I finally installed the LaserBeam on my LongMill MK2 last week after a year, but I haven’t been able to run any G-code successfully. I’ve tested multiple sample files with no luck, so I created my own to troubleshoot.
My setup includes:
Longmill MK2
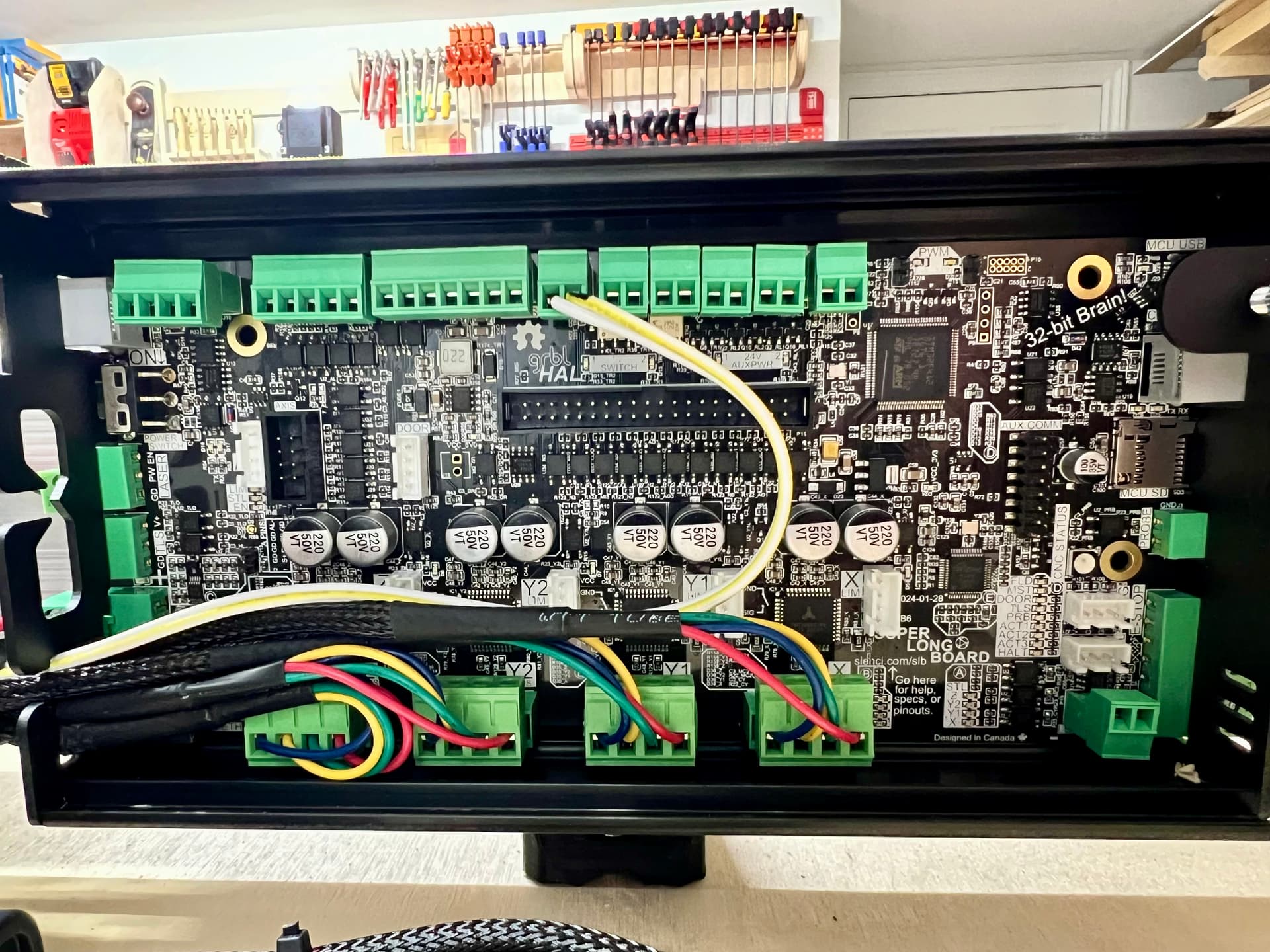
