I have the MK2 30x48 machine. Vectric 12, and latest G sender. I am 7 hours into my run for a carving. I finished the rough carve and started the finish carve. All is good so far.
In setup I’m using the center of the work piece as my start point (0,0)
At the 5% mark of the finish carve, the machine loses it position and starts carving out of program parameters. The 0,0 position of the machine has moved and when I returned the machine to its (0,0) position, it didn’t return there but moved to a new (0,0) position at (15, 35) as its starting point.
It ruined my run. I was watching this in real time when it happened. There was nothing unusual prior to the event.
I did look over the machine to see if there was anything unusual. I do regular maintenance so the rails are clean (no dust build up from the wheels), and everything looks normal to me. Am I missing something here?
Anyone have any ideas or suggestions as to why this happened? And more importantly, how to fix it!
I had something simular happening but I had a clear cause. a screw had come lose and blocked the zgantry when it moved to much to the right resulting in quite an offset on the x axis. It had a wrong zero point after that but it believed it to be nothing else but 0,0. Did your Gsender display 15,35 or 0,0 when you returned to xy0?
Are your motor coupler maybe slipping.
Heres the issue & fixes page for the machine, maybe you can find an answer in here.
You and I are thinking along the same lines. I did check the gantry for issues ( and loose parts). I didn’t find any. And I checked the motor couplings too. No issues there either. So I am stumped.
When the machine went rogue and ruined my work. I did stop the machine. I then hit the xyz icon to home the machine. The gantry did not return to its original 0,0 position. It missed it totally. And that is the rub!
I will go through the Sienci issues and fixes page and do some further runs to see if I can isolate the problem. I will report anything I found here. Sienci issues and fixes
Nothing as frustrating as having a bleepupo during a long job. I find myself struggeling with freezups in laser jobs lately. I had 5 in the last one, forcing me to do weird workarounds to get to the end of the job.
It leaves streakes in the end result but those can be feathered out with some light rubbing. Freezups in 3d carvings are terrible, if you can’t get your xy zero back. If you can you might be able to mask your way back in and at least keep that 7 hours on your side.
Hope you get it sorted for nothing is as frustrating as machinebugs starting to bite and you can’t seem to catch any.
I had the same thing happen to me, it was self inflicted but something to check. I was fed up with my controller fan running 24/7 so I installed a switch to cut shut off the fan when I was not actually cutting. I lost zero 3 times on 3 jobs, each time it was because I had forgotten to switch the fan on. Is your fan running?, dust in the fan? controller getting to hot? causing your issue?
Good advice, especially with the warmer weather coming upon us in our non climate controlled shops (except for a big ol’ fan).
I use a mini computer with no fan in the unit, so nothing to check. But I will absolutely keep a mind on the temp in my shop to ensure my computer won’t overheat. Thanks for the advice!
@Skyboltguy1 You are already receiving excellent advice. One thing that I would add is that, if you can back off the anti-backlash nut adjustment one full turn, and there is still no backlash, you definitely have them much too tight. You should back them off entirely or until you can feel backlash in that lead screw. Then tighten about 1/8 turn at a time, checking for backlash each time. When there is no backlash - stop.
Hey All
I took all the advice offered. In addition I did some maintenance on the machine, including cleaning the rails, adjusting the anti backlash nut. and anything else I could think of.
I then went back into Vectric 12 and looked at the file. Everything looked good. I reloaded G Sender.
I loaded some pine wood onto the machine and secured it. I use the center of the wood as my 0,0 point and did a Z probe. All good. I centered the machine using the xyz button on G sender and the machine centered itself ready to go.
This program uses 2 tools. A 1/4 inch endmill and a 1/8 inch ball endmill.
Three steps. Rough cut, fine cut, profie cut. All normal and ones I have used many times.
The rough cut went well. No issues.
