I’ve coded two macros for gSender (or CNCjs, based on @neilferreri published examples) that bisect the error from a G38.2 followed by a G38.4 probe cycle. With these (one for front/left and one back/left) I am seeing approx 0.03mm error, noting that the step resolution on the ShapeOKO 3XL is (1.8deg-step and 8 micro-steps on GT2/20T) 0.025mm.
Macro logic is: Probe G38.2 fast to locate edge, retreat a little, probe G38.2 slowly and note machine position on completion, probe ‘away’ G38.4 slowly and again note machine position. Halve the difference, adjust for the probe/puck size and probe tip diameter, set zero.
Unless or until Sienci incorporate PRB: capture into gSender, this is likely as good as it gets. I have made a feature request accordingly.
Files attached, hopefully self-explanatory. The key controlling ‘dimension variables’ are all at the top of the scripts, so you can tweak according to your preference.
Not quite sure if I can bring up this topic in this forum. I am trying to carve a leaf onto a cylinder. With Aspire I can draw and calculate the c-code and I have also downloaded the “gSender Hal and Rotary” program. After I plugged the rotary wire into a Y axis plug and transferred the g-code into g-sender, I can tell something is wrong because the cutter on the computer screen shows the cutter as being way to big as compared to my work piece.
When I turn the machine on the router moves very slightly left and right and it is hard to tell if it is rotating or not. Mayby somebody can tell me what I am doing wrong or what am I missing. I will appreciate any help . Thank
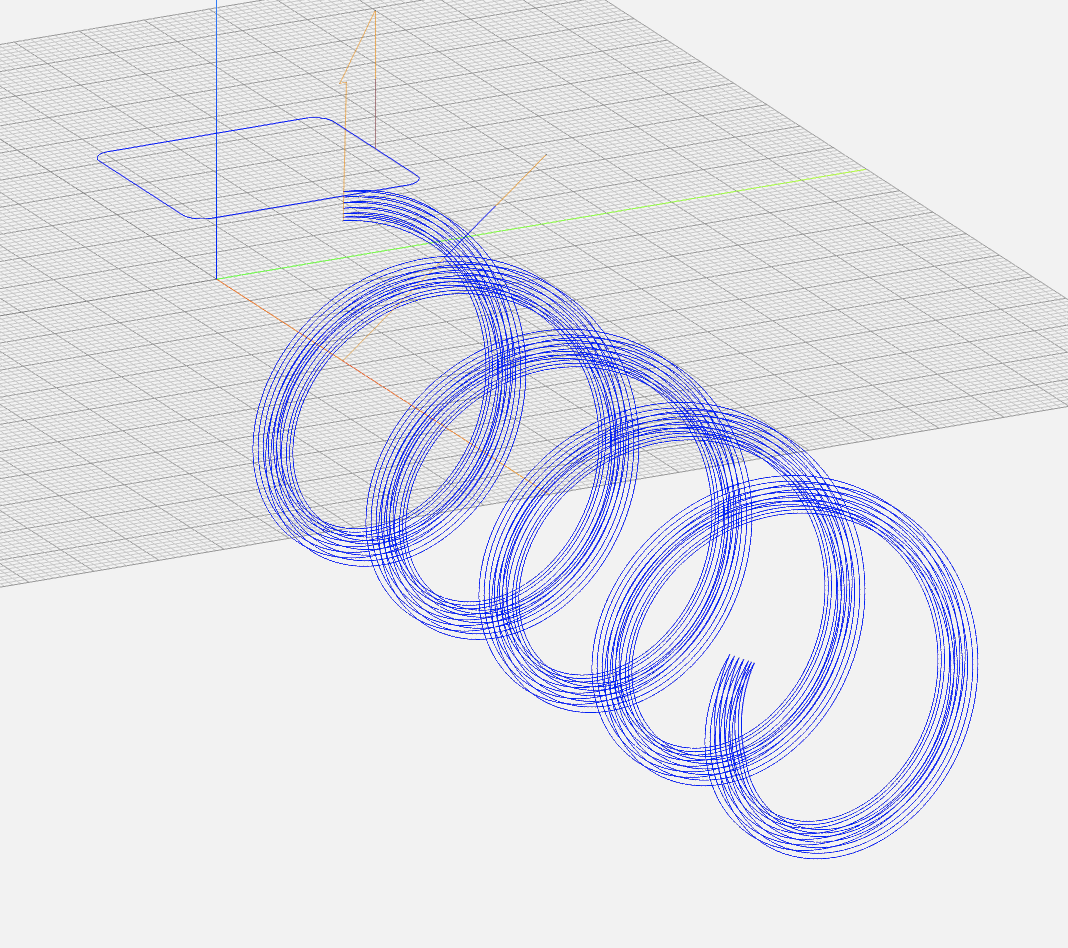
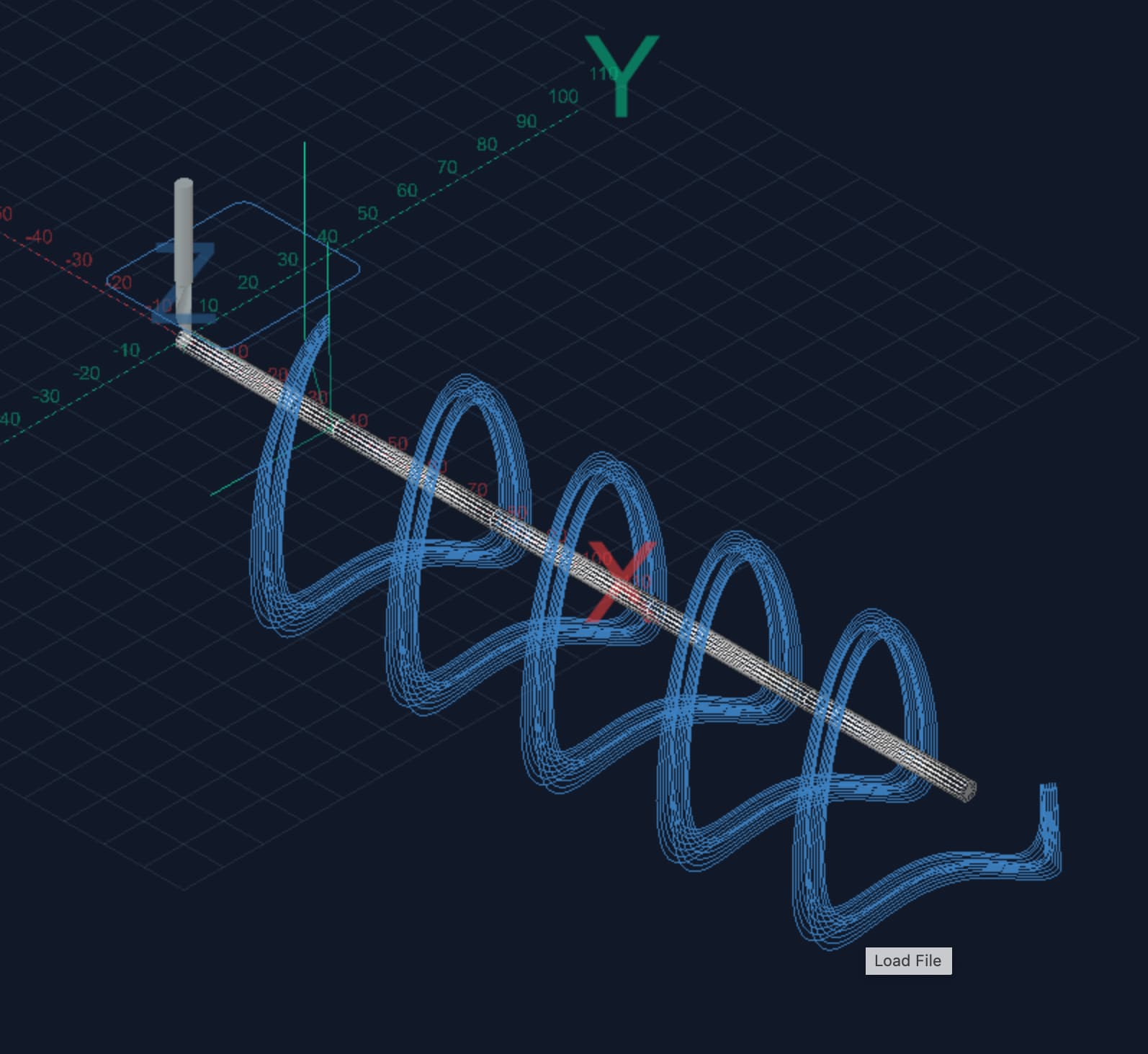
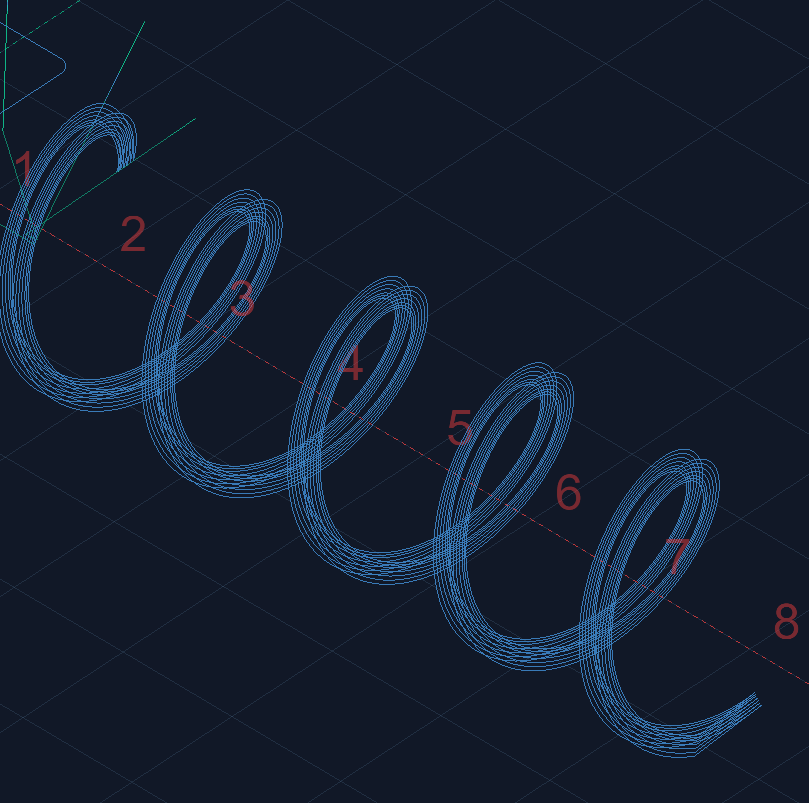
I have done further testing, and of particular interest is the accuracy of the visualiser display. I have created a test rotary part in Fusion 360 (using rotary wrap, not the manufacturing extension) and been tweaking the Post Processor to get this working 100%.
This gSender view is not connected to my machine (ShapeOKO 3XL+HAL+Rotary), only a dummy serial port on my iMAC Ventura, but I get the same visualiser result on my MacBook Air Catalina when actually connected to the ShapeOKO/HAL. An air-cut of this JOB using gSender Alpha HAL+Rotary appears to be fully correct - I will hopefully this weekend actually cut this test part and prove that.
I have attached the above GRBL file, the Fusion 360 PP and the F3D file so others can attempt to reproduce the same experiment - to prove or disprove whether it is my use/setup or in fact an issue with the visualiser.
I have spotted one more oddity with this Alpha release. I was cutting a reasonably large .nc file (3.4MB), rotary, origin = Fusion 360, and clicked the visualiser ‘lightweight mode’ slider - the visualiser view reset, and the job halted and needed to be re-started. I had run the same job this week and no stop/reset had happened - it seems only the action of clicking the slider triggered it.
I don’t believe I have noticed this behaviour before in use of Released or Edge builds. I can post the .nc file if it will help understand the issue.
With Vortex announced, the count-down to this Alpha being swapped to Edge, or in fact to Full Release must have started in earnest.
Do you have any estimations of dates for the next Alpha, first Edge?
Certainly @AndyCXL! The plan as Kevin said is swap Rotary to Edge, then keep progress on that Edge thread with a focus more on Rotary and HAL support. Ideally it’ll be Main by the time the Vortex ships, but if we’re still not fully confident we can always leave it Edge till it’s vetted