my machine is .2mm out of square according to caliper measurements when I put it together about a month ago. Other than that my size testing was accurate until today. The only difference I can think of is I went to the latest g-sender. My back-lash nuts are good on x,y,z. nothing loose. machine runs fine its just not cutting accurately by 1.2 mm now.
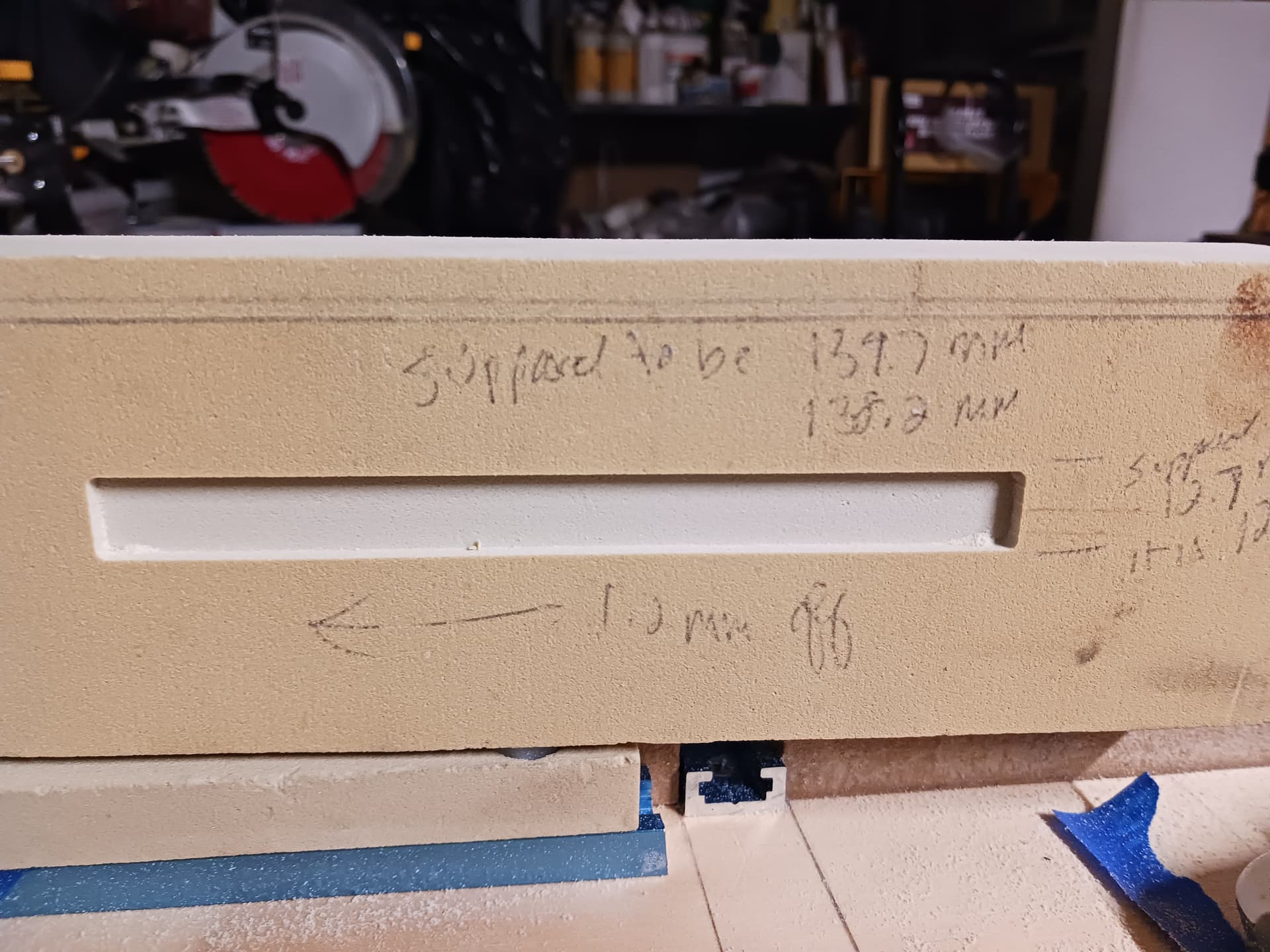
As you can see I did a 139.7mmx 12.7mm pocket cut. the 12.7mm is dead on but am off on the 139.7mm by 1.2mm - its only cutting 138.5 mm. have done several tests - same results. I did the movemeny tuning on the x axis - moved it 100mm and it measures a 100mm by calipers. was using a .125 dc bit.
Anybody have any idea’s of what might be going on being that its not cutting along the x axis to the correct size? all else seems perfect.
also the material is signfoam so there is basically no bit resistance/deflection
well after a little investigating it seems my x axis was set to 198.xx , 199 in the y axis, and 200 in the z axis. changed the x and y to 200 and did another test-a 5" long pocket - measured it with calipers - 4.96".
Now I have a question, should the x value be adjusted/tweaked to compensate for the difference or should it just be set to 200 as it states in the manual since it is a 200/mm stepper motor. I have no idea how the y and x were changed from 200.
should i adjust my x to 201.61… (5"/4.96") x 200 to tweak it
@engraver99
not all motors will be exactly perfect. If you need to tweak to dial it in better go ahead. I didn’t have that problem on LM, but my 3d printer did.
Just follow and you’ll be able to get it to exactly what you want.
If you want even more you can look into microstepping.
thanks Shipwreck, I saw this already and was just wondering if I should tweak it (as you suggest-so I will) or if it was supposed to stay at 200/mm. I just don’t know how the values originally changed since all I did was an x/y squaring and never did any tuning on the longmill since it was very close before i.e. cut 4.96" asked for 5" so I left it at that for the time being since I was just testing.
I’m guseeing when I downloaded gsender for a new laptop I aquired (changed gsender from 1.2.1 to 1.2.2) to reset my values for sensors and probe for the 48 x 30, that the $100,101,102 values may have already been in the gsender I downloaded and flashed to the longmill after making sensor/probe changes - not sure tho. Its only reason I can think of why they changed. It cost me a day of troubleshooting…ugh.