the forum for a bit, and figured it was finally time to share my setup.
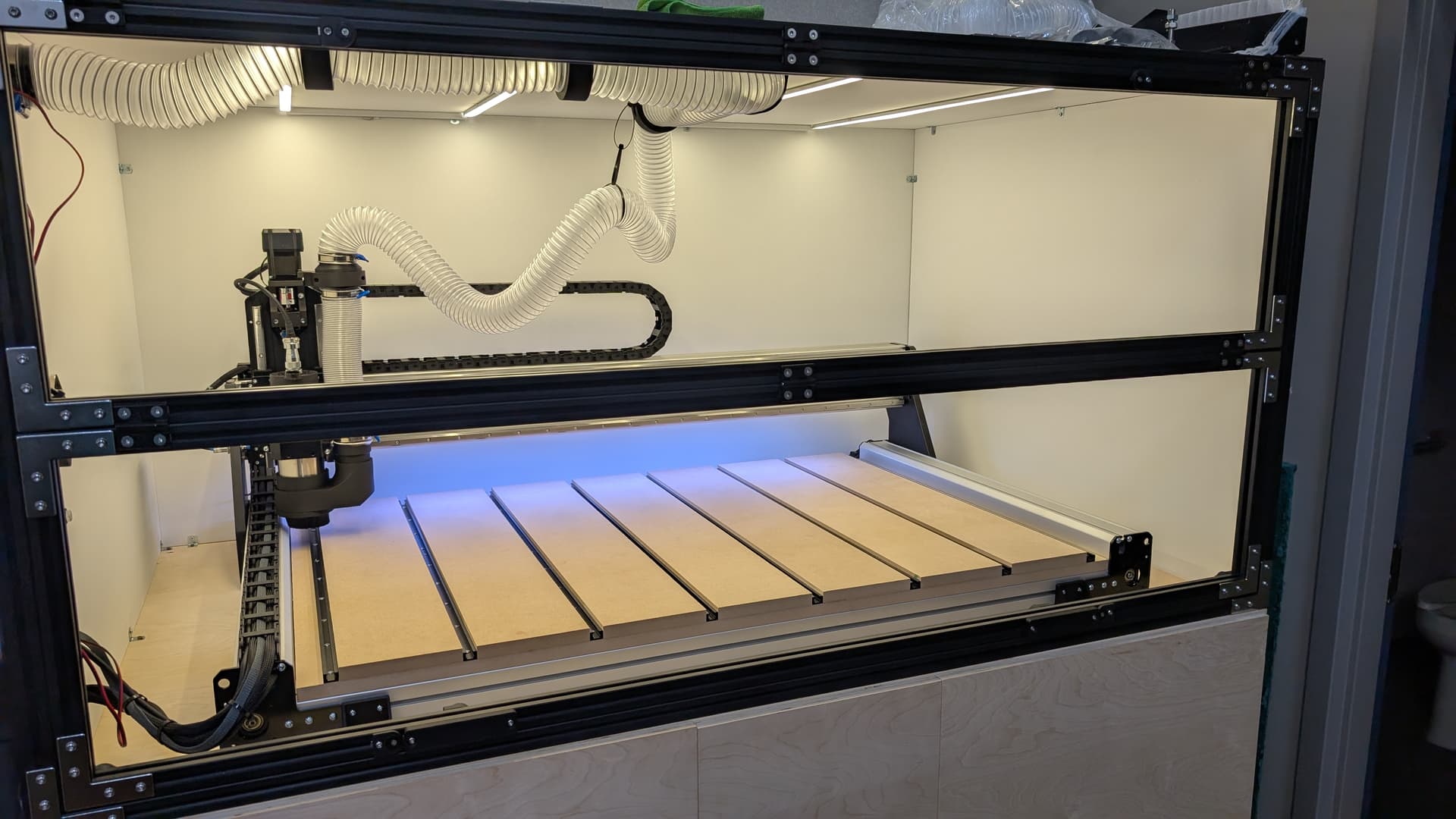
I picked up my Altmil back in June, and it’s been a blast getting everything dialed in. I run an industrial design and fabrication shop out in BC, so I needed something with more production power compared to the MPCNC I was using before. When I ordered the Altmil, I knew I wanted it enclosed—so I designed and built a cabinet while waiting for the machine to ship.
The cabinet was probably the trickiest part to plan without having the machine on hand. I didn’t have access to wire harness lengths, so it was a bit of a gamble. In the end, I ended up mounting the electronics on the side instead of inside the cabinet, and luckily the harnesses were just long enough.