SLB controller (running the latest firmware)
LaserBeam
gControl (fully updated, running the latest gSender and LightBurn software)
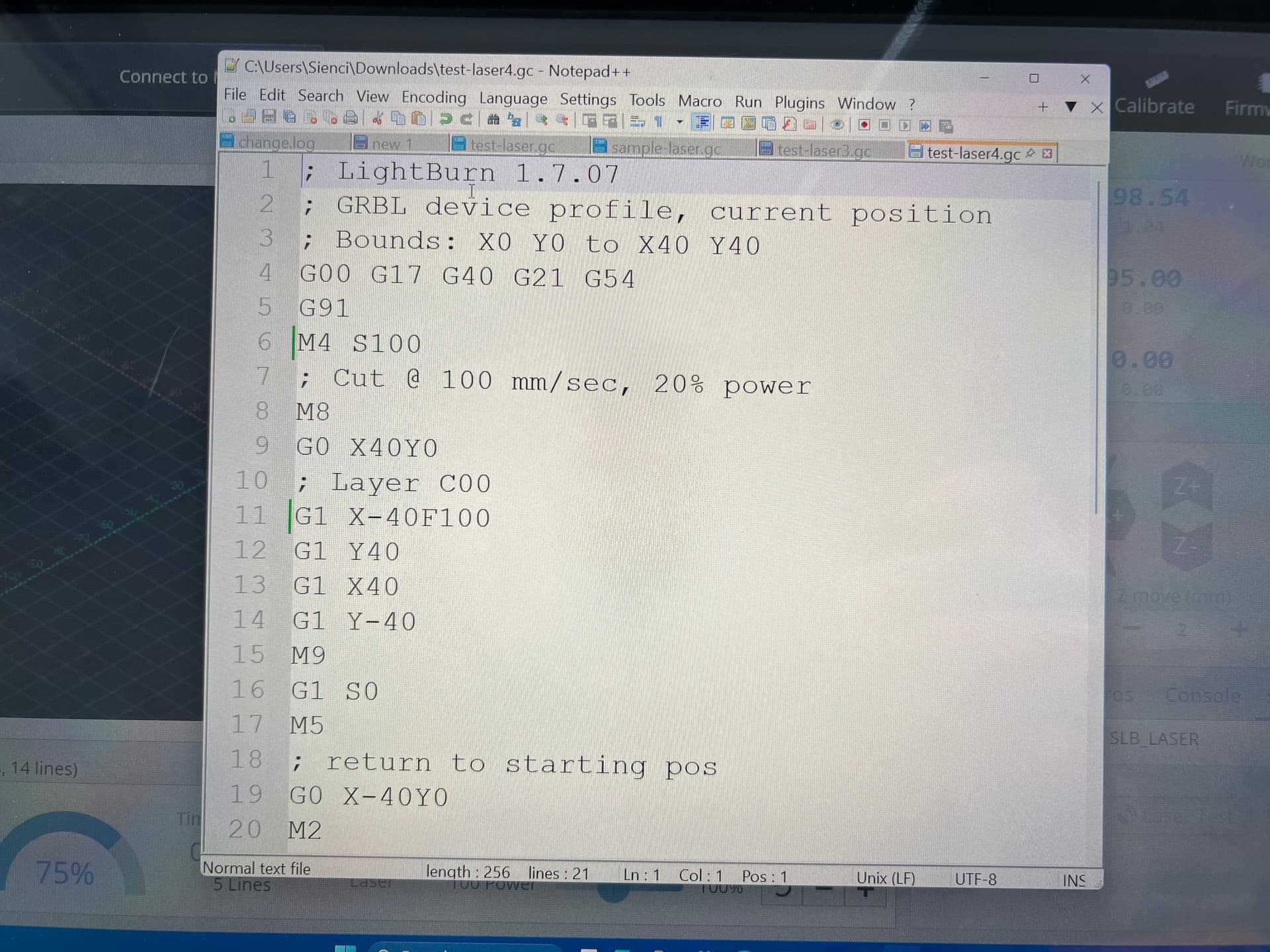
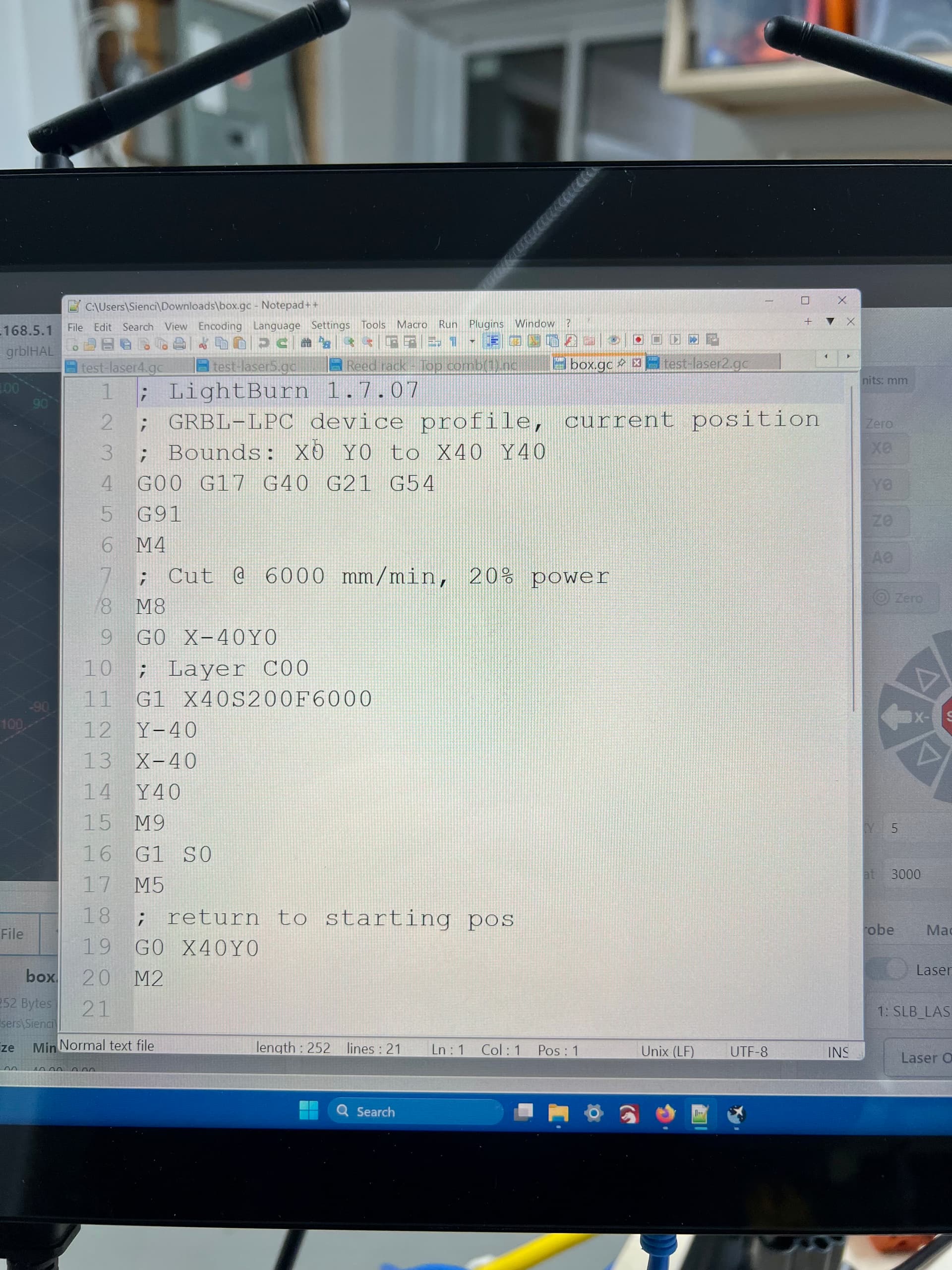
I created a simple G-code script to draw a box—nothing complex.
