I have been running Carbide create for the past few weeks trying to get Advanced V carve inlays to work. I started out using a Amana 46280-K 6.2 degree 1/32 dia. bit, and had no success in getting the parts to fit, the plug was always too small. I did have the ball nose imported into CC as a V-bit, so I then switched to the 45611-K 15 degree Vbit. Again the same issue.
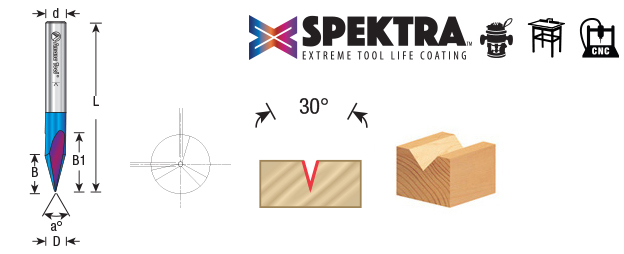
Ive since moved to a 30 degree V-bit 45771-K, and am still having the same issue.
I’ve toyed with different depths of pocket, but I was hoping to keep the pocket and plug at .250" or less.
Anyone have any tips/suggestions on some settings or changes i can make to get these to fit better ?
I have had good results with v-carve inlays using the PDF files in the link as a guide. The Description and Procedures PDF is pretty in depth and the cheat sheet gives a good overview of what settings effect each part of the carve.
This post of mine may be helpful as well. You can see some of my results in the opening post. My inlay was 3.75mm thick and 0.25" = 6.35mm so my numbers, while metric, are in the range you are looking for.
@newfylukey I don’t use Carbide Create, but VCarve has a very similar v carve inlay toolpath in its latest versions. I wonder if your issue is because none of the bits you mentioned are v bits. According to Amana, they are engraving bits. They do not come to a point. I know that this would cause issues in VCarve.
Thanks a lot!
Im going to dig into this a bit.
CC has a new Advanced Vcarve function, that has a “Plug mode” so the settings are a bit different.
In your experience does is depth of cut affected by the angle of the v-bit?
@newfylukey Sorry, I misunderstood. I thought that you ended up using the Amana 45771-K, which, according to the Amana site, is an engraving bit with a .005 tip.
I’m sure that someone here who uses Carbide Create will be able to help you. Good luck.
The angle of the bit would only affect the depth of the cut if two lines are close enough that the carve comes to a point before reaching the ‘flat depth’. I prefer using a bit that leaves steeper walls, I have a 45 degree v-bit so that leaves walls at 22.5 degrees. The steeper the walls the less the shape changes as you sand down the carve.
I should also add that my version of Vectric is before any special toolpath for vcarve inlays so I haven’t any experience with that. I didn’t know it existed before this thread.
@_Michael The new inlay toolpath in v12 doesn’t do anything that the “zank” method couldn’t do, Michael. It just makes it much simpler. One thing about it, though, is that it is not forgiving if one uses anything other than a v bit. Using engraving bits and tapered ball nose bits is possible, but you need to fudge the information that you enter into VCarve.
I appreciate the help thus far, I’m hoping someone with CC experience can offer some thoughts.
