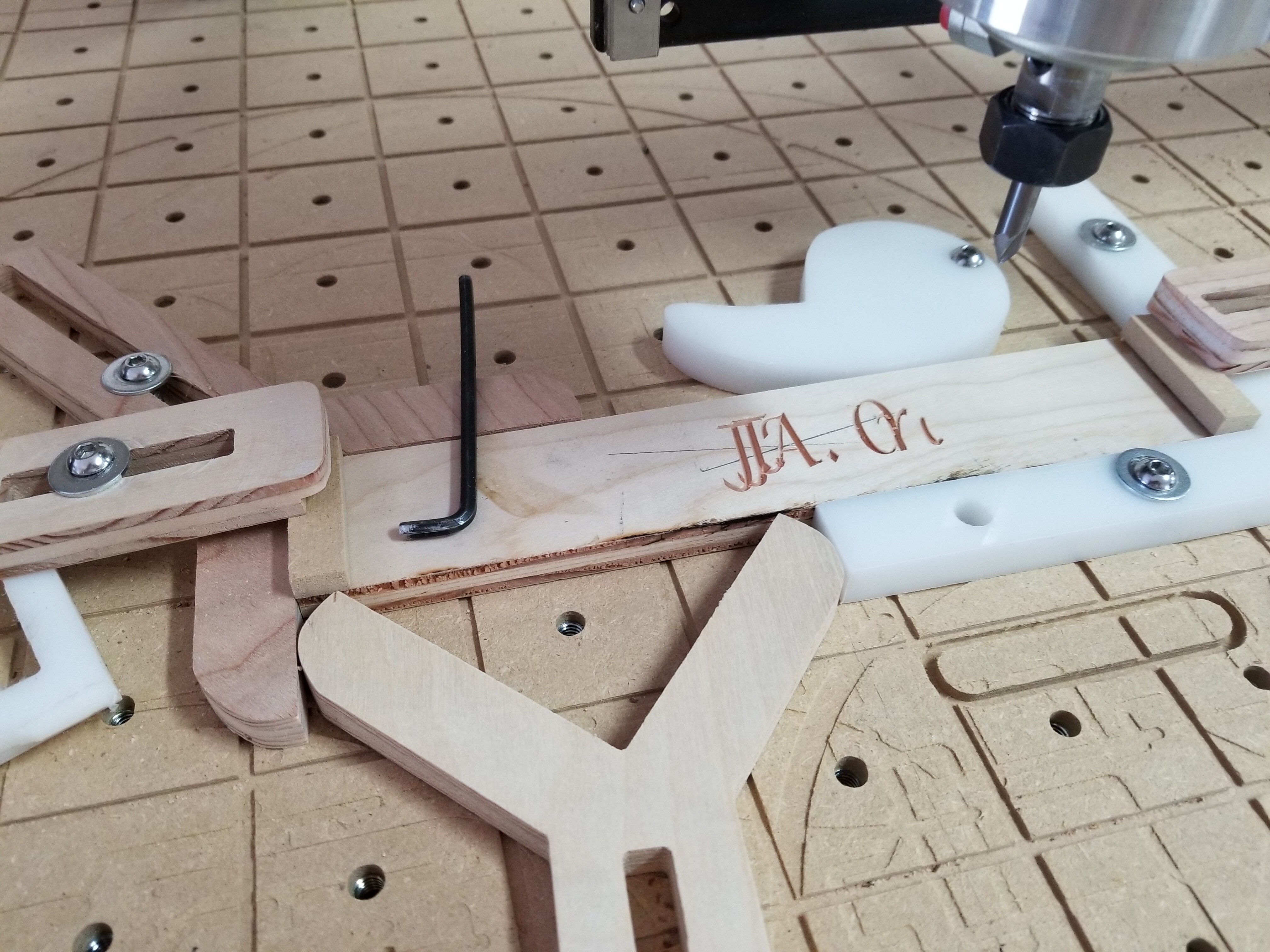
Was doing a nameplate with two inch high walnut stock. Stock tipped over even though I had clamps and double sided tape, jammed the bit .250 60 v bit into the side. I had run the job on mdf to make sure the file worked, all was fine until it jammed the bit.
What I have done:
Replaced the bit.
Did a once over to make sure machine didn’t get out of alignment, it had on the “Y” axis.
Restarted machine and installed the latest g code.
Doublechecked the file, created a new tool path.
