You’re full of excelent plans, aren’t you.
The storing of my longmill is still an option in my setup, though when jogging the mill way back frees up a lot of workable space so I have never felt that the machine was taking up valuable room. For now having the machine seperate from the table keeps options like vertical milling open without me having to break too much down. just slide the machine over the edge of the table, mill out a piece of the machine bed at the front, install a vertical clamping system on the table and I’m good to go. The need for vertical milling (prolly dovetails or the likes.) has not yet come into my shop, so it’s still only an option.
Having jigs is my way to go. I never flattened my machine bed, so instead I use smaller jigs and flatten those to the machine. This way I can mitigate having to flatten or even replace enormous waste boards. Surfacing a jig is pretty much a quick fix to that.
I initially had the cad pc in my office running the machine via a 10m shielded usb cable. It worked, but I encountered a lot of program freezes and could not pinpoint the cause, so I got me a dedicated pc at the machine. It, to my frustration, didn’t solve the problem. It turned out to be the small usb cable that came with the machine that caused the freezing problem. The machine pc was going to stay so I had a good usb cable doing nothing running from the office to the machine.
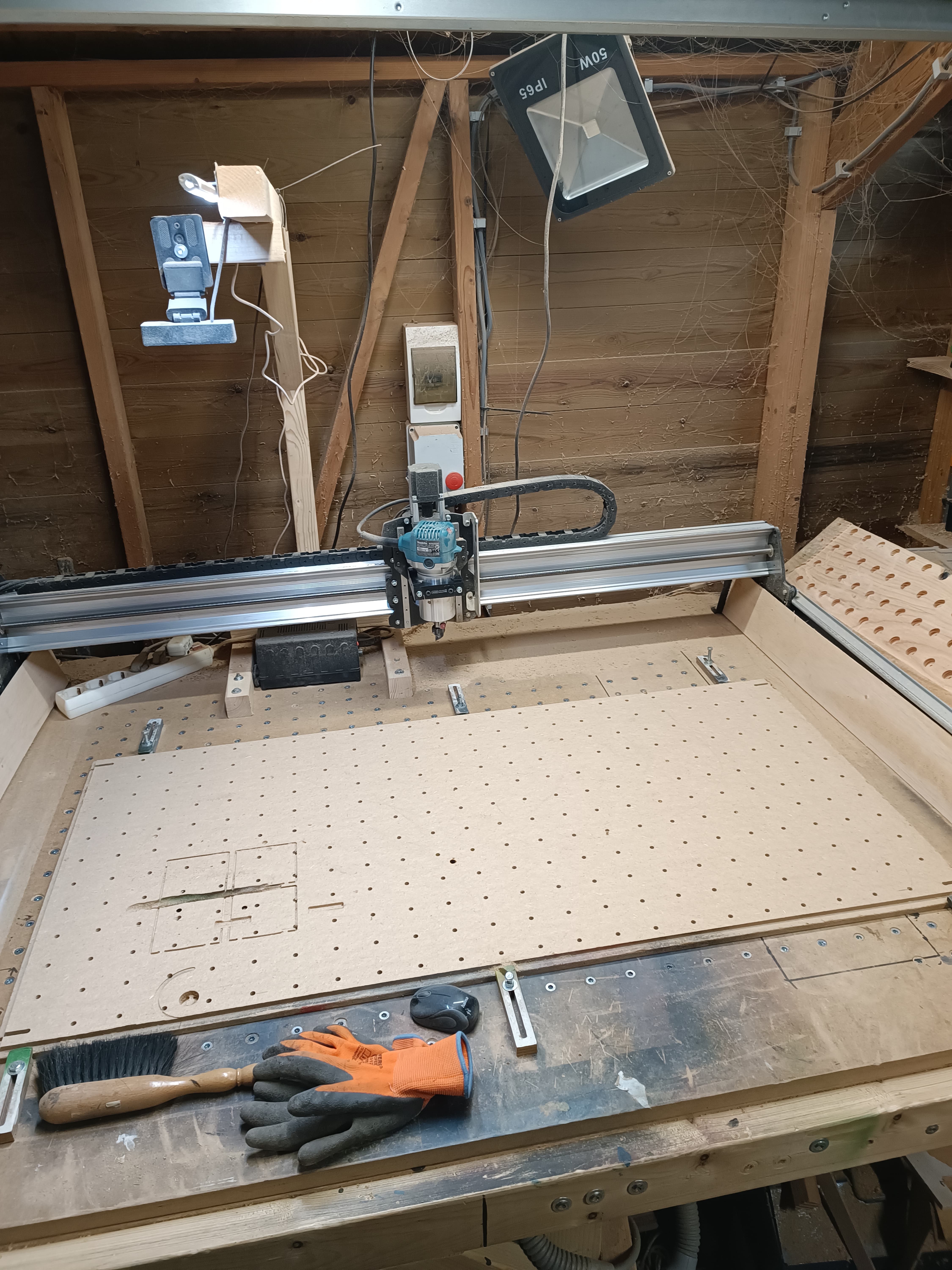
Since Lightburn (lasersoftware) has an option to install a camera, I installed one above the machine, just to see what could be done with it. It turns out that having a calibratable cam gives you the option to import a screenshot of an object on your table with accurate measurements. Importing that into my cad software made designing onto irregular jobs a breeze. The cam is a cheap one, only hd capable but by Jove, did it made a difference.