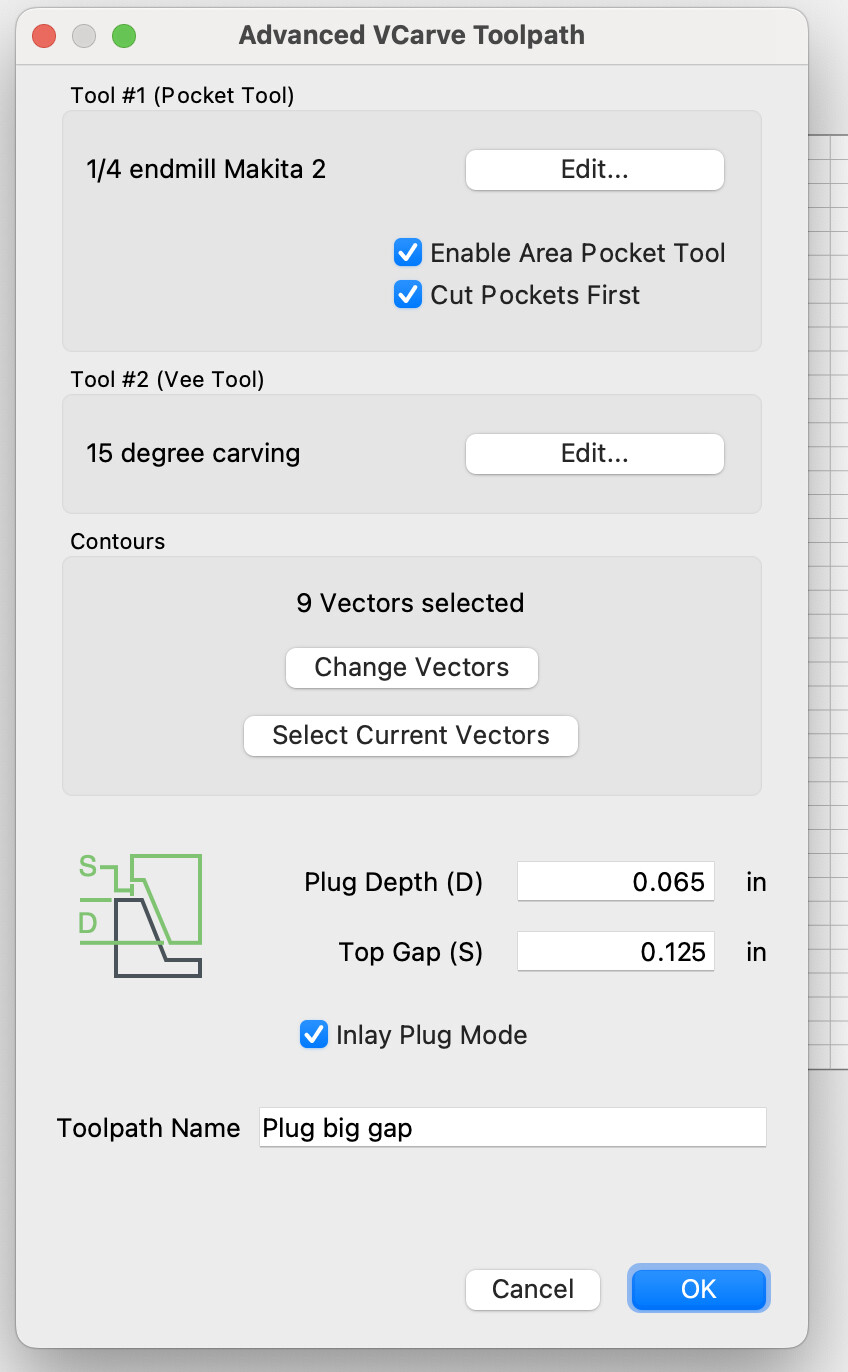
I seem to have narrowed down the issue, but have no way of solving. When the plug is rough cut using a 1/4" endmill, the g-code generated has the 15degree bit cut too close to the centre line of the vector.
The other possible problem could be that the rough cut does not leave enough material and when the 15degree bit.
Ive also discovered that the program does not obey the set restrictions ( for example: i have a plug depth of .200" and top gap of .125". It generates the g-code file as if it were are full .325" depth carve.
I can’t imagine that a paid program like this makes errors in this manner, especially considering the inlay function is built in. Again, anyone with CC experience using the newer inlay function have any ideas?