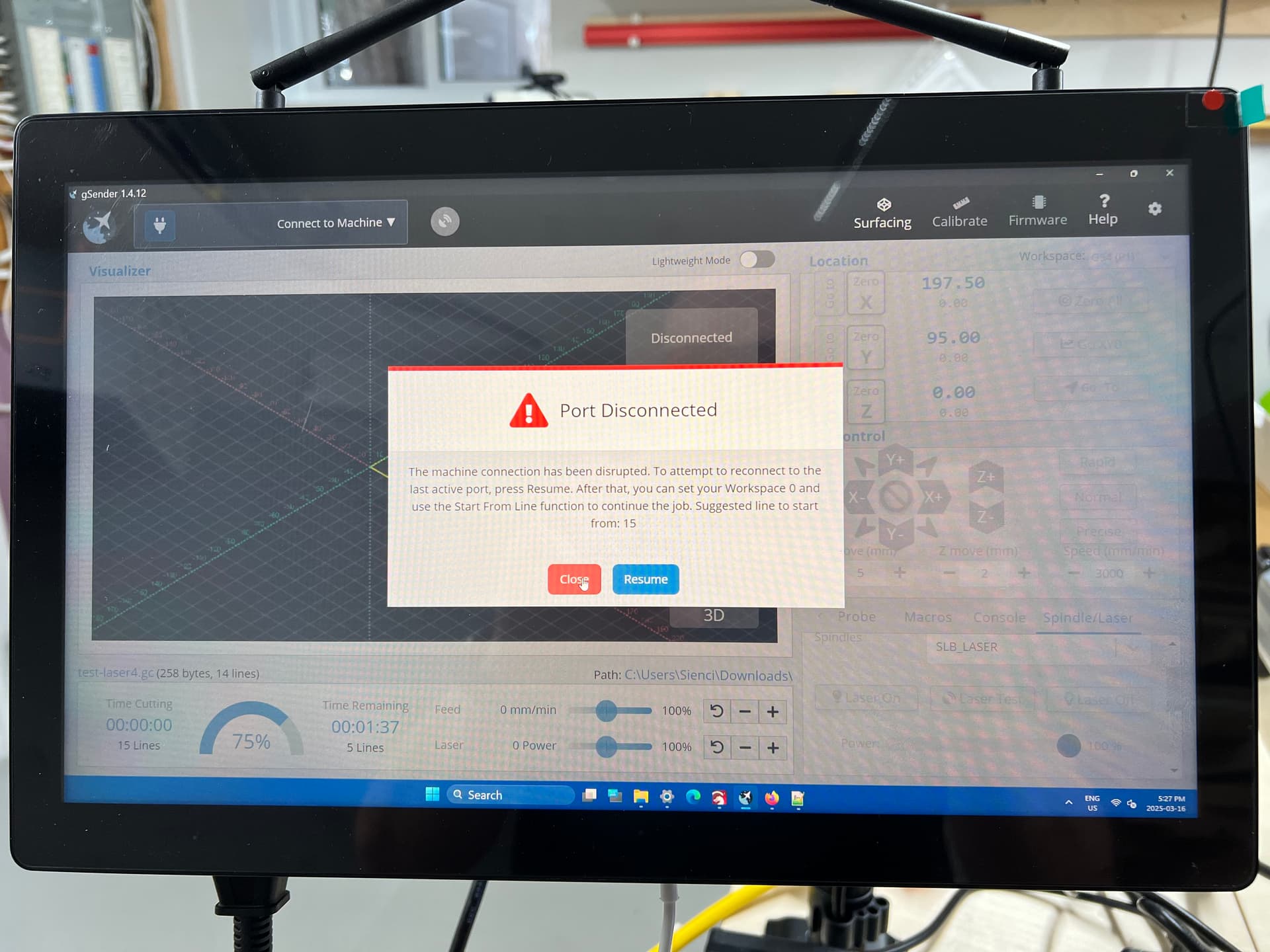
However, every time I run it, the machine moves in a straight line (doesn’t do a square), then fails and disconnects. There are no significant errors or warnings.
Initially, I created the file using LightBurn, but the laser wouldn’t fire. I then modified the G-code by adding S100 to the end of the M3 command, which made the laser fire—but the issue persists. I also tweaked line 11.
The LongMill successfully executes the contour and validates the G-code, but it still won’t run properly. I’ve tried adjusting and varying the instructions numerous times, but the outcome remains the same. I’m out of ideas.
@dfrechette I’ve moved your question to the laser category, where it will likely get more attention.
While you are waiting for advice, I’ll pose a couple of questions:
You mention that you added an S100 command to end of the M3 command in the LB gcode, but in your sample, you are not using M3. You are using M4. Why is that?
(Please disregard the alarms shown in gSender—I had to disable the E-Stop to get the SLB to execute my laser-related G-code. I’ll address this issue later)
@dfrechette Not necessarily the wrong category. I simply want to get you the most exposure.
