Hello!
99% of the time, i am able to Probe the material from the bottom/Left of the material.
But in my current project, i have multiple small pieces from the same material that have to be run from independent jobs all tied to the X0Y0 being the Lower Left corner of the Material.
My First piece is done. I was the one nearest to the Lower Left corner of the Material so now i have lost my reference. I should have started with the one the furthest away!
Ha! how we learn… But it is done…
I can easily change the ZERO reference in CAM and create some updated GCode Files.
But now, i need to Reference the Zero from Top/Left, how do i do that with GSender/Sienci Touch Plate?
I know in UGS, you can change the Probing behaviour in the Probing Module by changing the Positive/Negative Values.
Can this also be done in Gsender/Settings too?
Would it be a good idea to be able to Preset the Gsender/Settings/Probe to be able to detect the 4 Material Corners?
Any other Ideas, aside from doing it by eye?
Thanks…NJ
@webbit_NJ Nicolas: Your original x0y0 is still there, unless you disconnected from gSender. If you removed the material from the bed, you can put a V bit into the router, “return to zero” in gSender, lower the bit to the height of the material and re-fasten the material with the V bit at the front left corner. Then you can install the bit you will use and reset Z0.
Am I missing something? (Not unusual.)
edit. Wait a minute. Did your first cut remove the front left corner of the material?
Thanks for your reply…
That’s It, the cutting of the first part removed the Bottom left ( where the X0Y0 was)
OK, these are not high tolerance jobs. I could just estimate the OLD Zéro point. But IT made me Think how GSender could help me if EVER IT would be a high tolerance job.
Any ideas appreciated…
@webbit_NJ I’m going to try something and get back to you on this. If you hear swearing, you’ll know that I failed miserably.
@webbit_NJ Nicolas: Here is a macro that will work to set X0Y0 using the Sienci touch plate in the back right corner.
probe_2.txt (257 Bytes)
Clicking on the file name will open it in notepad. Press ctrl+a on your keyboard to select all of the text. You can right click and select all, too.
Now, I don’t know if you have added any macros to gSender. Open the macros tab, and click on the + button. Call it anything you like, then paste all the text into the macro commands window. (ctrl-V or right click and paste). Click on the “add new macro” button. The macro should be in your macros list.
OK now PROCEED AT YOUR OWN RISK. I tested this 3 times, but stuff happens. Use a bit you can afford to break. ![]()
Position the touch plate in the back right corner of you material. BE SURE TO ATTACH THE MAGNET. THERE IS NO TESTING OF THE CONNECTION IN THIS MACRO.
Position the bit over the circle on the touch plate about 1/4" above the plate.
Run the macro. When it is finished, you will have a new X0Y0 at the right rear corner.
I didn’t include Z0 in the macro to keep it simple. You can set Z0 using the plate or however other way you like.
Let me know how you make out, please.
Edit: I will be off the air between just after 3pm eastern time and 11pm eastern time.
@gwilki I did not think of Macros to help with Probing, Thanks…
I was only able to test your Probe macro late last night. (Did it in the air with the Touch Plate in my hand)
I then realized it was meant for Right Top Corner Probing and what i needed was Left Top Corner Probing (not a Critique) i was not expecting a ready to use/tested GCode Macro (wow! Thanks…)
From the provided GCode, understanding parts of it (i think) was able to tweak to make it work for Left Top Corner Probing (i think).
new-probe-gcode.txt (255 Bytes)
Although, the thing i don’t get from your Macro code is how do you “Offset” the Bit radius to set true Zero (Both on the X and Y) after Probe contact.
I may have to change this value depending on the bit used. (Or variable?)
I understand what you stated about not getting the “Testing of the Connection of the Touch Pate Magnet” popup. Maybe an idea for the developers to have a Macro Command to Initiate the Popup+Positive confirmation ![]()
Thanks again for your quick answer and the time you put into the macro.
With that, I will be able to move to the other parts on this job. (once the Bit Radius Offset is figured out!)
@webbit_NJ @chrismakesstuff Looking at your macro text, I agree that would work in the back left corner. As you saw, all you need to do is change the X and Y movements between + and -, depending on where you have placed the touch plate.
The short answer to your bit offset question is “I don’t know”. The longer answer is “I don’t know and I should have thought of that”. 
I went downstairs to the Mill this morning, set the bit size in the probe module, the ran the macro. (I did not run the probe module.) The X0Y0 was spot on. Then, I changed the bit in the router, changed the bit size in the probe module, and ran the macro. The X0Y0 was off. So, in short, I don’t know where the probe module gets and/or stores the bit size. I saw no reference to bit size in the module’s gcode, but that’s to be expected. I’m speculating that, when you set the bit size in the module and run the module, the bit size is stored somewhere in gSender. Then, if you run the macro, it uses that stored information. If you only set the bit size in the module, but do not run the module, the bit size is not stored, so the macro does not set X0Y0 properly. This is just wild speculation on my part, though. I’m including Chris in this post, and I’m sure that he will have an answer.
With all this said, with your current project, if you can position the material in the same place that it was originally, another solution is simply to put a piece of something on top of the project piece, lining it up with the project piece, then using the new piece to set X0Y0 in the front left corner. Remove the top piece and set Z0 ont the top of the project piece. Of course, you’ve likely thought of this. If you cannot get the project piece back to the same place on the table, none of this works.
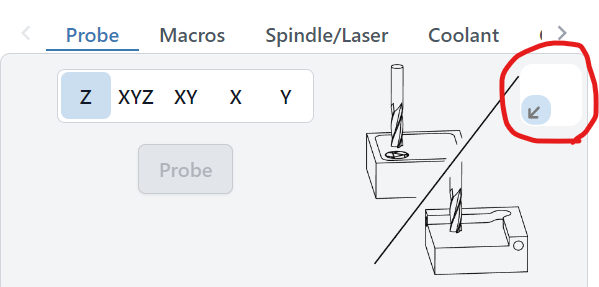
@webbit_NJ it’ll now help even more that for a while now, gSender has had the feature built-in to rotate the corner you want to use your touch plate on so that it’s more versatile for different setups, just click this button here!