I edited my post because Sience has since answered my email.
I have twice gone to my machine after a complete shutdown and after starting it, with no changes made by me, touched off with the auto probe block on XYZ, and loaded a file. When I press start, it skates across the top of my material and then the first cut is deeper than the toolpath is supposed to be. Thought my toolpath was incorrect, but it all checked out, so I looked into gsender, and sure enough, the safe height was at ZERO…
Am I the only one with this problem? I guess I best remember to check it every time I start a project!
Safe height is only used when pressing the “Go to {axis}” buttons on the UI. It wouldn’t have any effect on what happens after you press “Start Job” - at that point the program is just sending your loaded toolpath.
Could you let us know what version you’re using? I’m not able to recreate safe height preference resetting on 1.1.3.
As mentioned above, safe height is only applicable when pressing the “go to” buttons in Gsender. Whatever is happening is likely coming from the gcode generated by your CAM software.
Just curious, what WCS you using? I had a similar issue where I was using G55 in Gsender, but I failed to set the correct WCS in my CAM software. Verify what WCS you’re using in Gsender, and then check your gcode for a corresponding Gxx command (e.g. G54, G55, G56, G57, G58, G59) right near the very beginning of the code.
Yeah, I doubt I could recreate the problem either…it has only happened twice. I do not know what a WCS is, I guess…this I do know:
If the Safe Height setting in gsender is at ZERO, the bit (after touching off with the auto probe) will run right across the top of the wood if I start my file. It DOES NOT raise above ZERO at all.
If I set it at a number in the positive ABOVE ZERO, it will move UP then go to the start position for the job, then come down and run properly.
The rapid position in VCarve is set at .150" above ZERO
I believe it is Workspace Coordinate System or some similar name, in the top right of gSender right below the settings cog there is a drop down menu where you can select a workspace. The different WCS’s store their own XYZ zero so as @smittycm said you would want the WCS in gSender to match the G54 - G59 code in your file, if it has one. I checked one of my files and I don’t have any WCS gCode in my files using grbl mm post processor.
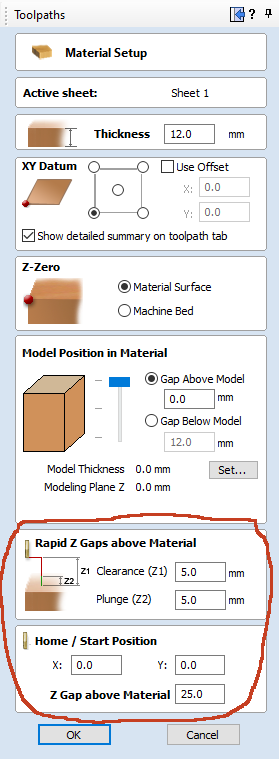
As to your original problem, when you say retract dimension, do you mean the Z Gap above Material setting in Material Setup in the Toolpaths sidebar? I am using VCarve desktop and that is set to 25mm or ~1inch. When I start a job the machine moves up to that position, then moves to X and Y zero and then starts the carve. Is that how your machine behaves when it doesn’t mess up?
Edit: Just to add my safe height in gSender is always at zero, I’ve never used that feature.
Edit 2: They say a picture is worth a thousand words.
I’m going to copy your settings, including gsender at zero, then load a piece of scrap wood and run it. I plan to video it and take pics. Currently mine is set at 1/2" for Z Gap, and .150" for the Rapid movement.
When I look at gsender, I hover over the Safe Height setting, and it opens a dialog box that says “Amount Z-Axis will move before making any X or Y movements”…sounds like what I have been saying. BUT~~~ we shall see!
Additionally, I just updated my gsender to the 1.1.3 ver, and none of my settings went back to default…weird.
As @KGN said the safe height in gSender is just for when you click go to X, go to Y or go XY buttons. I just visually make sure I’m not going to hit anything before I use those buttons and manually raise the Z if needed. I’m not saying it is a bad feature, just that I have never used it.
And if you work in inches you can convert my numbers to inches in VCarve. In a entry box you can type 5/25.4= and it will do the math for you. Just in case you didn’t know about that feature.
Edit: You might want to take your bit out for testing the router movements in case it goes wonky. Just set your Z to like an inch above the spoil board and see if the router moves up before anything else when you run a file and keep a hand ready for the big red button.
I think I’m just going to touch off and run it. Everyone is so adamant that the safe height doesn’t affect the z axis when running a file, I need to see it for myself. If it works correctly I’ll be a believer…if not there has to be a reason…
Just remembered that I had an issue with the safe Z. Not sure if you have limit sensors but the Safe Z works different depending on if you have them or not as discussed in this post. Might not have anything to do with your problem but I thought it was worth mentioning. Also more information about gSender is available here, with the section on safe height here.
I have the sensors, but I don’t want to install them until I know my machine is running as it should be. I’ve been over 3 months (since original purchase) and have only just begun to be able to do an entire small carve with very little issue. No sense in introducing another problem to magnify confusion.
OK, so I read the links and must say, it SOUNDS reasonable…but the proof is in the pudding, as the old saying goes. I will probably try to run my machine on Saturday as you described and with my settings mimicking yours. Will report back.
The other thing that I just thought of is to make sure you use Grbl (mm) or Grbl (inch) post processor, depending on your preferred units, in VCarve. Good luck on Saturday!
So with the settings as we talked about, and the gsender safe height at zero, everything worked as you said it would. Thanks!!! I looked at my gcode prior to running and sure enough, it has a G0Z1.0 line in there, so I knew it should move to Z 1.0" first thing.
As the original issue has been addressed, I’m closing this topic. If anyone else has a similar concern, feel free to start a new topic, which will ensure that it is addressed promptly.