It might just be me but I have soft limits enabled and I have setup my M6 command with a fixed position tool probe.
I zero Z with my touch probe and the job starts once it gets to the bit change it stops the spindle and moves to the Tool Length sensor position. I click the button to start the initial probe but the machine goes into Alarm after only moving the spindle down about 2/3 of the way to the sensor.
I confirmed that I can reach the sensor outside of the wizard so I am not sure what’s going on.
It was working before I enabled soft limits but found them useful in a lot of cases.
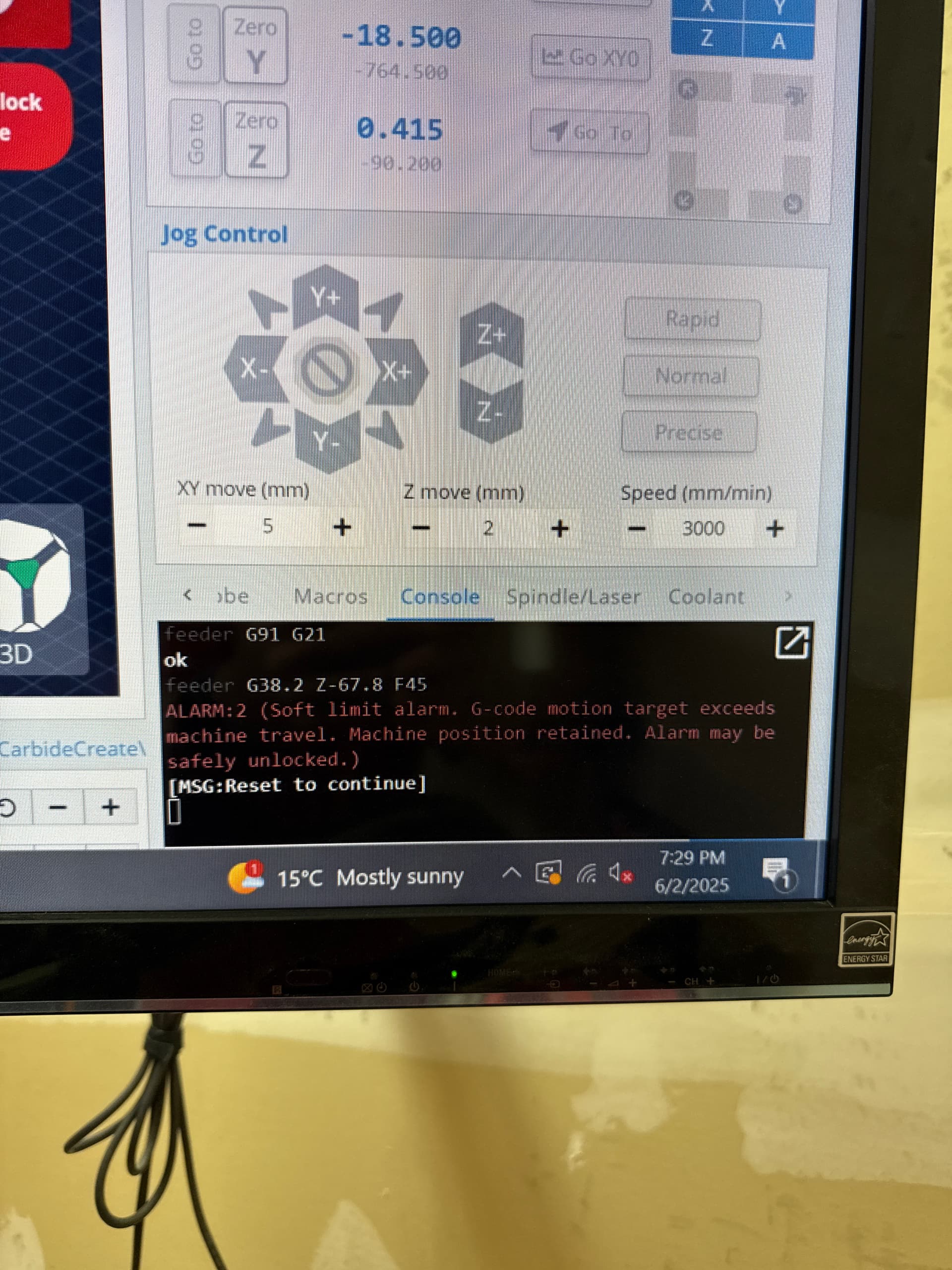
ok
feeder (Toolchange initiated)
ok
feeder G53 G0 Z-90.2
ok
feeder G91 G21
ok
feeder G38.2 Z-67.8 F45
ALARM:2 (Soft limit alarm. G-code motion target exceeds machine travel. Machine position retained. Alarm may be safely unlocked.)
[MSG:Reset to continue]
Okay so I did a little more testing and made some changes but still have the same issue.
What I found is that I have my Z axis max travel set to 143mm, the first step is to raise the Z to -10 and move over the probe.
Then it moves down to the probe location initial position mine is at -97.5, on the last step it seeks down -44.5 so if I add that all up I get 151 mm.
I know it won’t go -44 it will hit the probe within 10-20 mm.
But the -44.5 is below the soft limit of 143, is there a way to adjust the seek distance? So I can change the value to -20 or something within the soft limit?
1 Like