Hello, I am new to gSender switching from Easel and am using an x-carve CNC. I am using Ventric as my CAD software.
When I load some gcode the render looks correct. But when I try to run it, the Z is raise till it hits the limit switch and errors. I have tried dropping the z to give it more space.
I assume I have something miss configured. However I can jog the machine around, homing works correctly, and sending to the corners works correctly.
I cant attach my g-code file but here is the start.
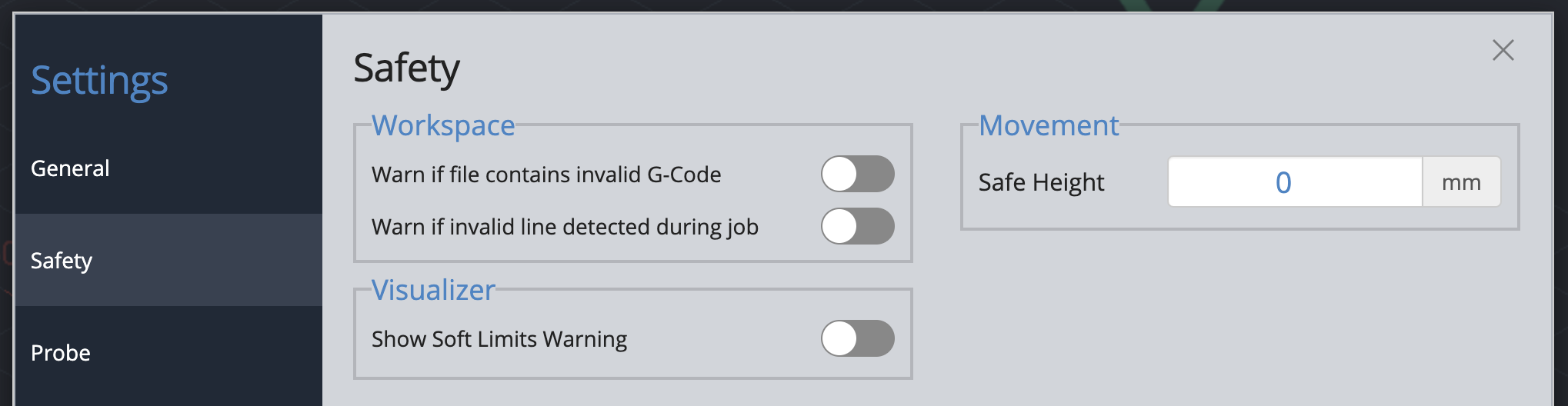
I recall that there is an additional ‘Safety Clearance’ setting in gSender. If set to zero, it does nothing, otherwise it makes the machine retract this amount before starting and upon finishing the gcode.
Thanks for the replies. The responses gave me plenty to check.
I found the issue, in the end was a pretty simple mistake on my part.
I was testing the movements without the bit in. I homed the machine, but didn’t zero it. I only have Z axes zero so didn’t make sense to do that without the bit in.