@JamesORear What machine are you running?
What CAM application created the toolpaths?
What post processor did you use to create the gcode?
The lines that you have included are missing G commands.
Longmill mk2 w/ newly added SLB
Fusion using the grbl post processor
G1 and G3 commands were initiated multiple lines before the errors showed, they’re a long series of point coordinates
@JamesORear In your original post, you mentioned that the gremlins started after you installed your SLB. So, this same code ran to completion using the long board, correct?
If you post the complete gcode, there may be someone here who can see what is causing the errors.
No, this particular file has not run on the Longboard setup but is designed/tool pathed using our standard protocols as previous parts that have run successfully on the pre-SLB machine. There were initially a number of error codes because of new configurations I ran into (i.e. spindle now running on MODBUS connection, improperly connecting via the old grbl COM connection, etc) that were quickly resolved but these particular codes have me stumped as I have not encountered them on this machine or any of the others I run between home, school, and work. Again, I’m sure it is something simple that I’m missing.
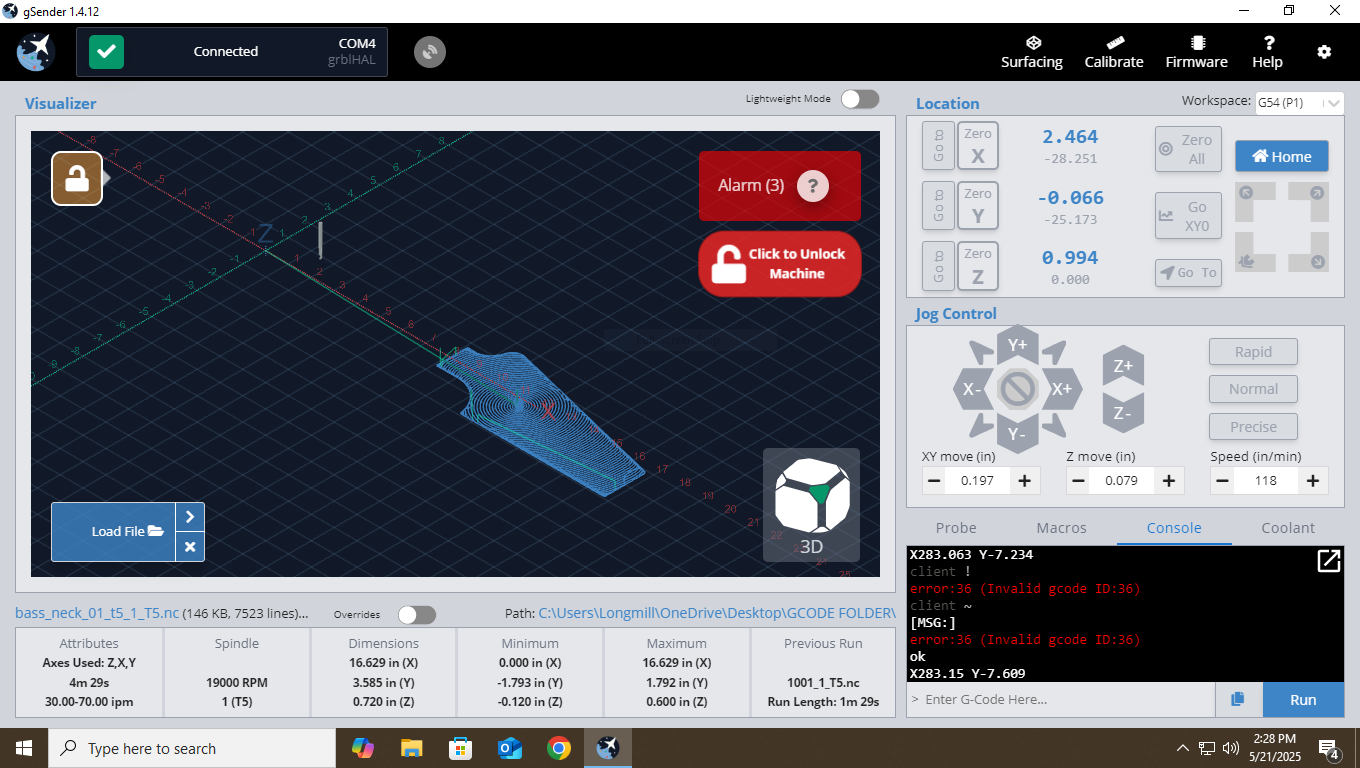
This is the first 100 lines of code and both error codes arise in this segment.
@JamesORear I know absolutely nothing about Fusion. But there are members here who are quite expert in it and in analyzing gcode. The only thing that jumps out to me in those 100 lines is that they differ from any gcode VCarvePro generates using the grbl mm post processor. Every line in my gcodes starts with a G command of some sort. None start with a coordinate command. That may be nothing. It’s just an observation.
In our mill and lathe programming classes we wrote all of our code by hand to run on Haas machines and it is standard practice to not put characters down if you don’t need them…so I guess the Fusion code looks “normal” to me. Same applies at work where we use a Centroid-equipped machine from Forest Scientific. I’ve never dug into the VCarve Pro generated gcode, I’ll give those a look when I’m home.
@JamesORear I was just using VCarve as an example of CAM applications that generate gcode to run on grbl-based machines. You may want to look at other gcode files that have been posted on the forum - files that were generated from CAM applications other than VCarve. They may well show that there is nothing unusual about having lines start with coordinates. I only have experience with gcode created by VCarve and the grbl mm post.
@JamesORear did you wind up making any progress on this? FWIW I ran the sample code you attached on both a grbl and grblHAL setup and both ran without a hitch. The code looks fine to me too
It’s very odd for me to see an error 36 appear. Unsure if maybe you’ve got a loose USB connection or are running through a USB dongle maybe?