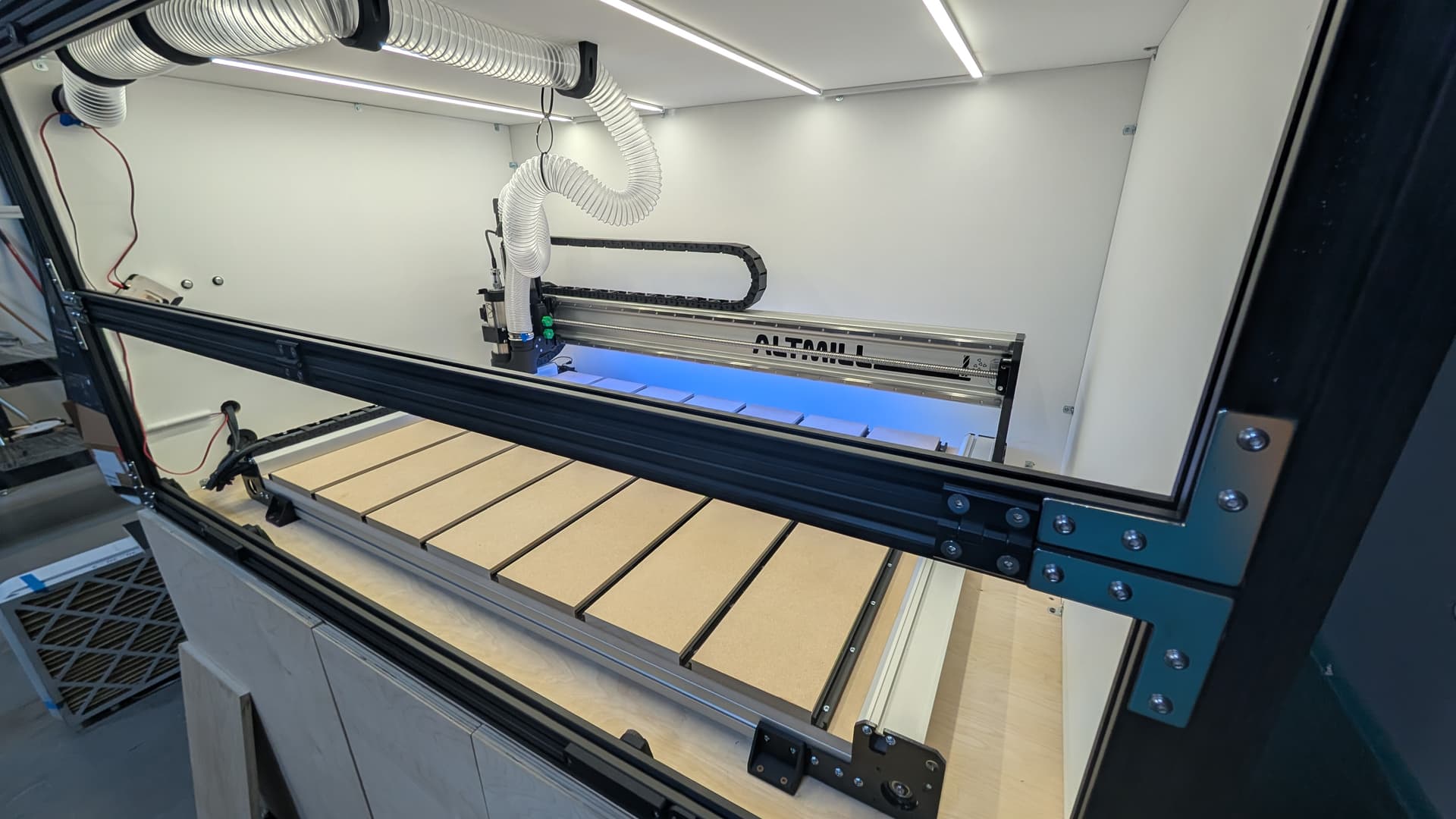
Inside the cabinet, I lined everything with Sonopan to reduce noise. I also installed a vortex separator and shop vac inside the enclosure, which helped kill the sound significantly. There’s an exhaust port to vent the heat—and honestly, the setup works awesome.
Here are a few custom touches I added:
-
Designed and built a custom independent-Z dust boot to clear the vertical flip-up door, running on 2.5” flex hose
-
Flex hose is connected to a retractable cable chain (you’ll see ziptie loops in the photos lol)
-
Custom designed and 3D printed blast gate between the dust boot and manual vacuum hose
-
Mini PC + 15.6” touchscreen mounted on a VESA arm with a custom aluminum plate. The new Gsender came at the right time!
