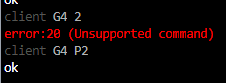
“G1 Z#<z_cut> F#<drill_speed>” looked funky to me (again, NCViewer and Candle are fine with it), so I spent a lot of time looking for how variables/parameters work in gcode. I have not found a source that lays out the syntax of gcode; only references, definitions, and examples. I don’t see how to attach a file, but heart.ngc is not too large, so I will just paste it below.
G21 (mm)
#<z_safe> = 5
#<drill_speed> = 50
#<cut_speed> = 70
T1
G0 Z#<z_safe>
#<z_cut> = -1
G21
G0 X-1.531938 Y2.986674
G1 Z#<z_cut> F#<drill_speed>
G3 X-2.729305 Y2.490708 I0 J-1.693332 F#<cut_speed>
G3 X-3.225271 Y1.29334 I1.197368 J-1.197367
G3 X-2.873604 Y0.075133 I2.285827 J0
G3 X-2.102799 Y-0.854788 I3.9407 J2.482001
G3 X-1.1305 Y-1.727941 I26.290419 J28.29774
G2 X0 Y-2.986674 I-4.475644 J-5.156722
G2 X1.089662 Y-1.731848 I5.317665 J-3.51721
G3 X2.076049 Y-0.836349 I-36.459061 J41.150394
G3 X2.873007 Y0.109748 I-3.475888 J3.736676
G3 X3.225271 Y1.29334 I-1.812277 J1.183591
G3 X2.729306 Y2.490707 I-1.693334 J0
G3 X1.531937 Y2.986674 I-1.197368 J-1.197367
G3 X0.600155 Y2.705749 I0 J-1.68575
G3 X0 Y2.010361 I0.94113 J-1.418919
G3 X-0.600154 Y2.705748 I-1.541278 J-0.723524
G3 X-1.531938 Y2.986674 I-0.931784 J-1.404828
G1 X-1.531938 Y2.986674
G0 Z#<z_safe>
#<z_cut> = -2
G21
G0 X-3.063875 Y5.973347
G1 Z#<z_cut> F#<drill_speed>
G3 X-5.458609 Y4.981415 I0 J-3.386665 F#<cut_speed>
G3 X-6.450541 Y2.58668 I2.394737 J-2.394735
G3 X-5.747208 Y0.150265 I4.571655 J0
G3 X-4.205597 Y-1.709577 I7.881399 J4.964003
G3 X-2.261001 Y-3.455882 I52.580838 J56.595481
G2 X0 Y-5.973347 I-8.951287 J-10.313446
G2 X2.179325 Y-3.463696 I10.635329 J-7.03442
G3 X4.152098 Y-1.672697 I-72.918121 J82.300787
G3 X5.746014 Y0.219498 I-6.951776 J7.473352
G3 X6.450541 Y2.58668 I-3.624556 J2.367183
G3 X5.458611 Y4.981414 I-3.386667 J0
G3 X3.063874 Y5.973347 I-2.394736 J-2.394733
G3 X1.200309 Y5.411498 I0 J-3.371501
G3 X0 Y4.020722 I1.88226 J-2.837838
G3 X-1.200308 Y5.411497 I-3.082557 J-1.447048
G3 X-3.063875 Y5.973347 I-1.863568 J-2.809655
G1 X-3.063875 Y5.973347
G0 Z#<z_safe>
#<z_cut> = -3
G21
G0 X-6.127751 Y11.946694
G1 Z#<z_cut> F#<drill_speed>
G3 X-10.917219 Y9.96283 I0 J-6.773328 F#<cut_speed>
G3 X-12.901082 Y5.17336 I4.789473 J-4.78947
G3 X-11.494415 Y0.300531 I9.14331 J0
G3 X-8.411195 Y-3.419153 I15.762799 J9.928005
G3 X-4.522 Y-6.911765 I105.161675 J113.190961
G2 X-0.000001 Y-11.946694 I-17.902575 J-20.62689
G2 X4.35865 Y-6.927392 I21.270657 J-14.06884
G3 X8.304196 Y-3.345394 I-145.836243 J164.601575
G3 X11.492028 Y0.438995 I-13.903552 J14.946704
G3 X12.901082 Y5.17336 I-7.24911 J4.734366
G3 X10.917222 Y9.962828 I-6.773334 J0