One day I’ll get me a real 8k fisheye one and have it encompass the complete machinebed. For now it does a hell of a job, as is.
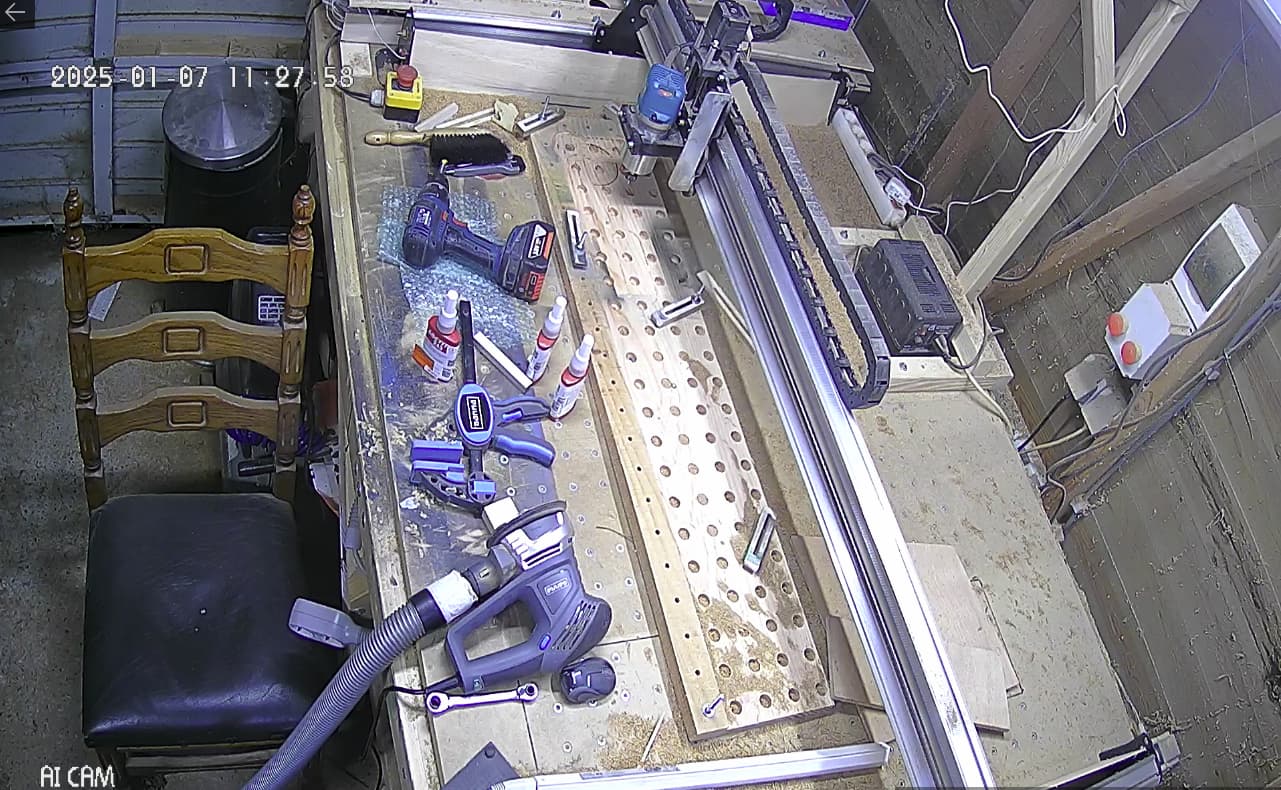
For keeping tabs on my machine, I simply added an ipcam overlooking the mill to my security system and have it on screen when jobs are boring me and I am cadding on the side. It gives a better oversight than the webcam that gets obscured by the router and x-axis.
Small tip on something I wished I had when my machine went collet deep into a project and started to unclamp it like a pro: If you are to monitor the machine from anywhere but in reach of the e-stop button, make sure you can cut the power to machine and router from that spot. It can be the difference between a close call and broken bits, ruined projects or worse.