-
Vertical folding 3030 aluminum doors. Polycarbonate windows on a set of 55lb hydraulic pistons.
Since finishing the build, the machine has been running like a champ—2 to 6 hours a day without any issues. Huge props to the Sienci Labs team!
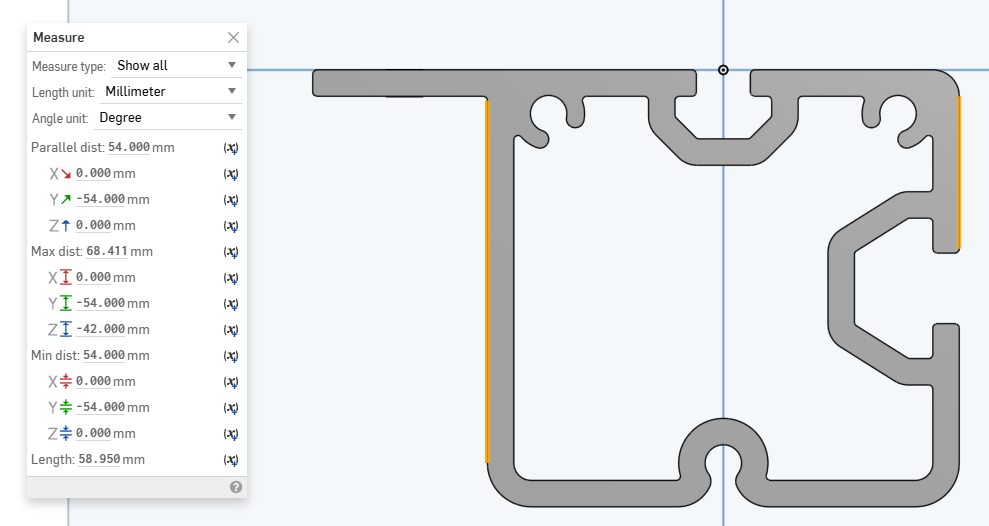
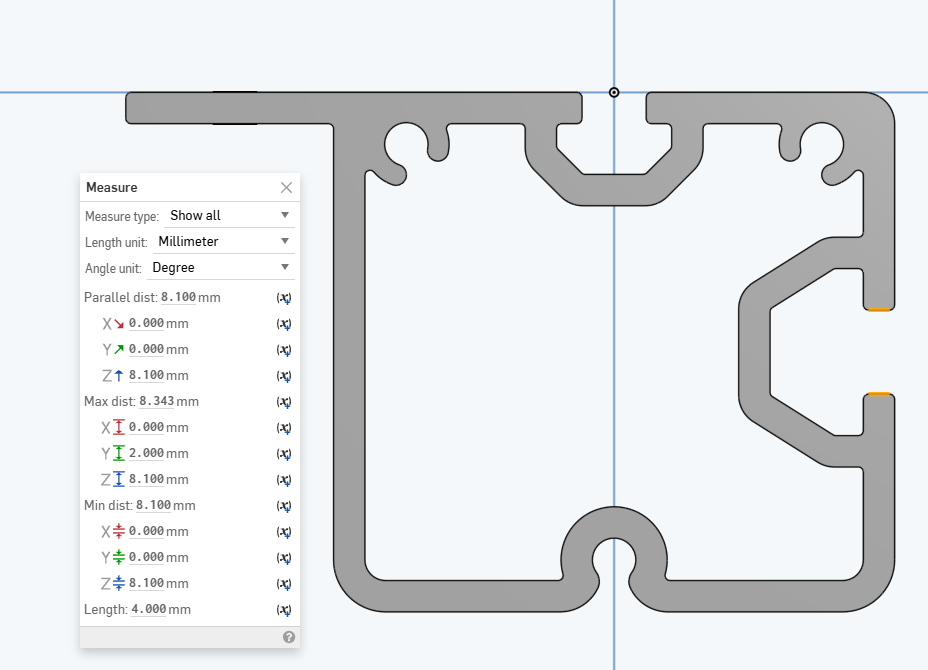
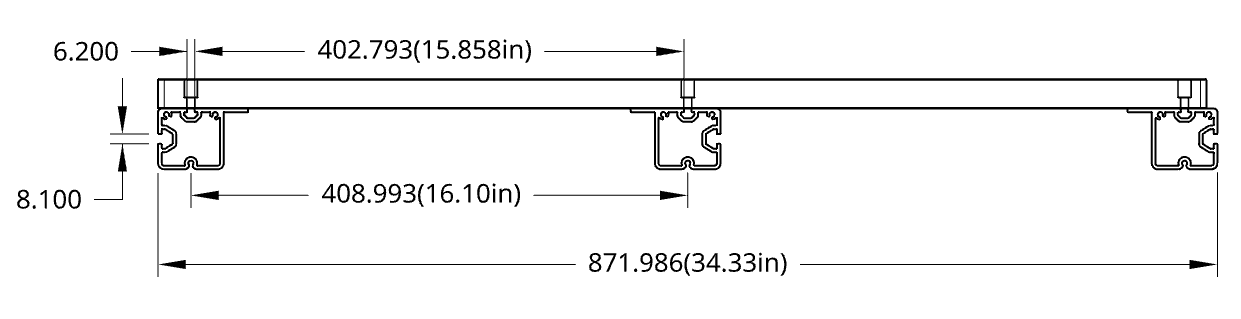
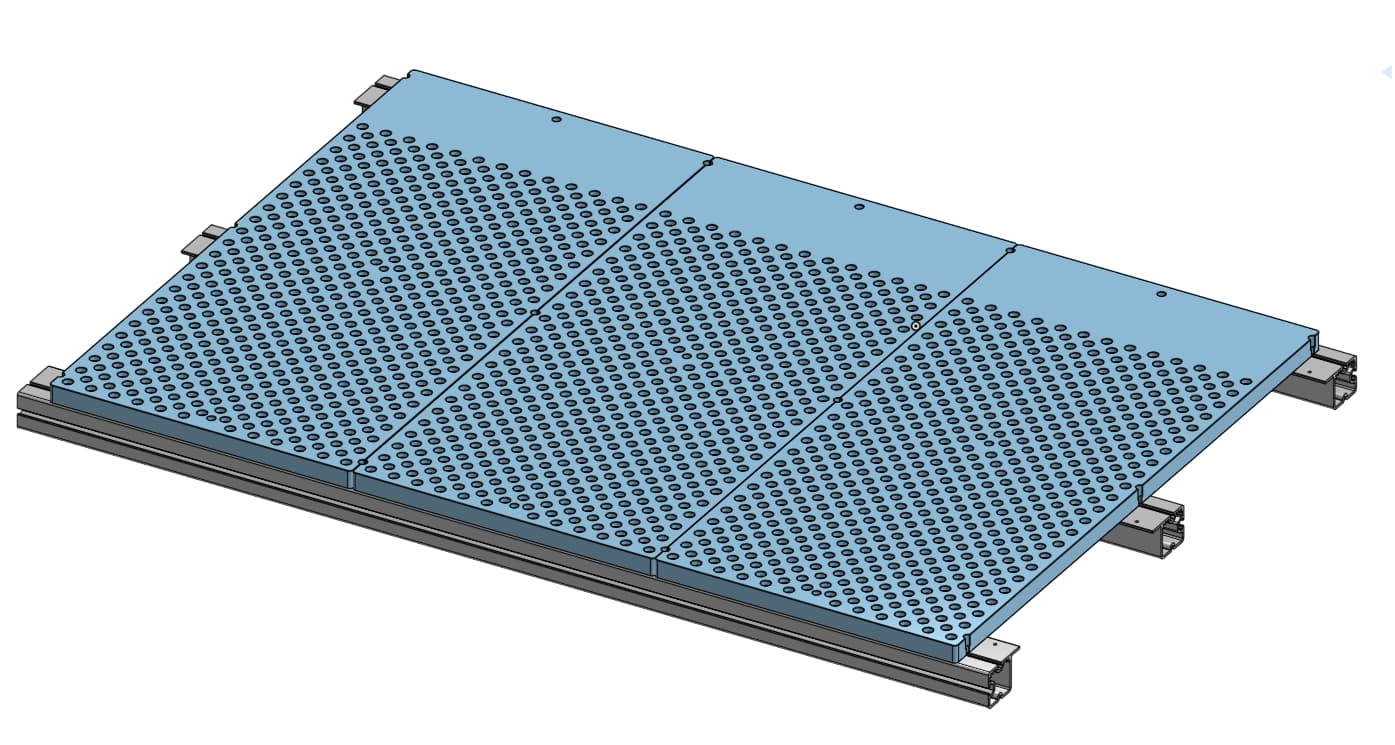
Looking ahead, I’m planning to switch over from MDF to aluminum fixture plates instead of the hybrid slot table. Most of our work involves creating fixtures for both in-house and client products, so repeatability is key. Also super excited to see what the ATC from Sienci Labs brings once it’s released as it’s streamline a bunch of our workflow, but for now, we are making things work.