G3 X6.127749 Y11.946694 I-4.789472 J-4.789466
G3 X2.400619 Y10.822995 I0 J-6.743002
G3 X-0.000001 Y8.041443 I3.76452 J-5.675675
G3 X-2.400615 Y10.822994 I-6.165114 J-2.894095
G3 X-6.127751 Y11.946694 I-3.727135 J-5.619312
G1 X-6.127751 Y11.946694
G0 Z#<z_safe>
#<z_cut> = -2
G21
G0 X-9.191627 Y17.920041
G1 Z#<z_cut> F#<drill_speed>
G3 X-16.375829 Y14.944245 I0 J-10.159994 F#<cut_speed>
G3 X-19.351623 Y7.76004 I7.184209 J-7.184206
G3 X-17.241623 Y0.450796 I13.714965 J0
G3 X-12.616793 Y-5.12873 I23.644199 J14.892007
G3 X-6.783001 Y-10.367648 I157.742516 J169.786446
G2 X-0.000002 Y-17.920041 I-26.853863 J-30.940337
G2 X6.537975 Y-10.391088 I31.905987 J-21.103261
G3 X12.456294 Y-5.01809 I-218.75437 J246.902369
G3 X17.238043 Y0.658492 I-20.855329 J22.420057
G3 X19.351624 Y7.76004 I-10.873666 J7.101548
G3 X16.375833 Y14.944242 I-10.160001 J0
G3 X9.191624 Y17.920041 I-7.184208 J-7.1842
G3 X3.600929 Y16.234493 I0 J-10.114503
G3 X-0.000002 Y12.062166 I5.64678 J-8.513513
G3 X-3.600922 Y16.234492 I-9.247671 J-4.341143
G3 X-9.191627 Y17.920041 I-5.590702 J-8.428967
G1 X-9.191627 Y17.920041
#<z_cut> = -4
G21
G0 X-9.191627 Y17.920041
G1 Z#<z_cut> F#<drill_speed>
G3 X-16.375829 Y14.944245 I0 J-10.159994 F#<cut_speed>
G3 X-19.351623 Y7.76004 I7.184209 J-7.184206
G3 X-17.241623 Y0.450796 I13.714965 J0
G3 X-12.616793 Y-5.12873 I23.644199 J14.892007
G3 X-6.783001 Y-10.367648 I157.742516 J169.786446
G2 X-0.000002 Y-17.920041 I-26.853863 J-30.940337
G2 X6.537975 Y-10.391088 I31.905987 J-21.103261
G3 X12.456294 Y-5.01809 I-218.75437 J246.902369
G3 X17.238043 Y0.658492 I-20.855329 J22.420057
G3 X19.351624 Y7.76004 I-10.873666 J7.101548
G3 X16.375833 Y14.944242 I-10.160001 J0
G3 X9.191624 Y17.920041 I-7.184208 J-7.1842
G3 X3.600929 Y16.234493 I0 J-10.114503
G3 X-0.000002 Y12.062166 I5.64678 J-8.513513
G3 X-3.600922 Y16.234492 I-9.247671 J-4.341143
G3 X-9.191627 Y17.920041 I-5.590702 J-8.428967
G1 X-9.191627 Y17.920041
G0 Z#<z_safe>
#<z_cut> = -2.5
G21
G0 X-12.255502 Y23.893387
G1 Z#<z_cut> F#<drill_speed>
G3 X-21.834439 Y19.92566 I0 J-13.546658 F#<cut_speed>
G3 X-25.802163 Y10.34672 I9.578945 J-9.57894
G3 X-22.98883 Y0.601062 I18.286621 J0
G3 X-16.82239 Y-6.838305 I31.525599 J19.856009
G3 X-9.044002 Y-13.823529 I210.32335 J226.381922
G2 X-0.000002 Y-23.893388 I-35.805149 J-41.253782
G2 X8.7173 Y-13.854784 I42.541316 J-28.13768
G3 X16.608391 Y-6.690787 I-291.672486 J329.20315
G3 X22.984057 Y0.877989 I-27.807105 J29.893408
G3 X25.802165 Y10.34672 I-14.498221 J9.46873
G3 X21.834443 Y19.925656 I-13.546668 J0
G3 X12.255498 Y23.893387 I-9.578943 J-9.578932
G3 X4.801239 Y21.645991 I0 J-13.486004
G3 X-0.000002 Y16.082887 I7.529039 J-11.351351