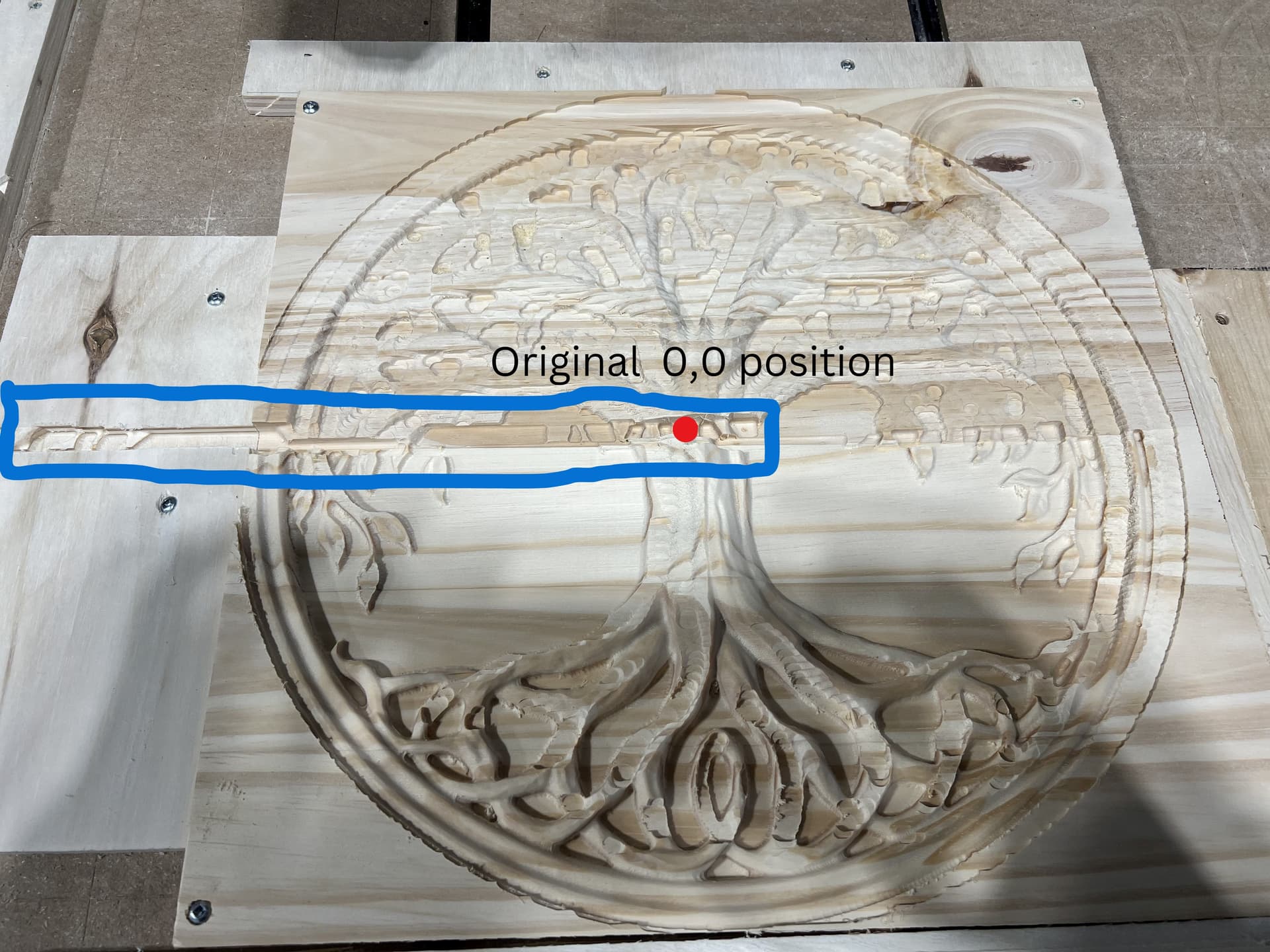
The problem again arose on the fine cut. Interesting, is that it seems to have lost its original 0,0 location when the machine was cutting at or near the 0,0 position. I hope the picture helps explain and shows the issue clearly.