Hi Grant. Yep, I may be misunderstanding the request. A lot of software that has CNC construction as its endpoint has the ability to adjust speeds. I have seen and used gSender’s adjustment when I detected some chatter for a wood workpiece that was harder than I had calculated. It was real useful to be able to reduce the feed speed and stop the chatter. It resulted in a cleaner workpiece finish and a reduction in tool wear.
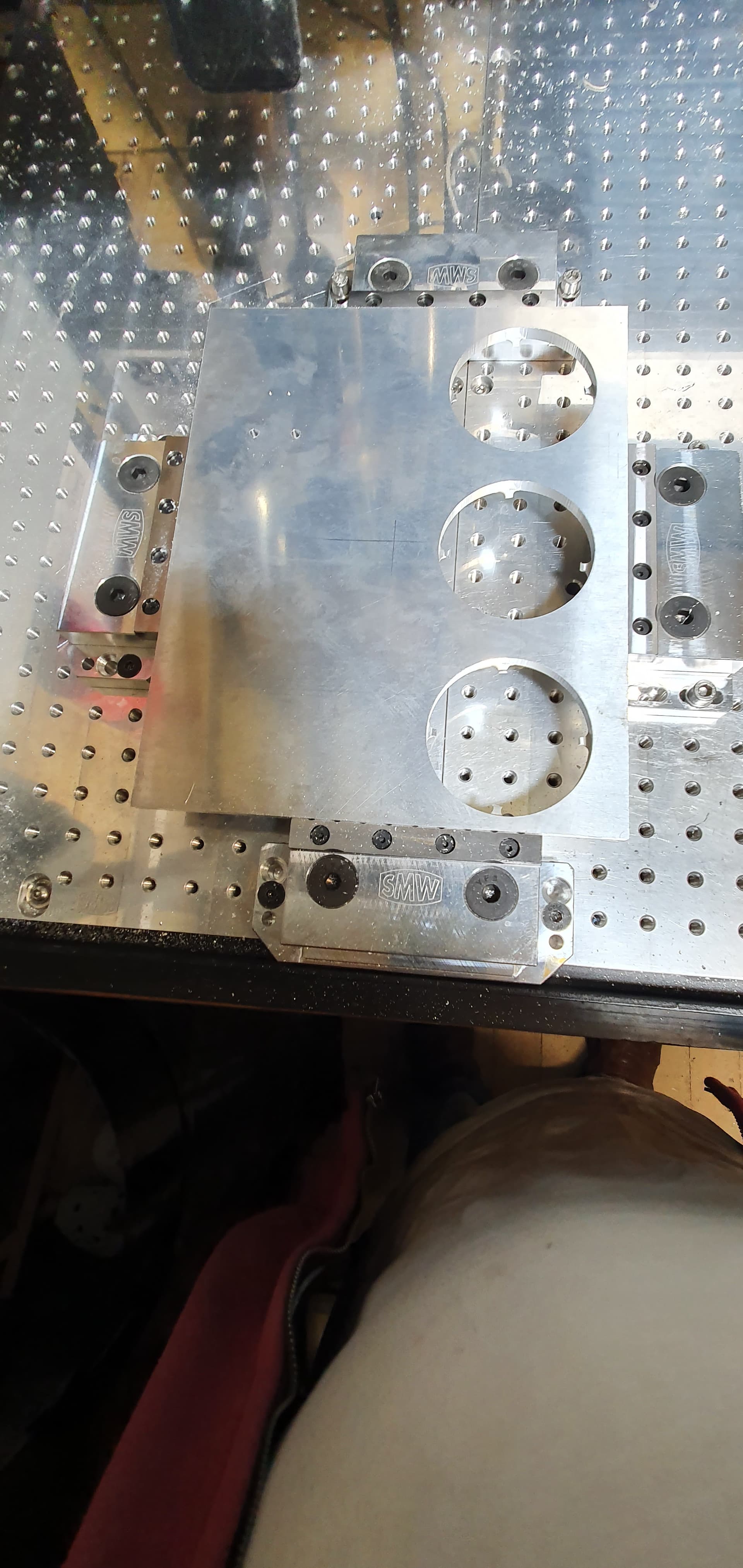
On the basis that one picture is worth a thousand words, here are two images to indicate why I may adjust the feed speeds. The workpiece in both cases was T6 6061 651 Aluminium and it was 6mm thick. I was working to a tolerance of ±0.001" in both cases so ripples from cutter chatter would have left me potentially with non-fitting parts.
The circular plates had to fit into a target box in a shooting range, for a bell target. The central target holes (that were helical drilled) were 4.6mm in diameter so that they would just pass a .177 flat headed air rifle pellet. N.B. The top hole of the three shows unacceptable ripples. I changed the feed speed and the cutter for a new one.