G3 X-4.801229 Y21.645989 I-12.330228 J-5.78819
G3 X-12.255502 Y23.893387 I-7.45427 J-11.238622
G1 X-12.255502 Y23.893387
#<z_cut> = -5
G21
G0 X-12.255502 Y23.893387
G1 Z#<z_cut> F#<drill_speed>
G3 X-21.834439 Y19.92566 I0 J-13.546658 F#<cut_speed>
G3 X-25.802163 Y10.34672 I9.578945 J-9.57894
G3 X-22.98883 Y0.601062 I18.286621 J0
G3 X-16.82239 Y-6.838305 I31.525599 J19.856009
G3 X-9.044002 Y-13.823529 I210.32335 J226.381922
G2 X-0.000002 Y-23.893388 I-35.805149 J-41.253782
G2 X8.7173 Y-13.854784 I42.541316 J-28.13768
G3 X16.608391 Y-6.690787 I-291.672486 J329.20315
G3 X22.984057 Y0.877989 I-27.807105 J29.893408
G3 X25.802165 Y10.34672 I-14.498221 J9.46873
G3 X21.834443 Y19.925656 I-13.546668 J0
G3 X12.255498 Y23.893387 I-9.578943 J-9.578932
G3 X4.801239 Y21.645991 I0 J-13.486004
G3 X-0.000002 Y16.082887 I7.529039 J-11.351351
G3 X-4.801229 Y21.645989 I-12.330228 J-5.78819
G3 X-12.255502 Y23.893387 I-7.45427 J-11.238622
G1 X-12.255502 Y23.893387
G0 Z#<z_safe>
#<z_cut> = -3
G21
G0 X-15.319377 Y29.866733
G1 Z#<z_cut> F#<drill_speed>
G3 X-27.293048 Y24.907075 I0 J-16.933322 F#<cut_speed>
G3 X-32.252704 Y12.9334 I11.973682 J-11.973675
G3 X-28.736037 Y0.751327 I22.858275 J0
G3 X-21.027987 Y-8.547882 I39.406998 J24.820011
G3 X-11.305001 Y-17.279411 I262.904183 J282.977398
G2 X-0.000003 Y-29.866734 I-44.756436 J-51.567226
G2 X10.896625 Y-17.318479 I53.176643 J-35.1721
G3 X20.760489 Y-8.363484 I-364.590602 J411.503932
G3 X28.730071 Y1.097487 I-34.75888 J37.36676
G3 X32.252706 Y12.9334 I-18.122776 J11.835913
G3 X27.293054 Y24.907069 I-16.933335 J0
G3 X15.319373 Y29.866733 I-11.973679 J-11.973665
G3 X6.001548 Y27.057489 I0 J-16.857504
G3 X-0.000003 Y20.103608 I9.411299 J-14.189188
G3 X-6.001537 Y27.057485 I-15.412785 J-7.235238
G3 X-15.319377 Y29.866733 I-9.317837 J-14.048278
G1 X-15.319377 Y29.866733
#<z_cut> = -6
G21
G0 X-15.319377 Y29.866733
G1 Z#<z_cut> F#<drill_speed>
G3 X-27.293048 Y24.907075 I0 J-16.933322 F#<cut_speed>
G3 X-32.252704 Y12.9334 I11.973682 J-11.973675
G3 X-28.736037 Y0.751327 I22.858275 J0
G3 X-21.027987 Y-8.547882 I39.406998 J24.820011
G3 X-11.305001 Y-17.279411 I262.904183 J282.977398
G2 X-0.000003 Y-29.866734 I-44.756436 J-51.567226
G2 X10.896625 Y-17.318479 I53.176643 J-35.1721
G3 X20.760489 Y-8.363484 I-364.590602 J411.503932
G3 X28.730071 Y1.097487 I-34.75888 J37.36676
G3 X32.252706 Y12.9334 I-18.122776 J11.835913
G3 X27.293054 Y24.907069 I-16.933335 J0
G3 X15.319373 Y29.866733 I-11.973679 J-11.973665
G3 X6.001548 Y27.057489 I0 J-16.857504
G3 X-0.000003 Y20.103608 I9.411299 J-14.189188
G3 X-6.001537 Y27.057485 I-15.412785 J-7.235238
G3 X-15.319377 Y29.866733 I-9.317837 J-14.048278
G1 X-15.319377 Y29.866733
G0 Z#<z_safe>