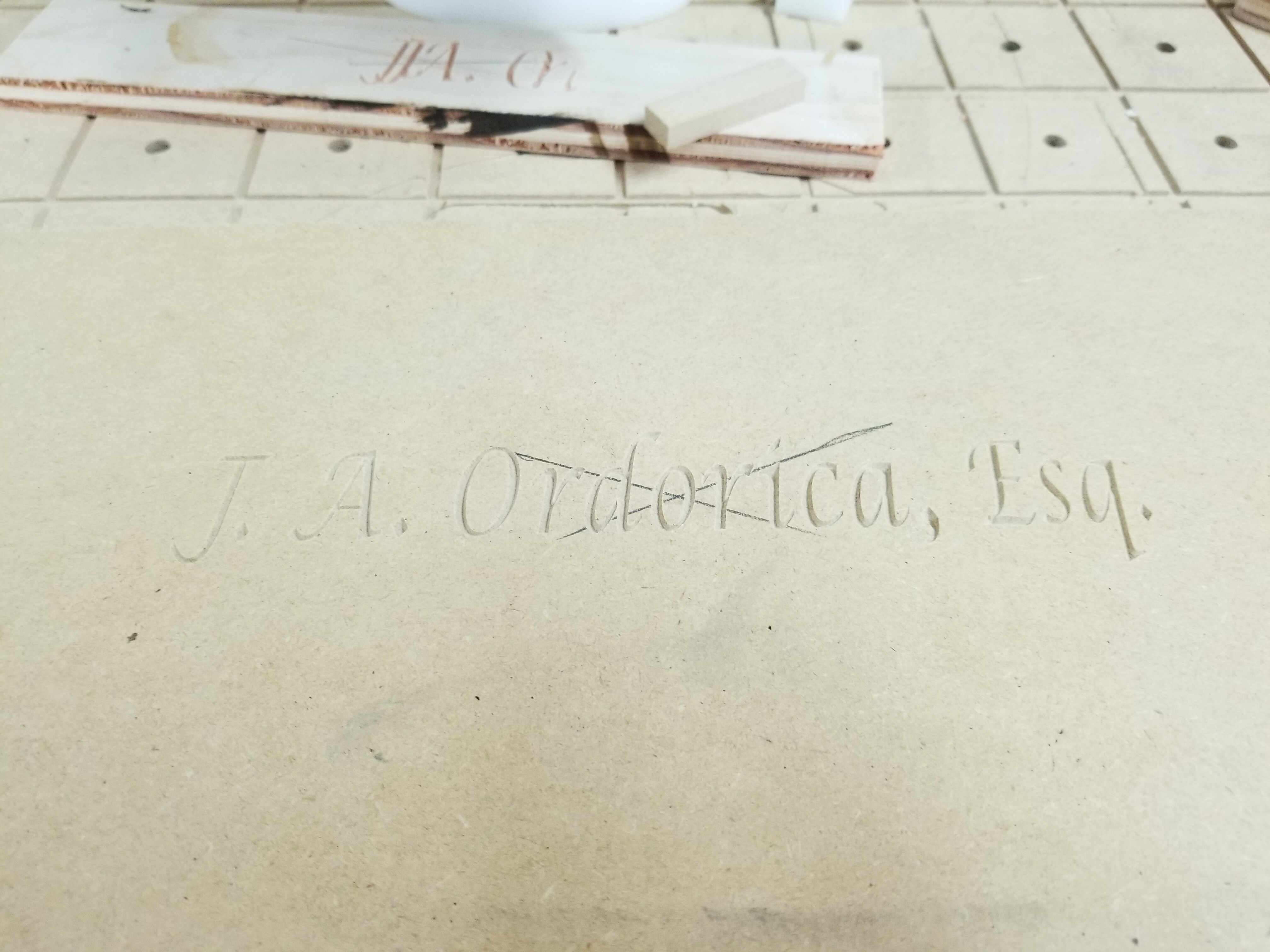
Mounted a piece of scrap and same spacing result.