Pls explain your process. For example, are you creating the gcode in Lightburn then exporting it to gSender to run. Or, are you running directly from LB?
I followed the setup and tutorials provided by Sienci Labs (link). At the end of the tutorials, there’s a sample project designed to test the laser, which I aimed to run.
I downloaded the sample project from this link, loaded it into LightBurn, exported the G-code, and attempted to run it. However, it repeatedly failed with Alarm 10 – E-Stop Assertion. Since the E-Stop had never been an issue before and I wanted to advance, I temporarily disabled it.
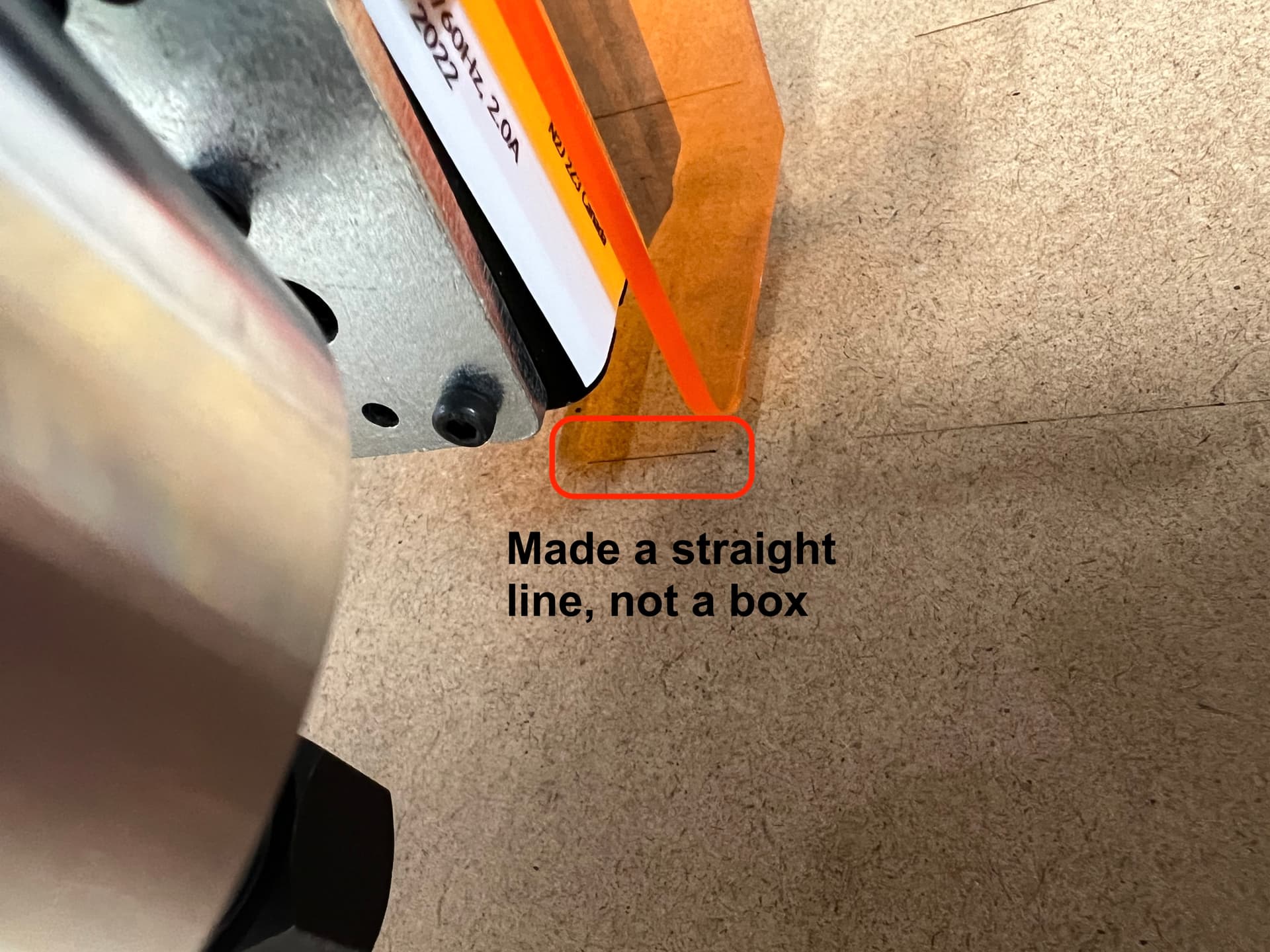
After numerous failed attempts to run the sample project, I decided to create a simple G-code in LightBurn to draw a 40mm x 40mm box. However, even with such a basic set of instructions, it still doesn’t work—the laser just burns a straight line and then stops.
I’ve tried modifying the file many times to at least get it to finish successfully, but have failed every time.
@dfrechette I’m shutting down for the night, but did you try to run the project from LB, rather than exporting the gcode to gS. I can’t see a project in that link, but I’ll look again tomorrow.
Did you try to run the simple gcode that you created in LB directly from LB, or did you again export to gS?
When you have LB open, do you also have gS open? If so, close the one that you are not using to actually run the gcode.
Gwilki, the project is stored in Google Drive, and the link can be found on the page I shared earlier.
To answer your question, no, I haven’t tried running the code directly from LightBurn yet. The UI isn’t exactly intuitive or user-friendly, but I’ll give it a try tomorrow. I’ll also make sure to close gSender to prevent any potential interference.
Not owning an SLB. The rest of my setup closely resambles yours. I had my troubles in the beginning that had me jump hoopes and find workarounds for, mainly being disconnects, and mainly on laser jobs. It had me stumped for way longer than it should have and the solution was banging head against a wall simple. Replace the flimpsy usb cable for a proper shielded one.