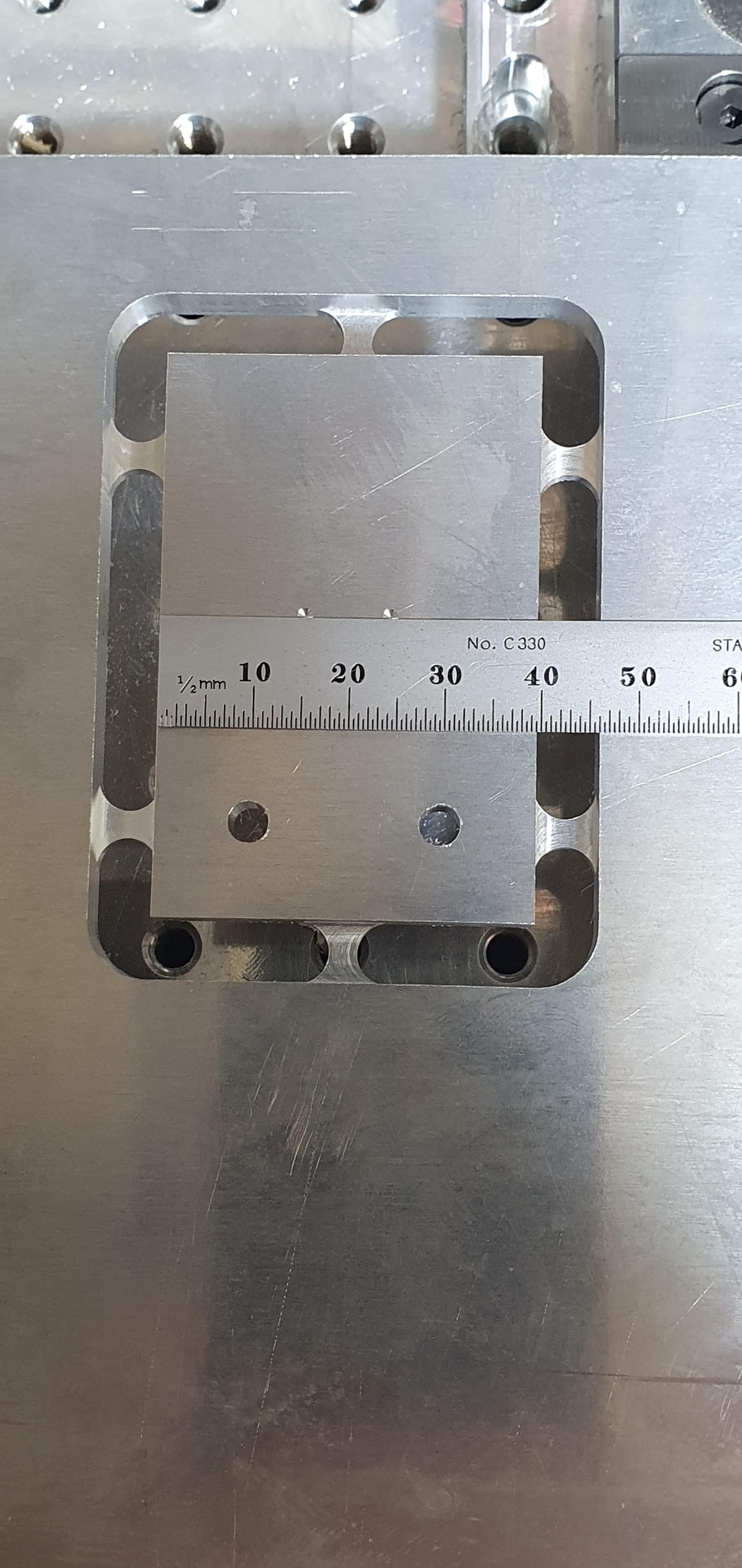
The image below shows a 6mm thick plate 40 x 60mm cut from the stock with the profile cut being supported by tabs 2mm wide x 1mm deep. Enlarging the image demonstrates the cut edge of the boundary and it looks pretty smooth for a hobby level CNC machine.
Yes, I understood that from the discussion.
I understood that aspect of the issue too.
This where I feel the proposition is answering the wrong question. Can we agree that the GCode file will have a feed value entered before the toolpath is processed by the post processor? This is an act before it is sent to gSender or whatever software/hardware control system runs the machine?
If yes, the user will not know which values of speeds and feeds to adjust within the post processed file until after they have run it. If they knew that they wanted to adjust the file… in advance of running that file, the required value would have been entered at the point where the toolpaths are encoded.
As soon as the GCode is loaded into gSender, or any other motion control software, the user cannot know what value they want the feed set to without running the file. The next logical step in the chain of events is to run the file. Listening, watching and feeling will tell the user if their encoded selected values were good and then there would be no need to make the change.
My pedantic self is arguing the case that you would not wish to adjust the value before running the file. I think it likely that if you knew you had made a mistake, you would probably opt to post process the toolpaths with your final adjustments. Once the file is loaded, you only have to run it to make the adjustments available. I guess I am saying that making that adjustment before you run the file is premature.
No… I think I did not explain myself very well, plus the issue of my pedantry has caused me to respond again in the fond hope that I may start making some sense.