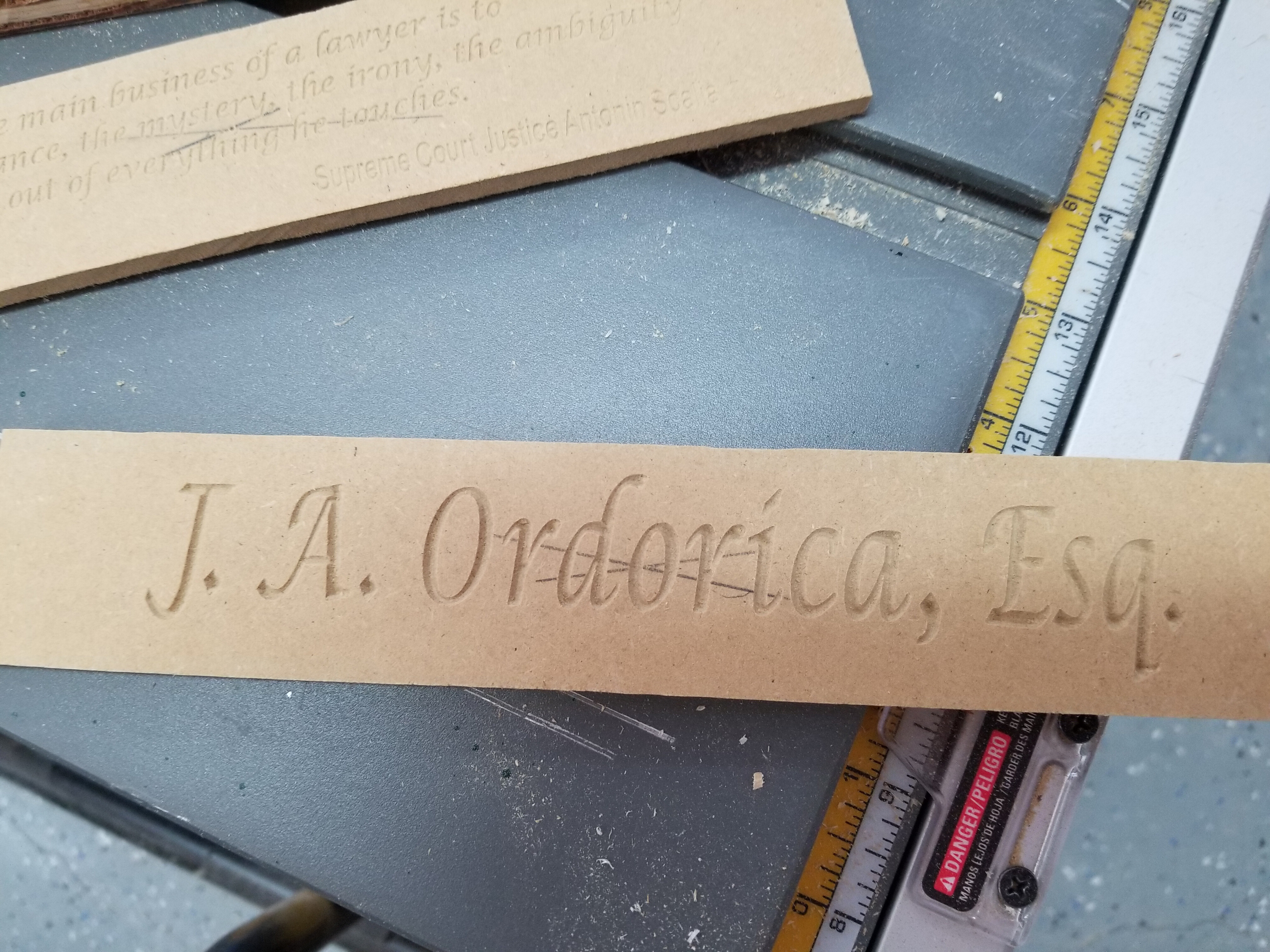
The machine started to loose spacing between letters after about the 3rd letter, then lost zero and started writing over previous letters it has just carved.
@Bill maybe something on the X axis is goofed up and binding after you first jam up? Can you jog the X gantry through the “ica” area to check to see? Or, try turning the X lead screw by hand through this area? It looks fine through the “ori” and the “, E.”
@Bill Ouch, Bill. Paul has some good thoughts. Also, check to make sure that there is no slop in your X axes, both in terms of badly adjusted wheels and in the anti-backlash nut. Finally, make sure that your router mount is tight on the Z gantry and on the router.
Started fresh this morning, re-adjusted all my wheels, made a code file from different pc, loaded ugs and ran file from there versus g sender, everything zero to start, this time it started caving close to zero X axis, did not move over to the left at all, let it run and a again was carving over the c.
Thanks to Kelly @ Sienci I am up and running. I want to thank her for her patience with me. Everthing is re-adjusted, she reloaded the eeprom defaults and like magic it is working. Also Kelly introduced me to NC Viewer, nice to look at gcode line by line. Thank you very much, 5 Stars for sure!