The laserbeam produces high amps on unprotected wires.
So what you could try to eliminate that you are having static noise triggering your stops are.
Run the code without the laser unit activated.
If it succeeds, run it again with laser activated.
Move the laser unit away from the usb cable (as far back as you can) and try again.
Wrap some alu foil around the usb cable length and hold it while you try the code again.
If you have any:
Replace the usb cable for another one.
The quickest way to eliminate potential usb problems, however is to ditch the usb and connect the slb via ethernet.
@dfrechette It’s a long shot, but it will eliminate a possible issue. I’ve never quite understood the process of designing in LB and not running the project directly from there. I had some issues early on when I simply followed Ikenna’s process of doing that. When I learned a bit more about LB, I started running from LB and the issues went away. That said, much has changed in both LB and gS since then.
Keep at it. I’m sure that you will get there.
@dfrechette Don’t get me wrong. If you design in VCarve, then stay in VCarve. I am simply suggesting that if you design in LB, there is no point in then exporting the gcode to be run in gSender. It simply adds another possible point of failure.
Now there are many here who will disagree, so play with both methods and come to your own conclusion. My free advice is worth exactly what you paid for it.
Replaced USB with Ethernet: Swapped the USB cable connecting the gControl to the SLB with a new Ethernet cable.
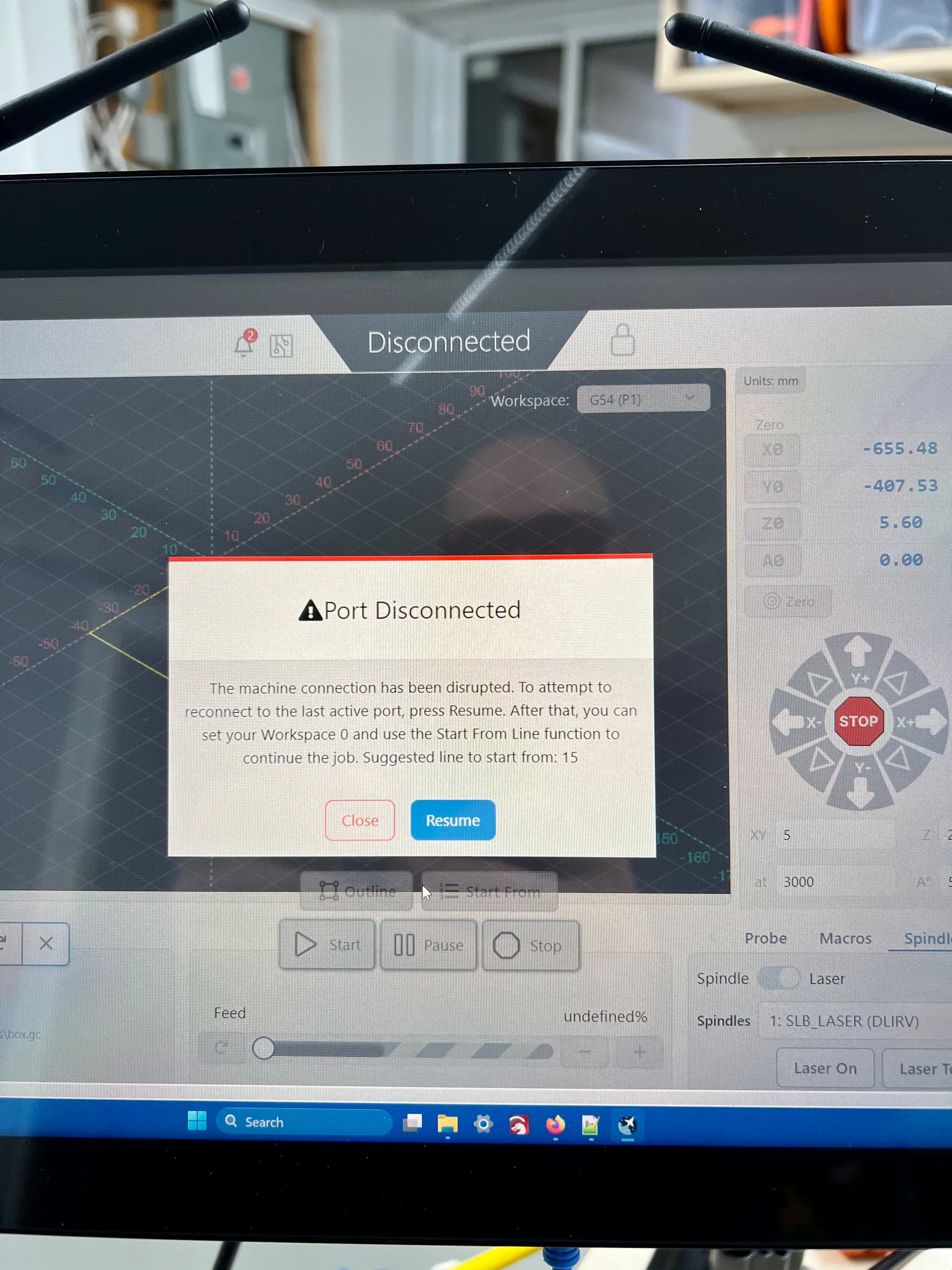
Tested with gSender: Attempted to run the same G-code using the latest version of gSender. The laser moved a short distance along the X-axis before disconnecting.
Installed gSender Edge: Installed the pre-release version of gSender Edge and ran the test again. Same results.