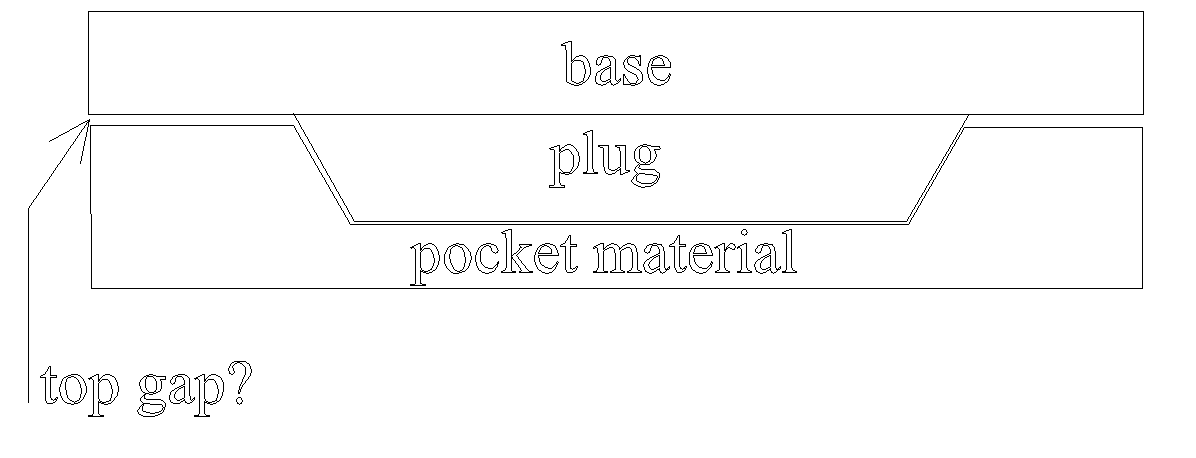
Not a CC user but on the subject of the Top Gap, I’m assuming that is the gap between the pocket material and the ‘base’ of the plug, when glued, for cutting with a band saw etc. If it is, it should cut the whole depth because it needs the depth that goes into the pocket and the ‘Top Gap’.
Sorry if I’m totally off track on this. If I am on track it also causes the plug to be a little big where it meets the ‘base’ because that part of it doesn’t go into the pocket.
You could be onto something. Im down working on a cut now. The pocket gap is 3.01mm wide.
The “top gap” is 3.4mm. So I have take the plug down to the depth where it is snug.
This gives me a 1.8mm plug depth in a 6.3mm pocket.
I have re-generated the g-code using a 30degree big, but cutting with a 15degree to see if that helps. There has been some discussion online about adding a bit to CC and the term “included angle”. Some seem to think this angle is only 1 side of the bit (aka a 30 bit would be entered as 15=included angle)
Again, for a program to be this difficult to use seems off. I would love to use vetric, but it does not run on Mac.
I find it strange that unless I’m mistaken, or it changes when ‘Inlay Plug Mode’ is not checked, there is no way to set a bottom gap.
It seems to me that if there isn’t any bottom gap then the plug must fit exactly at which point I fail to see the benefit of the vcarve method over a traditional inlay. To me the whole point of the vcarve method was that it could produce nice looking results with some margin of error allowed do to the angled walls.
I’m guessing the setting just isn’t shown in that shot as I find it unlikely that the devs of CC overlooked what I see as the most important reason to use a vcarve inlay in the first place.
I have done inlays with only 0.25mm bottom gap but I didn’t start with that small a gap on my first try and the quarter mm looks like it closed during clamping, hard to tell looking down a cribbage peg hole, meaning that if I had used zero bottom gap I would have had a visible gap around the inlay.
The bottom gap would just be the difference between the depth of the pocket and the plug depth. @newfylukey It’s hard to tell what you’re doing and what doesn’t fit. If you use the same v-bit for both the pocket and the plug, set the angle correctly in CC, and use some depth settings that make sense it should work. I’ve done prismatic inlays using v-carve, f-engrave, CC and Fusion (and probably others). It’s not wizardry as some videos out there lead one to believe. It’s geometry or trigonometry, BUT the software takes care of the math. You just have to tune the machine, use the right bits and set your zeroes correctly.
@NeilFerreri Okay, I thought it was probably just that I’m not seeing both sides of the process in the screenshot.
With that out of the way I would suggest that @newfylukey makes sure the pocket depth is deeper than the plug depth by a smallish amount to allow for compression when clamping and to allow for some margin of error in machining.
I don’t think we have seen a complete set of numbers for a carve yet. That might help and if the carve is ruined anyway it might be worthwhile to fit it together, as best you can, and cut it into a cross section so that we could see the numbers and the results of a single attempt.