I am considering purchasing the SLB in the very near future. Can anybody tell me if GRBLHAL supports tool changes? I want to be able to output one file for all of my tools and then have my MK2 retract the router, move to a predetermined position, allow me to change the tool and measure tool length and then restart the program where it left off. Will this be possible with the SLB and Vcarve?
The SLB does support Tool Length Sensors! You can read up on it Here. We’ll be adding more and more to our documentation in the coming weeks too, so check back for updates.
I have no problems having multiple tools in one file using Vectric.
I can run different tools for one job - roughing, finishing, chamfer then profile all in one *.tap file.
You are right! I’ve been playing around last week exporting several tools in VCarve Pro into one gcode file, with a new Post Processor. You can then select how gSender handles the tool change command on the sender side.
I did much the same as you Stephen. I took a G-Code (mm) ATC (Automatic Tool Change) Post Processor and rewrote it to suit my home built CNC.
I the use the Manual Tool Change option in gSender (Pause) to handle the tool change. Works great!
Note: I still run gSender 1.2.2 as it’s stable and does everything I require of it, including my Xbox Bluetooth controller.
Yep, this will work with your Longmill MK1 or MK2. In our testing last week, we didn’t run into any ‘unexpected’ behavior, but there are updates to this PP. You can open the .pp file with notepad, and read the contributions that have happened over the years. The latest update for example is:
Version 7
Sienci Labs 21/06/2023 Changed Y output to wrapped rotary A axis in degrees. M6 tool changing enabled
Using this technique of several different tools in one file has made me rethink my design strategy a bit, but I look forward to playing around more in the coming months.
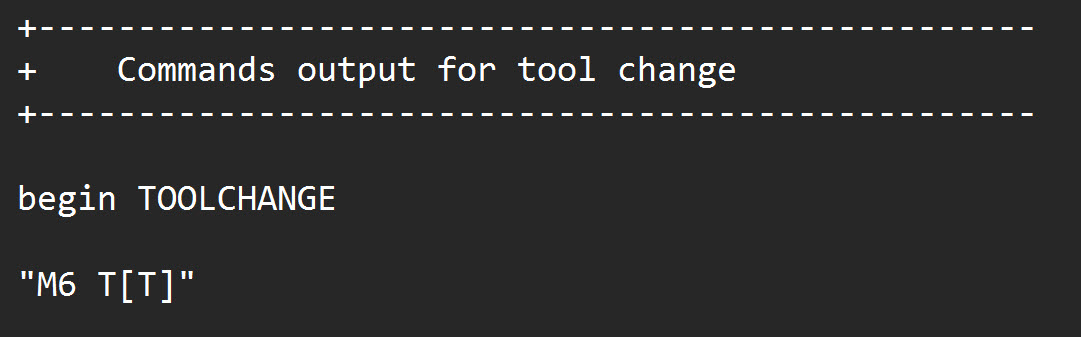
I did some changes on the post prosessor,
I did not change the speed on the different tools when using it.
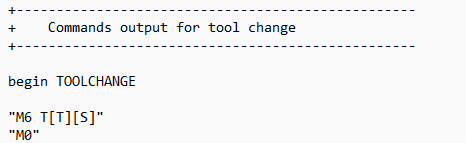
So i added the
“M6 T[T][S]”
“M0”
[S] will save the new speed for the according bit.
M0 will pause the machine so it can speed up again,
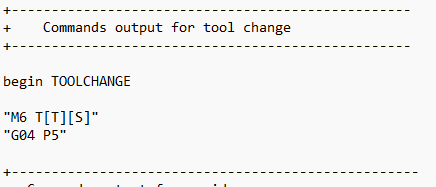
Sure i want a command that pauses the machine for 5-6 second so i dont need to use M0