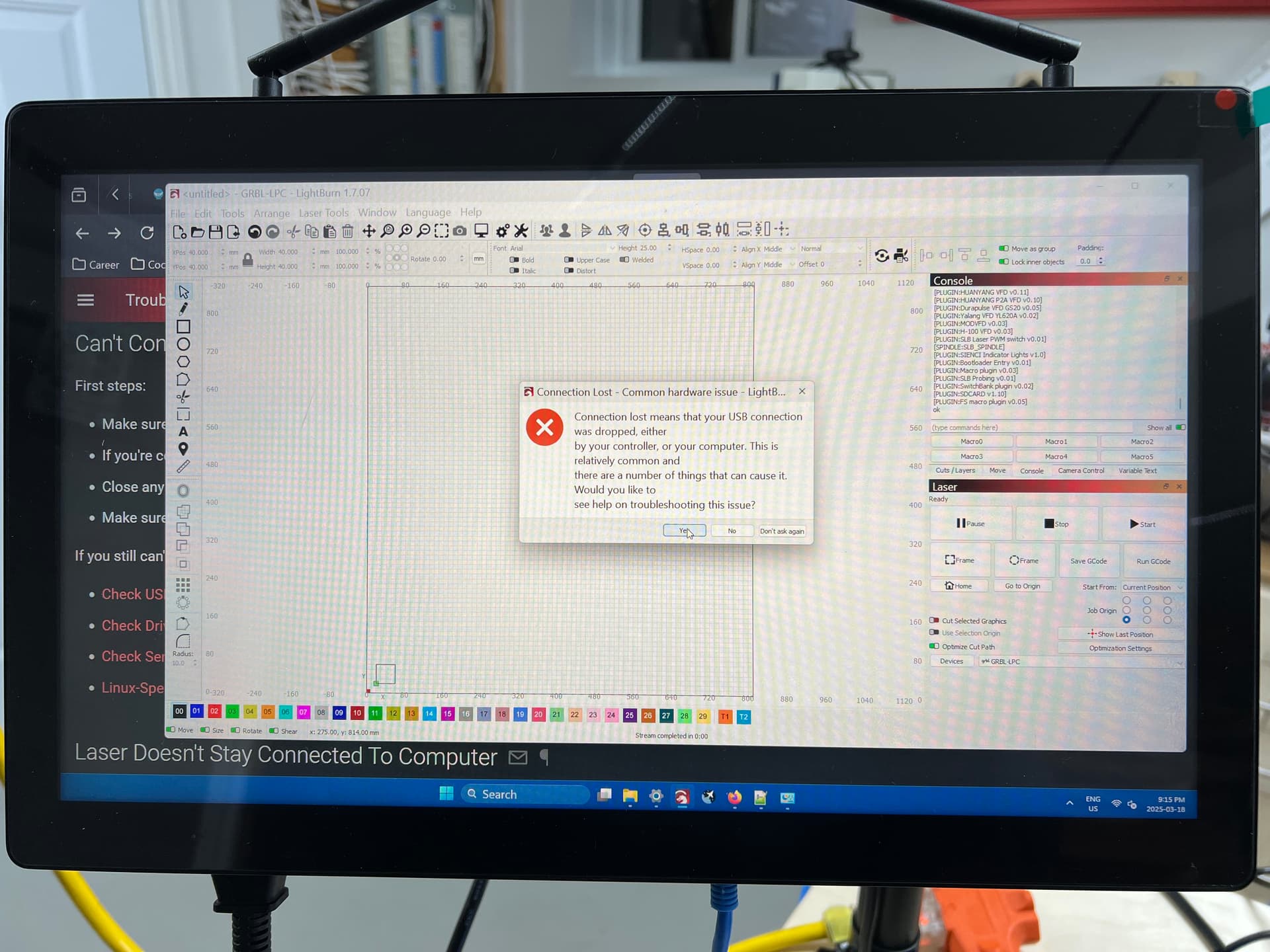
Tried LightBurn: Switched to LightBurn. Like gSender, it successfully executed the contour but failed to perform the actual burning. The laser moved a short distance along the X-axis and disconnected.
Checked Power Outlets: Connected each device to a separate outlet on different circuits. No improvement.
Adjusted Router Position: Moved the router as far as possible from the SLB (bottom right side) to minimize interference. No difference.
Followed LightBurn Troubleshooting: Followed all troubleshooting recommendations from LightBurn without success.
