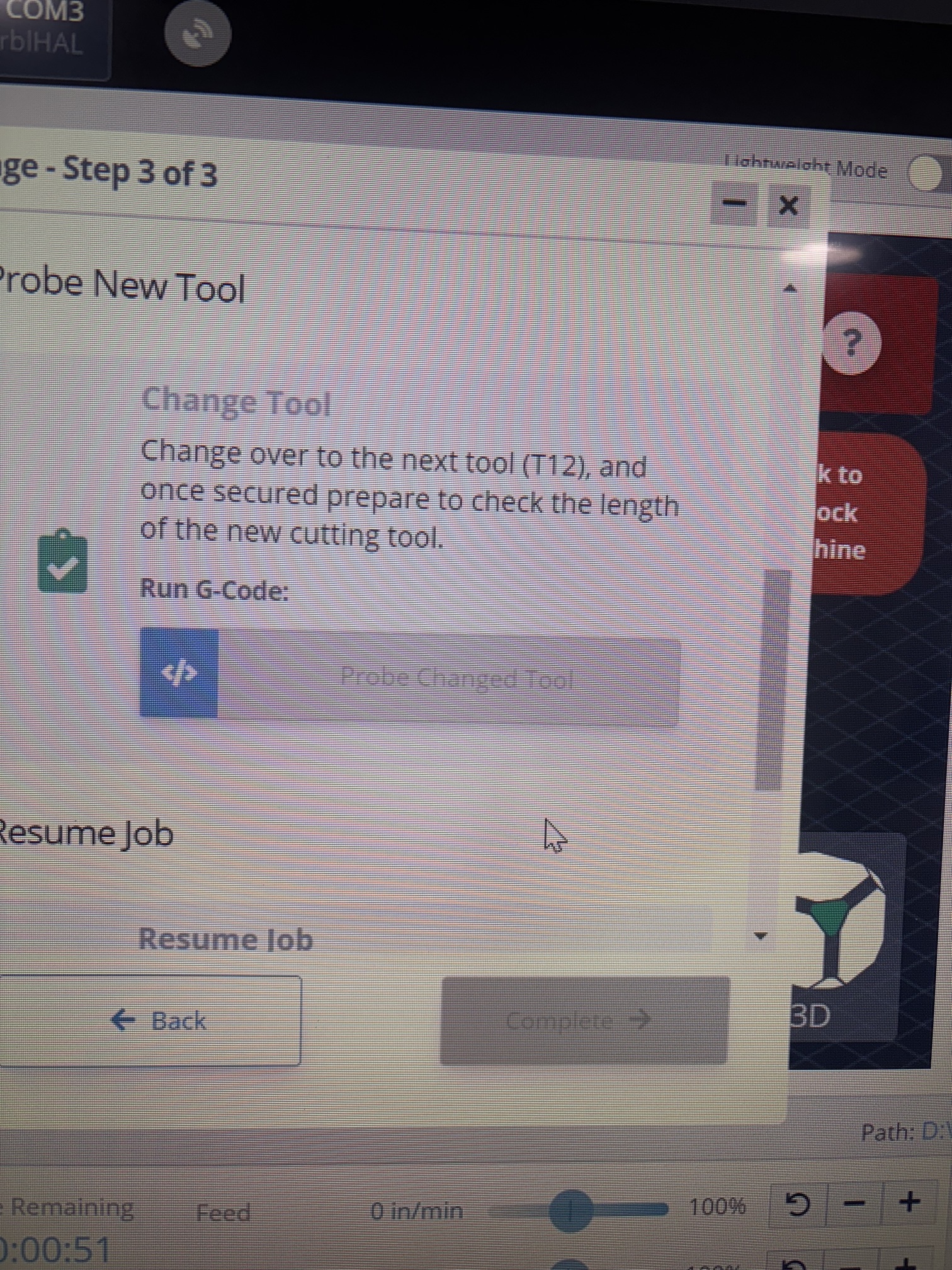
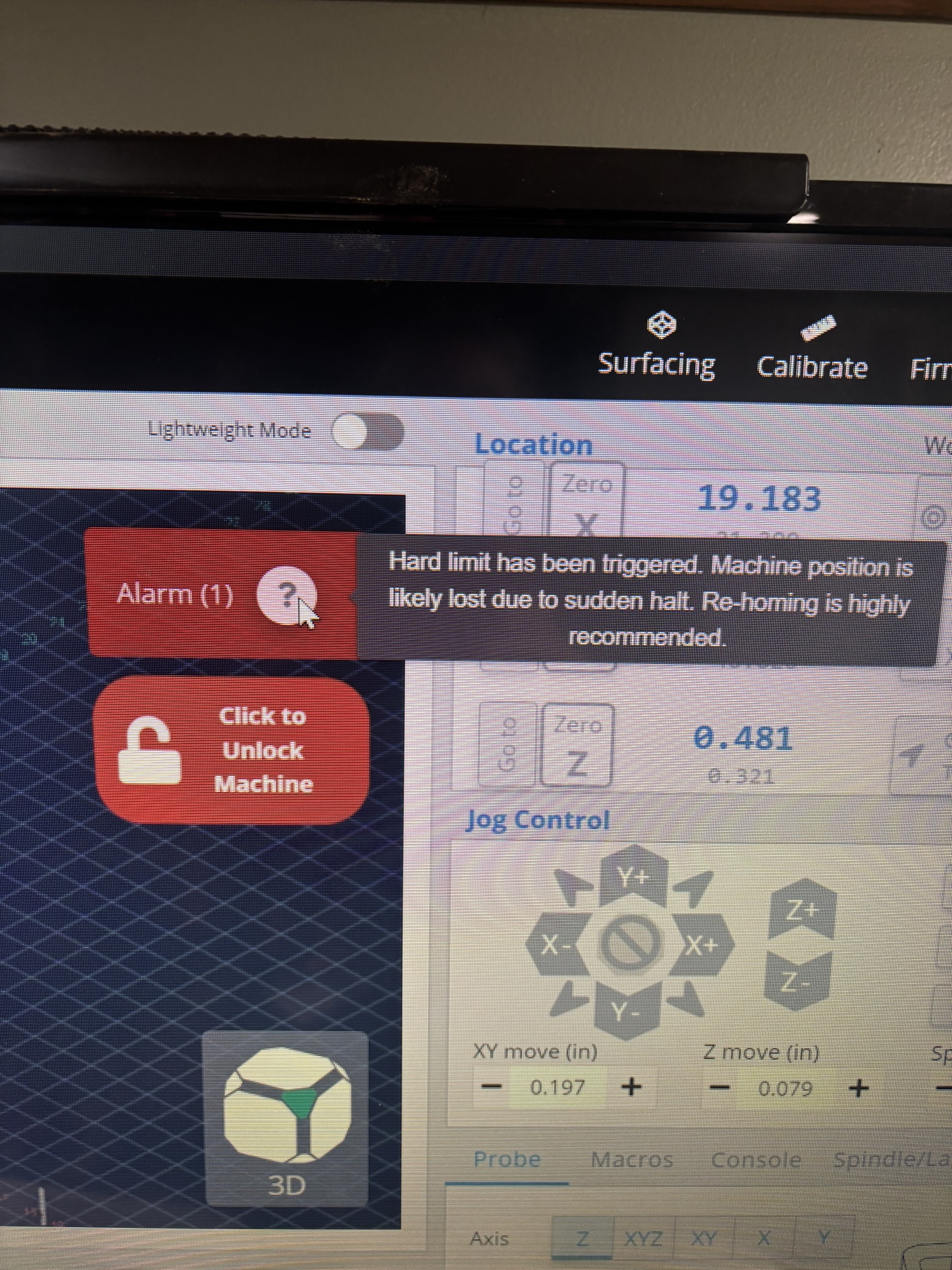
Hello, Im having an issue while using any of the tool change wizards, particularly the fixed tool probe option, but all share the issue. While running or starting a file, It will pause at m6, allow me to probe old and new tool, but after probing, before allowing me to resume cutting, it will send the Z-Axis all the way up until it hits either soft limits, hard limits (limit switch) or until it just cant if those are disabled.
is there a way to tell gsender what z value it should return to during this process? it appears as though its attempting to send the z axis into a positive value, which is up past the machines homing limits.
any help would be greatly appreciated
1 Like
As I understand the M6 is a firmware macro, so this should be in there somwhere, how you edit it i really don’t know. i want to change the speed on the probing on mine.
Having the exact same issue with fixed tool probe. Haven’t had any luck on a fix .