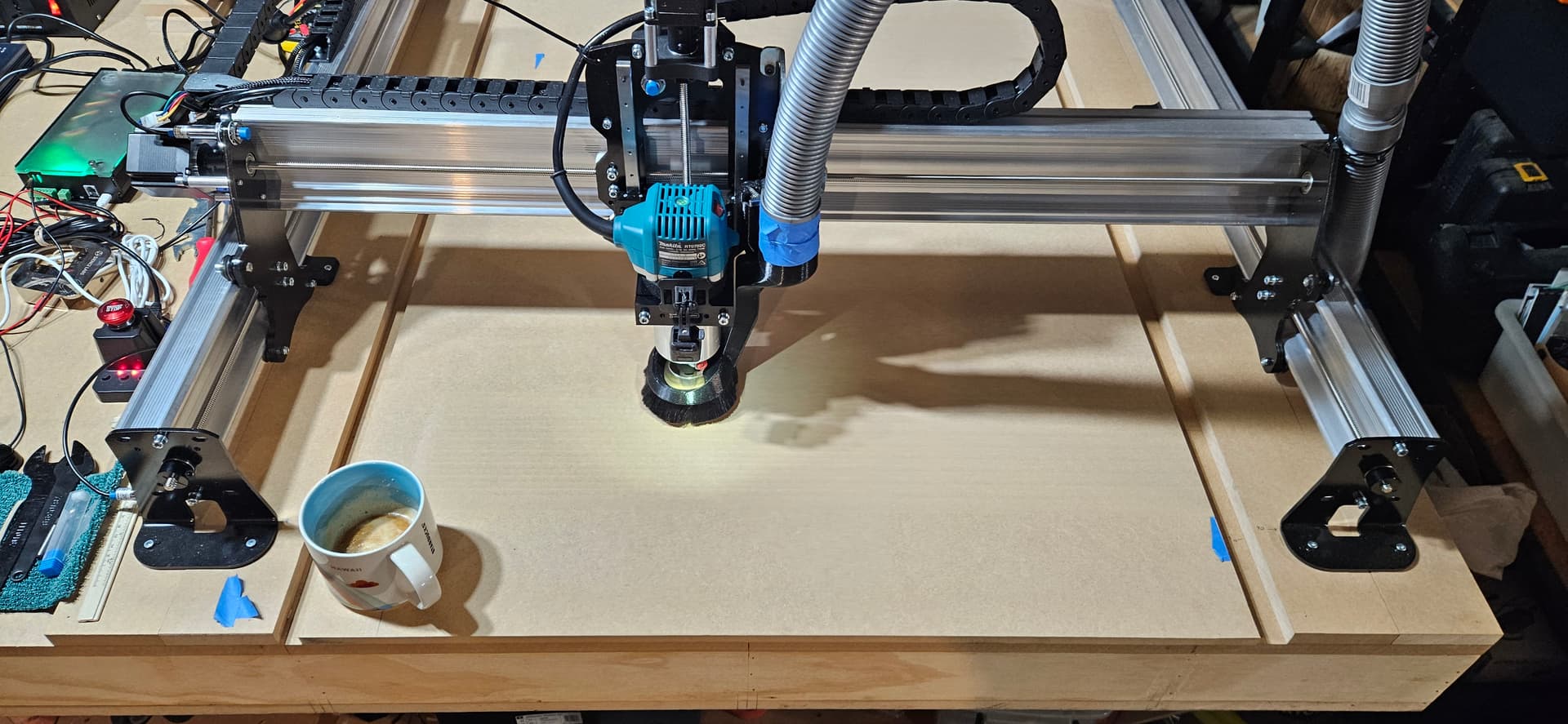
The dust shields are strips of 3mm thick ply wedged between the y-axis feet. They are simple but works magic when chips start to pile up. The router blows all against the nearest y-axis and I rather keep that away from the lower v-wheels. It however wrecked my cleaning cycle. I have become less worried on pile-ups and just whipe off my jig and do one more job because.. meh, there’s still a couple of cm of shield visible.. Lets goooo.
If I had an SLB, I would, having had all them freezes due to bad usb connection, use the ETH connection between my machine and the local pc. For now my machine is stable, but if I could, I would ban the usb connection all together. It caused gray hair all over my body, even on places I had no hair before.
Having the machine to mail would be fun. You can however run g-sender via the remote mode on pretty much any device with a browser. This includes phones, tablets and your cad machine, given that is is on the same local network your machine is on. If I run different toolpaths using the same bit, I tend to load and run them from the comfort of my office. My machine is in a room with no heating, so it was a matter of time, I would.
Having g-sender in sight all the time, might be enough for you to see how far your machine is in and see if it’s done. It’s better than an email.
G-sender has an option to execute code on events. I don’t know if it can do something as advanced as sending mail, but it can defenitly switch a unused port on the controller that you can utilize as a flag input to another device controlling your mail-sending-thingy.
Bits is a problem, though I know my provider retails low cost chinese ones and I must say.. they work.
Can’t wait to see what you come up with. Exciting times.