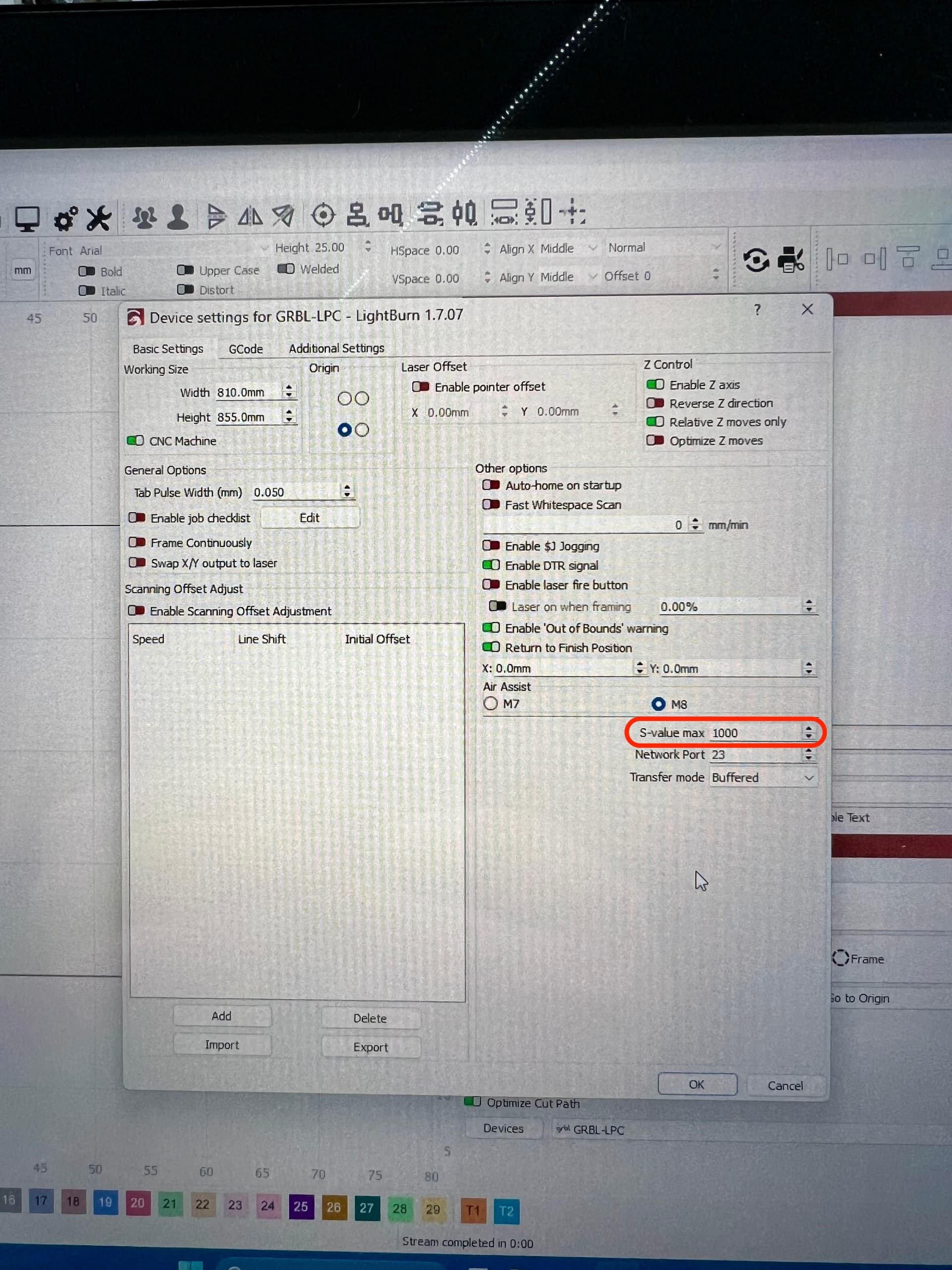
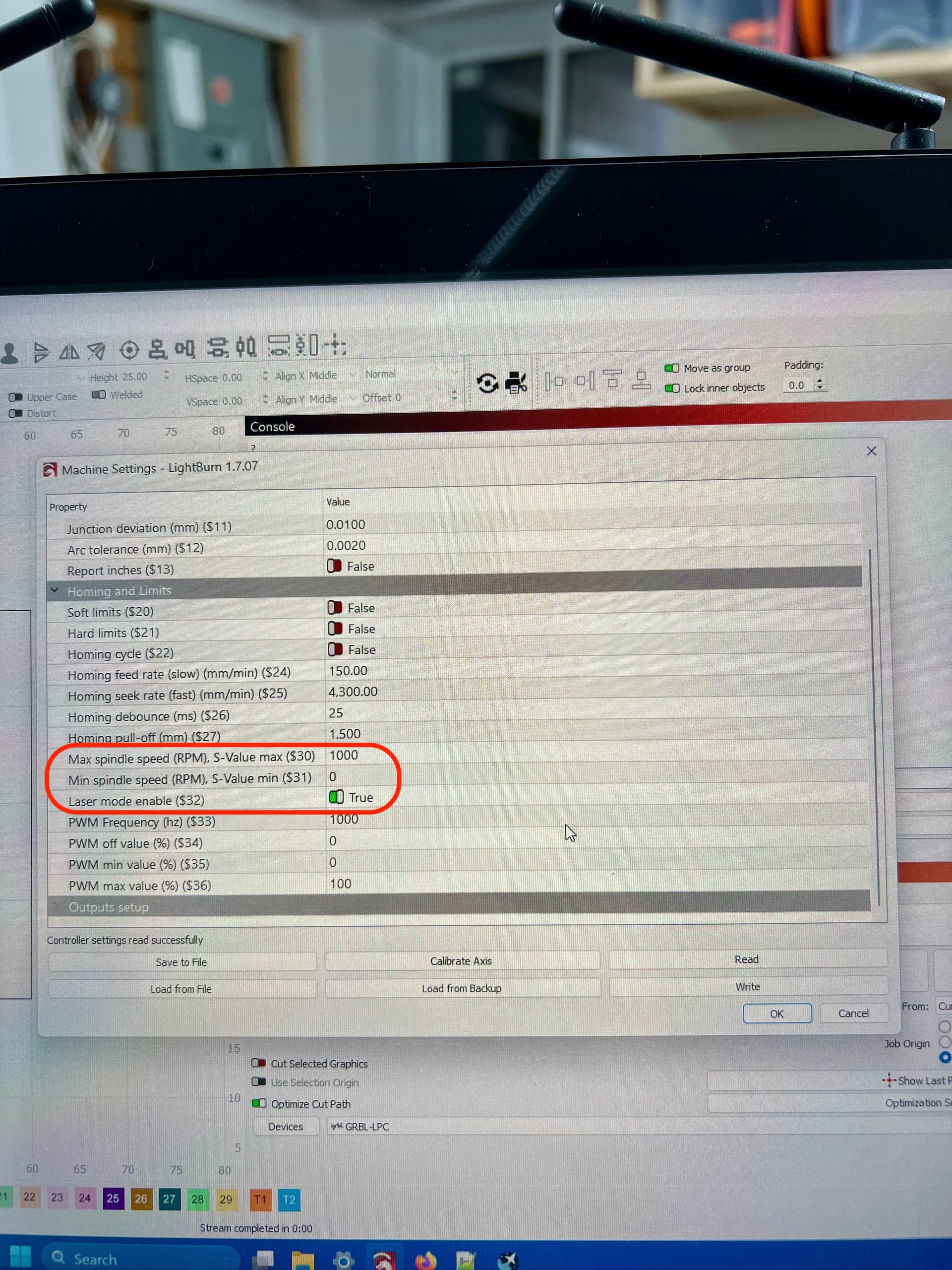
@dfrechette Have you set $30, 31 and 32 either manually in LB or using the gSender laser mode? In LB, be sure to set Smax to the same value as $30. Contrary to the older Sienci advice, I would follow LB’s advice and go with 1000 for both. Set $31 to 0 and $32 to 1.