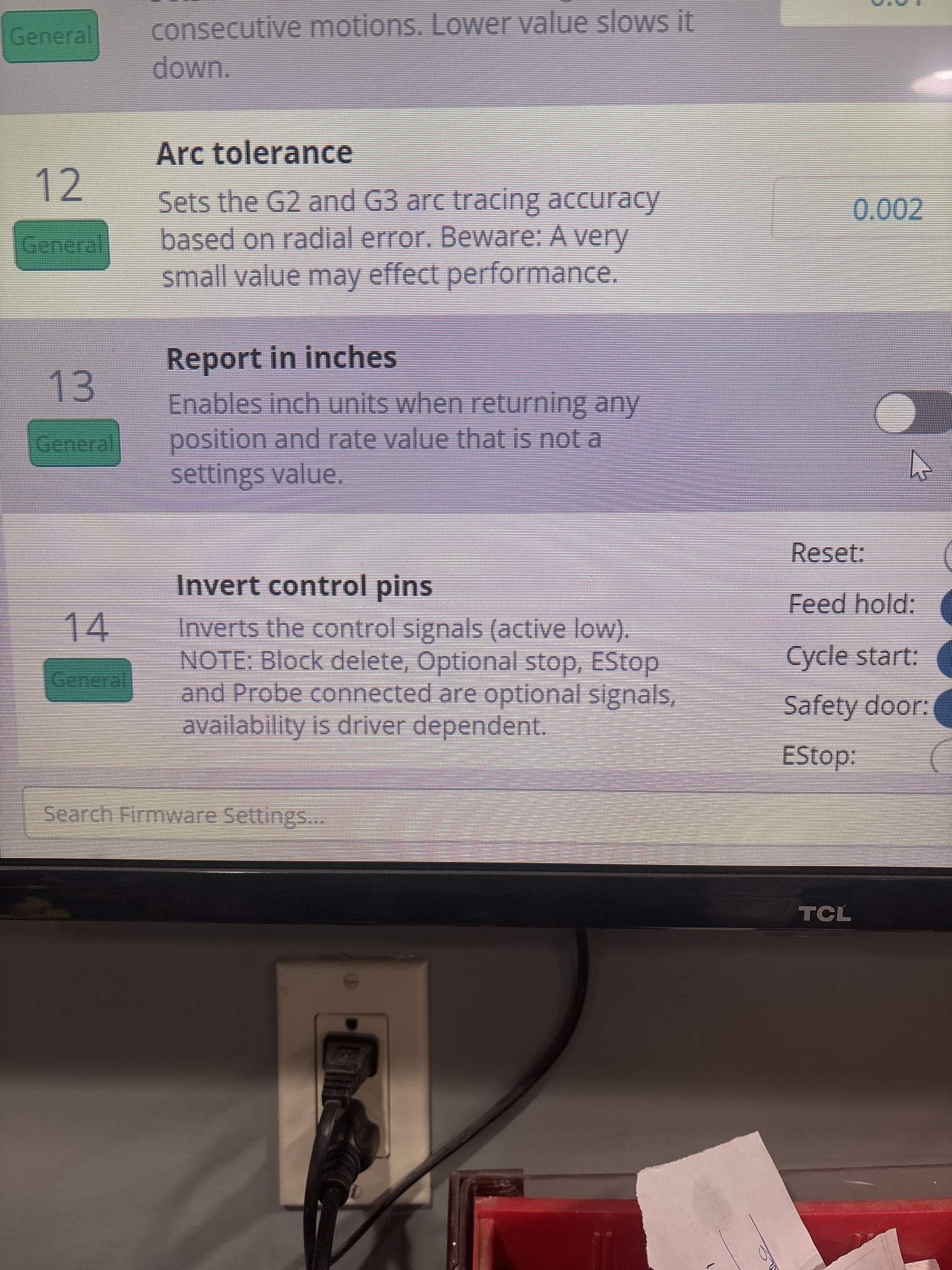
Ok I think I’ve found the issue in gsender firmware , $13 needs to be disabled . I believe grbl is converting mm to inches , causing the z to trigger slams or estop if they’re turned off .
See pic
2 Likes
You can change the speed in gsender . Top right corner click on firmware .
I just got a chance to check this. This did, in fact seem to solve the problem for that issue. Thanks!!
2 Likes
@WaddabuxX Which of @Gravesj1s 's suggestions solved your issue? I would like to mark the solution for others going forward. Tks.
1 Like
@gwilki ,
In gsender , firmware $13 [ report in inches] needs to be turned off . It’s a work around for a bug in the firmware .
@Gravesj1s tks much. I’ll close the topic.