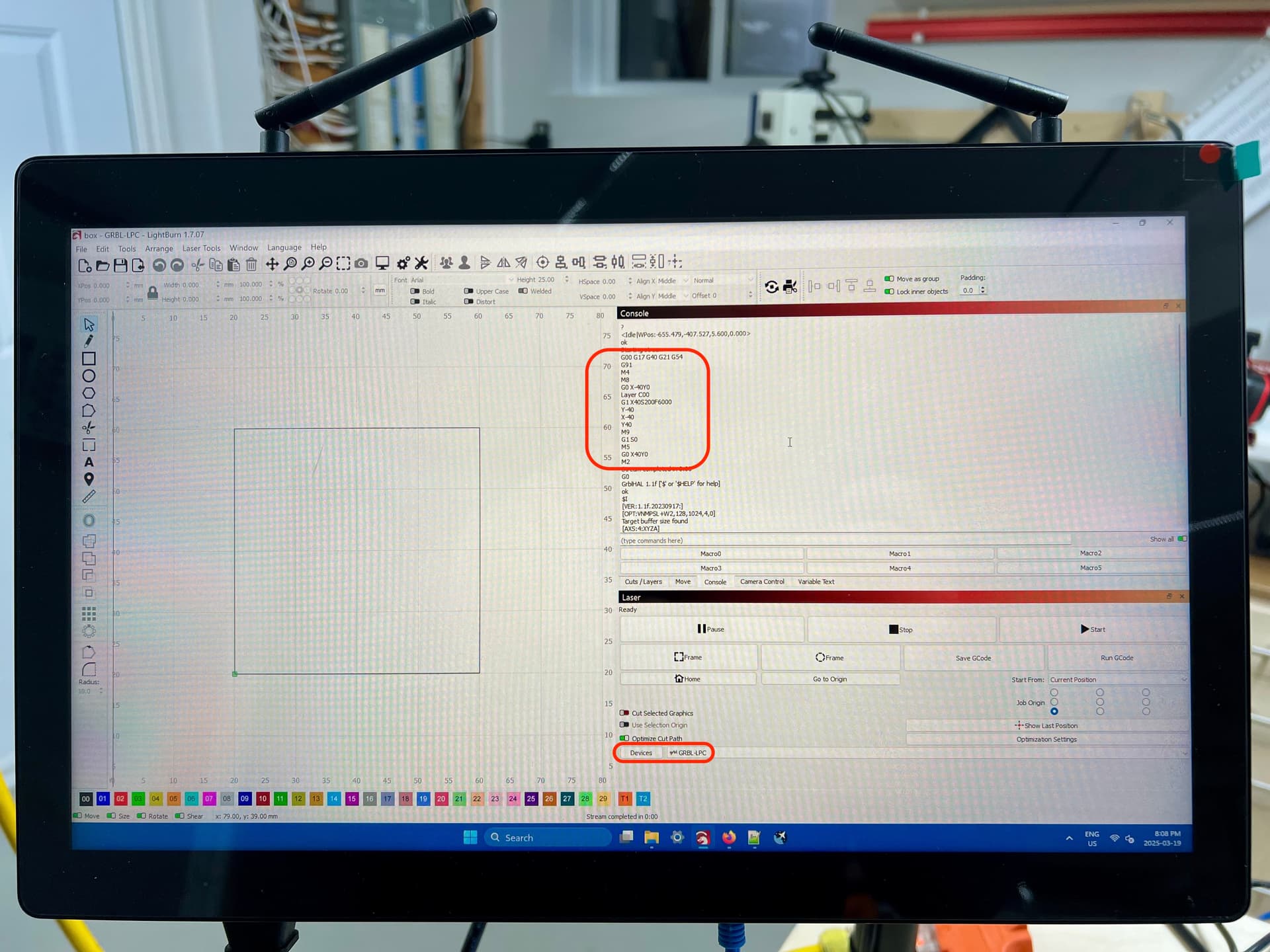
In LB, draw a simple square. Set power and feed and run it directly from LB.
@gwilki They are currently set to 255, 0, and 1. But $30 can easily changed to 1000. I will do that tomorrow.
I’m trying to do exactly that — a simple 40mm x 40mm box — but it disconnects as soon as it moves into position and likely at the point where it needs to fire the laser.
@dfrechette Do that, but it won’t solve the issue. You can choose either value, just be sure that Smax and $30 are the same. I use 1000 because the math to select power percentages is easier. I realize that 255 is the maximum number of increments that an 8-bit board can handle, but since you are using a 32-bit board, IMHO, the 255 value is no longer relevant.
If you like, after creating the square and setting power and speed in LB, post the gcode that LB creates. There are members here that may see something in it.